乙烷回收改进流程用能分析
2019-09-04杨雨林陈小榆何杰张磊王锐
杨雨林 陈小榆 何杰 张磊 王锐
1.西南石油大学石油与天然气工程学院 2.中国石油集团海洋工程有限公司钻井事业部 3.中国石油规划总院
天然气凝液回收是指将天然气中乙烷及以上组分进行回收,其不仅可以有效降低外输气的烃露点,回收的乙烷和凝液产品还可显著提高油气田的经济效益[1-2]。近年来,随着国内各大油气田对增产提效、资源增值的不断重视,具有经济效益好、回收价值高的天然气深度处理项目逐渐被提上日程。乙烷是一种用于生产乙烯的优质洁净原料,具有很高的附加值。因此,国外较早就已经开展了对乙烷回收的研究,形成了以膨胀机制冷、冷剂制冷+膨胀机制冷为主的低温分离工艺[3-7],并针对不同气质和工况开发了多种乙烷回收工艺流程,其中美国Ortloff公司开发的部分干气再循环工艺(recycle split vapor,RSV)因其较高的乙烷回收率而得到广泛应用[8-9]。相对于贫气乙烷回收,富气乙烷回收流程将变得更复杂,能耗也更高,流程的用能分析将更加重要。目前,用于乙烷回收流程分析评价的常用方法有能耗分析、流程热集成分析、火用分析以及经济分析[10]。其中能耗分析与火用分析能直观反映出设备的能耗及其利用情况,为油气田开展节能技术改造和节能减排工作提供强有力的决策支持[11]。因此,本文在此背景下,以国内某拟建乙烷回收处理厂原料气工况为研究对象,改进设计出两种高效乙烷回收流程,并对设计的两种流程进行模拟对比分析,通过比较两种流程的能耗、火用损失来评价两种流程的差异。
1 改进流程介绍
对较富的天然气进行凝液回收,其总能耗明显高于常规天然气,但气质越富,回收的凝液越多,凝液回收过程所消耗的单位能耗越低,气田的经济性越好。通常富气在采用膨胀机制冷工艺进行凝液回收时,为达到较高的回收率,需采用制冷剂辅助冷却原料气,而制冷剂通常选用丙烷、混合制冷剂等。在此基础上,本文提出两种适用于富气乙烷回收的改进流程:①带丙烷制冷循环的RSV改进流程(recycle split vapor with propane cycle,RSV-PC);②带自冷循环和吸收塔的分流换热乙烷回收流程(split heat-exchanging process with internal refrigeration and absorber,SHIA)。
1.1 RSV-PC流程
RSV流程由Ortloff公司开发,是天然气低温冷却流程(gas subcooled process,GSP)的一种加强流程[12]。该流程通过从外输气中引入一部分外输气冷却后作为脱甲烷塔的塔顶回流,由于这股回流富含甲烷,在脱甲烷塔上部对塔中的乙烷等重烃的冷凝吸收效果好,可实现较高的乙烷回收率,同时对原料气气质工况也具有较宽的适应范围。
为使RSV流程对富气也具有较高的回收率,在RSV流程基础上增加丙烷制冷系统,提出一种新的改进流程(RSV-PC)。RSV-PC工艺流程如图1所示。
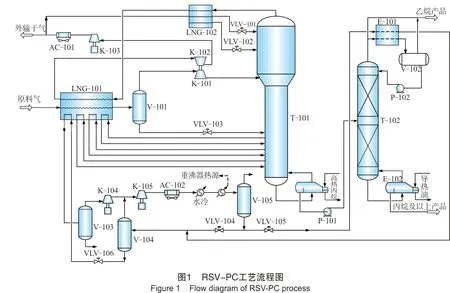
RSV-PC流程采用丙烷制冷循环为原料气预冷和脱乙烷塔顶气提供冷量,增压后的高温丙烷制冷剂为脱甲烷塔塔底重沸器提供热量。由于丙烷制冷在LNG-101和E-101中的制冷温位不同,通过采用两级制冷系统可有效降低压缩机压缩功耗。RSV-PC流程主要具有以下特征:
(1) RSV-PC流程采用部分外输气回流,在富气条件下采用丙烷制冷系统,保留了RSV流程高回收率的优点。同时丙烷制冷系统仅有一种制冷剂,流程简单便于控制。
(2) RSV-PC流程低温分离器温度较高,可以增大低温分离器的分离气相,同时透平膨胀机的进气量大,具有较大的透平传输功。
(3) 丙烷循环系统对两处不同温位采用两级制冷,可有效节省压缩能耗且流程简单。
