高炉渣铁持续排放不净的原因分析及改善措施
2019-09-03卢保军
卢保军
(山东钢铁集团日照有限公司 炼铁部,山东 日照276800)
1 前言
山钢集团日照公司1#5 100 m3高炉炉缸直径14.6 m,死铁层深度3.6 m,安全容铁量3 064 t。高炉设4个铁口,采用双矩形出铁场,2出铁场对称布置。每个出铁场设有2个铁口,每个铁口设有独立的液压泥炮、液压开铁口机、液压移盖机、铁水摆动溜槽,泥炮和开口机同侧布置。1#5 100 m3高炉于2017年12月18日点火开炉,开炉初期生产指标稳定,事故休风率为零。2018年1—3月,平均日产铁水9 996 t,利用系数平均1.96 t/(m3·d),焦比336 kg/t,煤比 148 kg/t,燃料比 484 kg/t,生铁平均含硅0.487%。但进入4月份后炉前渣铁持续排放不净,高炉的稳定顺行趋势受到影响,风量萎缩,产量下滑,生产计划难以保证。
2 高炉渣铁持续排放不净原因分析
2.1 入炉料的影响
为保证开炉后快速达产达效,入炉料的化学成分和冷热态强度应满足大型高炉冶炼的需求,具体指标情况见表1和表2。
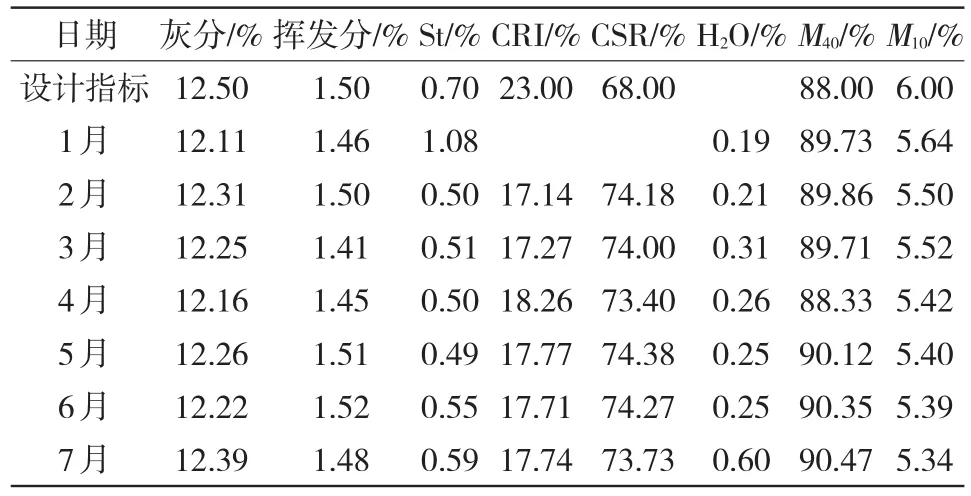
表1 2018年1—7月份焦炭指标统计
从表1可以看出,焦炭的冷热态强度远远满足高炉的需要,这对于高炉的顺利开炉,快速达产达效起了关键性的作用。高炉实际操作中并不要求过低的焦炭反应性[1],焦炭的气化反应是高炉内焦炭消耗的主要形式之一,焦炭的反应性过低,气化反应进行缓慢,炉缸内死焦堆中的焦炭消耗变慢,死焦堆逐渐变大,滞留在死焦堆中的渣铁通过的时间变长,渣铁不能及时排出,这势必会造成亏渣铁。
2.2 高炉高度方向温度场变化的影响
高炉1—3月份属于开炉初期,操作炉型规整,高炉指标良好。进入4月份,高炉炉型逐步过渡到正常操作炉型,各项操作制度开始向正常操作制度转变,长期亏渣铁对高炉的影响开始逐步显现,并逐渐加剧,致使炉况开始出现波动,高炉正常生产受到影响。
4月12日高炉连续炉温在0.2%以下,铁水物理热温度连续<1 420℃,炉内渣铁低硅高碱,造成炉缸中心死焦堆内炉渣趋于半凝固状态,严重恶化炉缸透液性,炉缸出现严重堆积。