(4) 丙烷制冷剂在制冷过程中温度基本保持不变,在换热器中会造成较大的传热温差,增大传热的不可逆损失。
(5) 部分外输干气回流将明显增大外输压缩机功耗。
1.2 SHIA流程
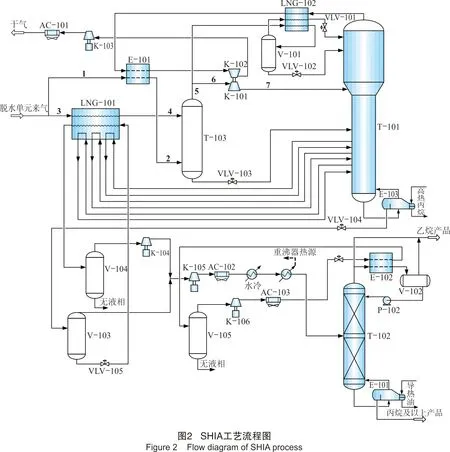
常规GSP流程回收率往往只能达到90%左右,而RSV流程通过引入外输干气作脱甲烷塔回流可使乙烷回收率达到95%以上,但是外输干气回流会大幅增加外输压缩机能耗。为使流程具有高回收率和低能耗,在GSP流程基础上,结合了IPSI-1[13]、IPSI-2[14]流程的内部制冷循环,以及吸收塔气提分离[15]等工艺,提出一种适用于富气的改进乙烷回收流程SHIA。SHIA工艺流程如图2所示。
SHIA流程具有以下特点:
(1) 原料气采用分流预冷加吸收塔的组合方式,使得两股原料气预冷后存在一定的温度差,温度更低的一股原料气(图2物流4)作为吸收塔的塔顶进料,温度更高的另一股原料气(图2物流2)作为吸收塔的下部进料。通过吸收塔中的气提作用可强化甲烷与乙烷等重组分在吸收塔中的分离,有效将原料气中的甲烷富集到吸收塔的塔顶气相中,而C2+等重组分向吸收塔塔底富集,使得脱甲烷塔上部进料更贫,有效提高乙烷回收率,降低脱甲烷塔分离负荷。吸收塔中各塔板液相组分变化如图3所示。

(2) 脱甲烷塔进料采用多级分离,可有效分离掉脱甲烷塔塔顶回流中的重烃,降低脱甲烷塔塔顶进料温度,改善脱甲烷塔上部的精馏效果,提高乙烷回收率。
(3) 采用脱甲烷塔塔底C2+凝液作为混合制冷剂为原料气预冷,可有效提高多股流换热器LNG-101中的热集成度,相比单一的外部丙烷制冷可大幅降低制冷压缩机负荷。
(4) 因吸收塔塔底进料温度不能太低,且尽量保持换热后的外输气以较低温度进入透平膨胀机增压端以节省外输压缩机功耗,故原料气上部分流(图2物流1→物流2)与外输气换热可进行较大的温差换热,可采用一般的管壳式换热器或板式换热器以减小设备成本。而多股流换热器LNG-101中的5股换热物流数低于RSV-PC中LNG-101中的7股,也可降低板翅式换热器的设计难度。
2 改进流程用能分析
本文利用HYSYS软件对两种改进流程进行模拟分析,文中所涉及的工艺模拟分析计算中的热力学模型均选用Peng-Robinson方程,膨胀机绝热效率85%,压缩机绝热效率75%,换热器最小接近温差≥3 ℃。原料气组成及工况参数见表1。
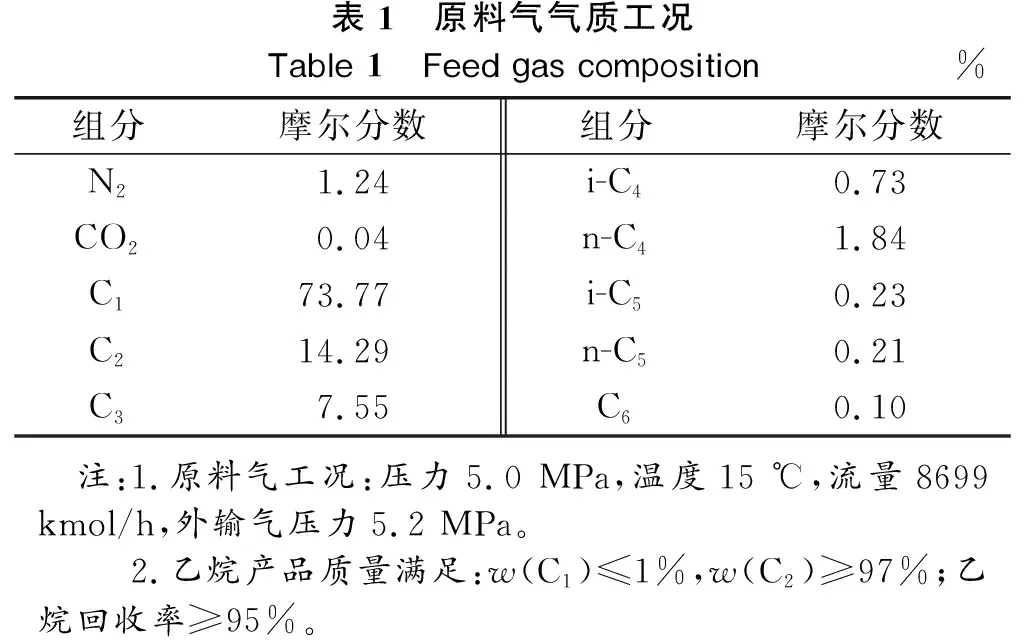
表1 原料气气质工况Table 1 Feed gas composition%组分摩尔分数组分摩尔分数N21.24i-C40.73CO20.04n-C41.84C173.77i-C50.23C214.29n-C50.21C37.55C60.10 注:1.原料气工况:压力5.0 MPa,温度15 ℃,流量8699 kmol/h,外输气压力5.2 MPa。2.乙烷产品质量满足:w(C1)≤1%,w(C2)≥97%;乙烷回收率≥95%。
2.1 能耗分析
本文采用GB/T 2589-2008《综合能耗计算通则》[16]中单位产量综合能耗(简称单位能耗)的评价方法,对整个流程的主体装置能耗进行量化评价。经过模拟,两种流程中主要能耗见表2。

表2 两种流程主要用能对比Table 2 Comparison of main energy consumption of the two processes流程透平膨胀机K-101功耗/kW外输压缩机K-103功耗/kW制冷系统压缩机功耗/kWK-104K-105K-106总压缩功耗/kW脱乙烷塔重沸器负荷/kW综合能耗E/106 MJ/d单位能耗eg/(MJ·t-1)RSV-PC981.6607613804911-12 36789154.5112306SHIA867.6489419962270748.19 908.189903.8201953
因SHIA流程中吸收塔的塔顶气相温度低,相比于RSV-PC分离器的分离气相更少,故RSV-PC具有更多的透平膨胀功。由于RSV-PC采用外输气回流,外输气循环量高于SHIA,同时SHIA流程E-101中换热器温差大,换热后的外输气温度低,使得外输压缩功的能耗SHIA明显低于RSV-PC流程。RSV-PC采用两级丙烷制冷循环为原料气和脱乙烷塔塔顶气制冷,循环量较大,SHIA流程采用内部混合制冷剂结合异丁烷的制冷工艺,在能耗上具有明显优势,整个流程SHIA压缩机功耗比RSV-PC节省2459 kW。SHIA综合能耗比RSV-PC流程少15.3%,RSV-PC流程的单位能耗高出SHIA 流程18.1%。由此可见,从能耗角度分析SHIA具有明显优势。
2.2 火用分析
火用分析建立在热力学第二定律基础上,可用于评价整个用能系统和各个单元。通过火用分析揭示流程中不可逆性发生的位置及数量,可对流程中各设备的用能情况进行分析评价,以判断流程的能量利用合理程度。
物系的火用包括物理火用、化学火用、动能火用和势能火用。通常动能火用和势能火用很小,可以忽略。以101.325 kPa、298.15 K为环境基准态。物流的单位流量总火用为:
(1)
物流物理火用的基本表达式为:
(2)
式中:h为物流实际状态的焓,kJ/mol;s为物流实际状态的熵,J/K;h0为环境基准态下的焓,kJ/mol;s0为环境基准态下的熵,J/K;T0为环境基准态下的温度,K。
物流化学火用的基本表达式为:
(3)
乙烷回收流程涉及到的组分的标准火用见表3[17]。
在系统或设备的能量转换和传递过程中,将被利用或收益的火用Exgain与支付或耗费的火用代价Expay的比值定义为系统或设备的火用效率ηex,即:

表3 组分的标准火用Table 3 Standard exergy of the component 组分eθi/(kJ·mol-1)组分eθi/(kJ·mol-1)N20.693i-C4H102 797.29CO220.075n-C4H102 800.66CH4829.970i-C5H123 449.32C2H61 493.550n-C5H123 455.10C3H82 148.670C6H144 108.89
(4)
表4列出了各设备的火用损和火用效率计算公式。
对于精馏塔的侧线或塔底重沸器,在对其塔中物流进行传热过程中,外部热物流传递给受热物流的火用为:
(5)
式中:Q为热物流的传热负荷,kW;Th为热物流温度,K。
通常热物流在换热过程中温度是变化的,因此热物流在换热过程中的Th通常采用其进出传热装置的对数平均温差计算,即:
Th=(Tho-Thi)/ln(Tho/Thi)
(6)
式中:Thi指热物流进换热器温度,K; Tho指热物流出换热器温度,K。
整个系统火用效率如式(7)所示。
(7)
表5显示了两种流程中主要设备的火用损量和火用效率,相比整个流程的火用损量,SHIA流程低于RSV-PC流程,同时结合图4可知,对于两种流程火用损量最大为塔器(高达40%以上),其次是压缩机,之后是换热器。这3类装置的总火用损量达到整个流程的76%以上,且此3类设备的火用损差异也反映出RSV-PC流程和SHIA流程的用能差异。