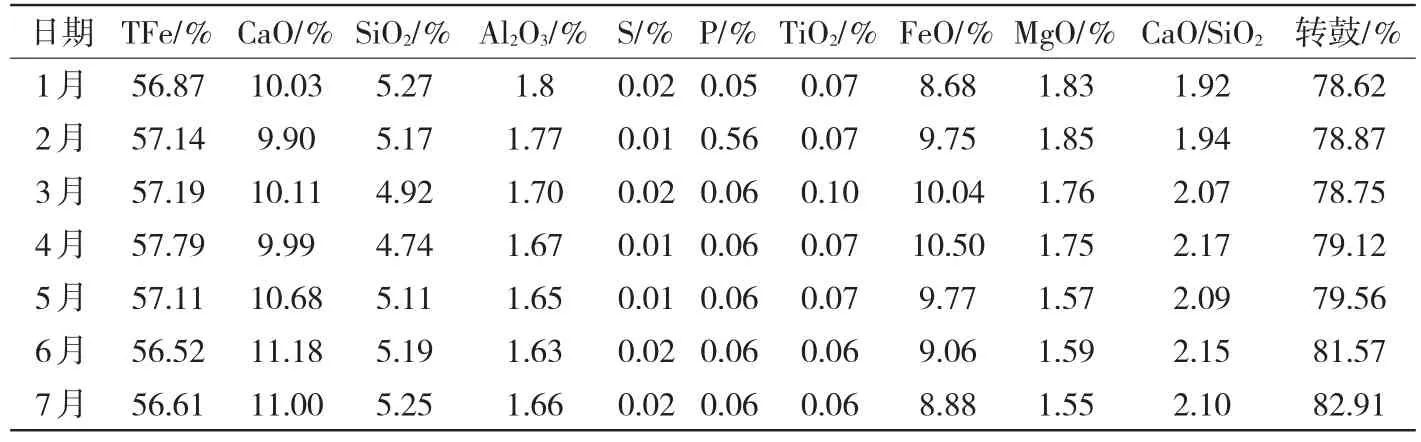
表2 2018年1—7月烧结指标统计
伴随炉缸及高炉死焦堆出现堆积,高炉透气性指数降低,压差升高,高炉炉内被迫采取减风应对。由于入炉风量减少,高炉冶炼强度降低,炉内高温区逐步上移,软熔带位置也不断上升,初渣铁形成的位置上移,渣铁从滴落带至炉缸渣铁存储区的路程延长,滴落时间也变长,炉缸渣铁液面不能尽快得到补充,也造成渣铁不能及时排出,引起亏渣铁。
2.3 铁口喷溅的影响
1#5 100 m3高炉铁口区域炉壳采用进口超微孔大块炭砖砌筑,炉缸炭砖在铁口区域加厚450 mm,平滑过渡,铁口框内采用刚玉质浇注料浇筑成型。但从开炉投产以来,铁口就出现长时间喷溅问题。高炉生产时,炉缸内液态渣铁在炉内高压和液态渣铁自身重力共同作用下通过铁口孔道连续排出炉外。如果铁口孔道发生串气现象,在排放渣铁时,炉缸内的高压煤气进入铁口孔道,打破了原有的动力平衡稳定性,渣铁排放时就会产生喷溅[2]。铁口喷溅严重降低主沟耐材的寿命,造成铁量损失,影响高炉经济指标。由于喷溅造成高炉渣铁排放不净,直接影响高炉顺行,造成很大的经济损失。
2.4 炉内压差控制不当的影响
进入5月份以后,高炉长期处于慢风状态,入炉风量6 000~6 700 m3/min,压差±188 kPa(全风时风量7 100 m3/min,压差±185 kPa)。为了最大限度的提高入炉风量,保证足够的冶炼强度,炉内压差长期按上限控制。在高压差作用下,滴落带内煤气流速加快。由气体阻力公式(F=kv2)可知,当煤气流速增加1倍时,煤气流对滴落的渣铁的阻力增加4倍。由于风量减小,冶炼强度降低,炉内软熔带上移,渣铁滴落带空间变大,渣铁滴落距离延长。滴落阻力增大,滴落距离增加,直接导致液态渣铁的滴落时间大幅增加。
在炉前出铁过程中,如果在铁口内侧附近炉缸渣铁液面下降到达铁口上沿的时间内没有足够的渣铁滴入铁口区域,不能保证铁口区域渣铁液面高于铁口上沿,铁口就会喷溅。铁口喷溅就会导致炉缸因透液性差而积存的渣铁无法环流至铁口区域,无法正常排放,造成炉内亏渣铁。
3 采取的主要措施及效果
3.1 对铁口附近进行高压灌浆处理