RSV-PC流程中压缩机的火用损比例占23.39%,高于SHIA流程的20.30%,主要差异在于外输压缩机K-103和制冷循环二级制冷压缩机K-105,特别是RSV-PC流程压缩机K-105的火用损是SHIA流程K-105的2.4倍,其主要原因在于大流量的循环制冷剂和压缩机大压比增大了压缩机做功的不可逆性。因每个压缩机的绝热效率均相同(75%),各相同位置的压缩机火用效率相差不大。SHIA采用了原料气分流换热后提高了热集成度,有效减小火用损也可从表5和图4中明显看出。SHIA流程的换热器LNG-101相对于RSV-PC流程的LNG-101,更小的换热温差使得火用损明显降低,SHIA换热器LNG-101的火用损仅占RSV-PC流程LNG-101的31.5%(RSV-PC中的LNG-101换热物流比SHIA的多,也是造成RSV-PC中LNG-101火用损更高的原因之一),SHIA流程的LNG-101火用效率(96.46%)也明显高于RSV-PC流程LNG-101的91.18%。由于吸收塔塔底需要一股较高温度的进料,使得SHIA流程中的E-101可以存在较大温差的换热,但这将导致E-101产生较大的火用损,且其火用效率也是所有换热器中最低的。两种流程脱乙烷塔塔顶的换热器(RSV-PC的E-101/SHIA的E-102)火用效率相同,而SHIA采用异丁烷相比RSV-PC的丙烷在换热器中的火用损更小。
表4 各装置火用损量和火用效率表达式Table 4 Expressions of exergy loss and exergy efficiency for each device装置装置标识符火用损量表达式火用效率表达式阀VLV-101 VLV-102VLV-103 VLV-104VLV-105 VLV-106IVLV=Exi-Exo=Σ(mg·e)i-Σ(mg·e)oηVLV=eΔTo-eΔTieΔPi-eΔPo eΔT=-∫T0TT-T0Tdh PeΔP=eph-eΔT换热器LNG-101 LNG-102E-101 E-102IHX=Exi-Exo=Σ(mg·e)i-Σ(mg·e)oηHX=1-Σ(mg·Δe)Σ(mg·Δh)h-Σ(mg·Δe)Σ(mg·Δh)e 空冷器AC-101 AC-102AC-103IAC=Exi-Exo=Σ(mg·e)i+eai+W-Σ(mg·e)o-eaoηAC=Σ(mg·e)o+eaoΣ(mg·e)i+W膨胀机K-101IE=Exi-Exo=Σ(mg·e)i-Wo-Σ(mg·e)oηC=WoΣ(mg·e)i-Σ(mg·e)o压缩机K-102 K-103K-104IC=Exi-Exo=Σ(mg·e)i+Wi-Σ(mg·e)oηC=Σ(mg·e)i-Σ(mg·e)oWi塔设备T-101IT-101=Exi-Exo=ΣQi(1-T0Ti)+Σ(mg·e)i-Σ(mg·e)oηT-101=ExoExi=Σ(mg·e)oΣ(mg·e)i+ΣQi(1-T0Ti)T-102IT-102=Exi-Exo=QR(1-T0TUTY)+Σ(mg·e)i-Σ(mg·e)oηT-102=ExoExi=Σ(mg·e)oΣ(mg·e)i+QR(1-T0TUTY)T-103IT-103=Exi-Exo=Σ(mg·e)i-Σ(mg·e)oηT-103=ExoExi=Σ(mg·e)oΣ(mg·e)i

表5 各装置火用损量及火用效率计算结果Table 5 Calculation results of exergy loss and exergy efficiency for each device装置RSV-PC流程SHIA流程火用损量/kW火用效率/%火用损量/kW火用效率/%LNG-101144491.1845596.46LNG-10243291.1030891.63E-10122794.0643783.60E-102--10194.68K-10126678.6824478.05K-10226772.8424272.06K-103130778.48107980.00K-10436373.7244977.45K-105105578.5244180.52K-106--17376.93T-101174699.97166999.97T-102347199.80377399.73T-103--7799.99VLV-101 24251.2014851.14VLV-10219754.7214152.71VLV-10347144.2955142.22VLV-10436324.1815239.15VLV-10522724.0319656.50VLV-1068968.0512015.12AC-101 34299.9821599.98AC-102 28599.9858199.95AC-103--19299.95合计12 79499.4911 74499.50