由于高炉砌筑采用干法砌筑,铁口组合砖内部没有涂抹粘结剂。在正常生产过程中,由于液压泥炮堵铁口时的撞击和液压开口机钻铁口时的冲击震打,导致铁口组合砖之间缝隙变大。炉缸煤气通过组合砖之间的缝隙窜入铁口通道,造成铁口喷溅,无法正常放净渣铁。高压灌浆可以使铁口组合砖之间的缝隙被灌浆料有效填充,凝固后堵塞煤气通道,避免炉缸煤气经过砖缝窜入铁口通道,制止铁口的喷溅,有利于排净渣铁。在高压灌浆的基础上,堵口采用高渗透性抗喷溅无水炮泥。抗喷溅炮泥的作用原理和灌浆相似,但效果不如灌浆显著。
经过铁口灌浆处理后,开铁口初期的铁口喷溅明显减轻,对放净渣铁起到了较好的辅助作用。图1、图2分别为2#铁口灌浆前后开铁口5 min时铁口喷溅情况。
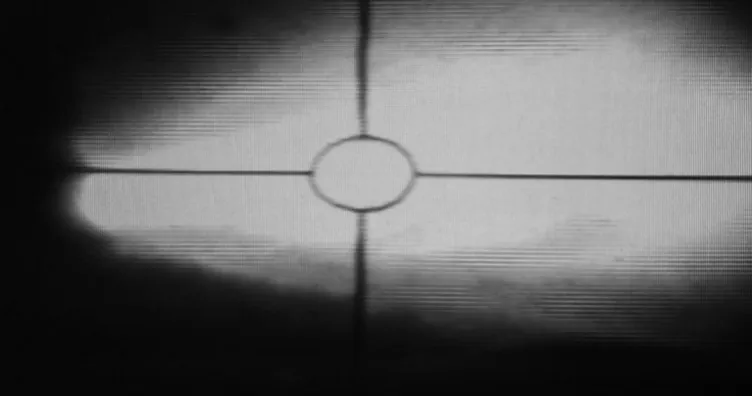
图1 灌浆前2#铁口开口5 min时铁口喷溅情况

图2 灌浆后2#铁口开口5 min时铁口喷溅情况
3.2 缩小钻头直径延长出铁时间
在满足出铁速度及下渣时间的前提下使用较小的铁口钻头。钻头直径由全风时的Φ72.5 mm逐步缩小到Φ55 mm。如果下渣时间过长或出铁速度<炉内渣铁的生成速度,则扩大到Φ60 mm或Φ 62.5 mm,具体尺寸由前一炉的出铁情况确定。
更换小钻头后,有效的延长了炉前出铁时间,使炉缸内部因炉缸透液性差而积存的渣铁可以有更多的时间通过环流到达铁口区域,补充铁口区域的渣铁液面,避免铁口因渣铁液面下降而造成的喷溅,使炉缸内渣铁可以更多的排放出去,缓解炉缸堆积状态。
3.3 严格控制炉内压差
高压差严重制约高炉的入炉风量,降低高炉的强化冶炼程度,危及风口使用寿命,不利于煤气流的稳定分布。高压差下极易形成管道气流,破坏高炉的顺行程度。铜冷却壁渣皮因气流变化导致频繁脱落,不利于形成规整的操作炉型。同时高压差严重制约高炉实际风速和鼓风动能的提高,不利于炉缸活跃。显然,高压差也是高炉增产、降耗、提高铁水质量的限制性因素[2]。国内宝钢、沙钢等大型高炉压差平均维持在170~185 kPa。
为了缓解炉缸堆积,加强炉缸内渣铁排放,高炉严格控制炉内压差。正常操作时±170 kPa,≯175 kPa。由图3可以看出,伴随炉内控制压差的降低,高炉盈铁量在增加,亏渣铁现象明显降低。
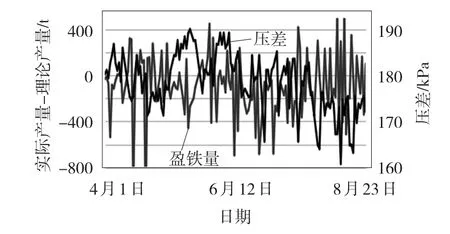
图3 日盈铁量与日均压差关系
3.4 增加富氧
高炉内任意区域的压差都与料柱孔隙率的三次方成反比。高炉长期亏渣铁导致炉内积存渣铁过多,渣铁积存在滴落带内会堵塞滴落带内焦炭孔隙,影响滴落带透气性,导致炉内压差升高。渣铁积存在炉缸内不能及时排出炉外,就会造成高炉憋渣铁,造成高炉下部空间减小,不能为后续炉料冶炼提供足够空间,导致风压升高。炉内压差升高,高炉只能采取减风应对。在高炉风量无法增加的条件下,应适当增加富氧量,以加快炉缸内焦炭的燃烧消耗,减小死焦堆的体积,从而加快死焦堆的置换速度。增加富氧量也可以在控制入炉风量的前提下,提高风口区焦炭的燃烧速率,使炉料下降速度增加,高温区向下移动。伴随高温区的下移,软熔带的位置下移,滴落带区间降低,生成的渣铁滴落路程减少,进入炉缸的时间缩短,有利于炉缸渣铁液面的补充,从而促进更多的炉缸内非铁口区域的堆积渣铁排出炉外。
3.5 适当提高炉温和配加熔剂洗炉
由于炉况波动,气流不稳,致使炉温控制难度增加,炉温波动较大。由于压差控制偏高,炉温控制整体处于下限水平。炉缸热状态长期不足,炉缸中心点温度由3月份的373℃降低到8月中旬的259℃,炉缸中心死焦堆内积存的炉渣基本处于凝固或半凝固状态。
针对炉缸热状态不足的状况,炉内采取提高炉温,保证渣铁温度≮1500℃,并配加萤石洗炉的处理措施。通过提高炉温洗炉,炉缸内渣铁流动性得到了根本性的改善。8月下旬,炉缸中心点温度由259℃上升至263℃。炉缸内堆积状况得到有效缓解,炉内亏渣铁现象得到进一步缓解。
3.6 改进效果
通过采取上述的一系列措施,8月份炉内亏渣铁现象大为改善,日均亏铁量由7月份的124.0 t降低到8月份的46.6 t,取得了较好的效果。入炉风量由7月下旬的平均5 944 m3/min和8月份上旬的平均5 805 m3/min,逐步上升至8月下旬的平均6 254 m3/min,高炉炉况趋于好转。
4 结论
4.1 生成的渣铁及时排出炉外对大型高炉的稳定顺行和强化冶炼的影响很大,连续亏渣铁一周以上,在日常操作中一定要引起足够重视。
4.2 长期连续亏渣铁,操作上应下控压差,减少渣铁滴落的阻力。
4.3 适当提高焦炭的反应性,加快炉缸死焦堆的置换速度,对于快速恢复炉况的作用很大。
4.4 适当提高炉温及配加熔剂,可以有效缓解亏渣铁。