整体来看,节流阀的火用效率均较低,这本身也是因为节流过程不可逆性大造成的。整个流程SHIA中阀的总火用损量较RSV-PC流程低281 kW,而其中阀VLV-104的火用损相差最大,其主要原因在于RSV-PC中的VLV-104压降比(1610 kPa→315 kPa)远大于SHIA流程中的VLV-104压降比(1920 kPa→900 kPa)。
两种流程的空冷器火用效率均较高,但SHIA流程的空冷器火用损量明显高于RSV-PC流程。特别是SHIA流程的AC-102,由于混合冷剂在冷却过程中出现相变,增大了吸热量,使其火用损量是RSV-PC流程中AC-102的两倍。
对于塔器的火用损和火用效率评价方法的不同将导致结果差异较大。由表5可知,两种流程的脱甲烷塔和脱乙烷塔的火用效率均接近100%,其主要原因在于化学火用的数值太大,损失的火用损相较于进出塔物流的化学火用几乎可以忽略不计,导致Exo≈Exi。若在求取物流的总火用的时候忽略掉化学火用仅考虑物理火用,即仅考虑物流从所在的(p;T)状态到完全平衡环境状态(p0;T0)的做功能力,而忽略掉由于组分与环境不同而从完全平衡环境状态到寂态的做功能力,就会出现明显不同的结果(流程的总火用损量和火用效率也有类似的现象)。如图5所示,当物流的总火用考虑化学火用时,脱甲烷塔和脱乙烷塔以及整个流程的火用效率均接近100%。而当总火用仅考虑物理火用时,两个塔和总流程的火用效率明显降低。脱甲烷塔T-101的火用效率降为90%左右。而脱乙烷塔T-102的火用效率RSV-PC只能达到61.31%,而SHIA流程更低(55.64%)。整个流程的火用效率虽然SHIA略高于RSV-PC,但是整体火用效率依旧偏低。无论是考虑还是忽略化学火用,T-101、T-102和整个流程的火用损SHIA均低于RSV-PC。同时可看出,仅考虑物理火用时的火用损大于考虑化学火用时的火用损,可见在塔这类有组分变化的反应设备中化学火用是增加的。

3 结论
(1) 本文提出两种改进乙烷回收流程:①RSV-PC流程,其采用两级丙烷制冷系统提供两个制冷温位为原料气和脱乙烷塔塔顶气供冷,在富气条件下保留了RSV流程高回收率的特点;②SHIA流程,其增设吸收塔强化原料气中甲烷与乙烷等重组分的预分离,并利用脱甲烷塔塔底C2+凝液作为制冷剂为原料气供冷,脱乙烷塔塔顶气采用单独的异丁烷制冷剂,形成两套独立的制冷系统,该流程脱甲烷塔塔顶回流采用多级分离,保证脱甲烷塔塔顶回流富含甲烷,在富气条件下也可保证95%以上的乙烷回收率。
(2) 在保证相同回收率的条件下,通过对比两种流程的能耗发现,SHIA流程比RSV-PC流程节能15.3%,从能耗角度来看,SHIA流程明显优于RSV-PC流程。
(3) 通过对RSV-PC和SHIA两种流程进行火用分析,整个流程的火用损和火用效率SHIA流程低于RSV-PC流程,两种流程中火用损最大的设备为塔器,其次是压缩机,之后是换热器,而两种流程火用损的主要差异在于冷箱LNG-101和制冷循环二级压缩机K-105。SHIA的换热器E-101大温差换热虽然会增大换热过程的不可逆性,但增强了吸收塔的气提效果,又可以降低外输压缩机负荷。不同的火用效率评价方法得到的塔的火用效率差异较大,但总体而言,RSV-PC流程中的塔火用效率高于SHIA流程。