白酒生产加工过程中自动控制方法的研究
2019-09-03李瑞正
李 佳,李瑞正
(1.西安职业技术学院,陕西西安 710077;2.荆州理工职业学院,湖北荆州 434000)
随着白酒生产加工产业的流水线化发展,需要进行白酒生产加工的过程优化控制,构建白酒生产加工的自动控制系统;采用高精度的程序控制和过程控制方法,实现白酒生产加工过程中的流水线自动控制,提高白酒生产加工的过程稳定性。研究白酒生产加工自动控制方法,对提高白酒生产加工的质量和效率方面具有重要意义[1]。
对白酒生产加工的控制是建立在控制算法和控制律的优化设计基础上,结合对白酒生产加工任务的优化调度,采用多线程的任务调度方法进行白酒生产加工的联合驱动控制,提高白酒生产加工的自适应性。传统方法中,对白酒生产加工过程控制方法主要有模糊PID 控制方法、积分控制方法和微分控制方法等[2-3],构建白酒生产加工的控制约束参量模型,采用对应的自适应控制律进行白酒生产加工的过程控制,提高白酒生产加工的控制精度。但上述方法进行白酒生产加工控制,存在计算开销过大和自适应性不好的问题,对此,本文提出基于多任务联合驱动的电子监控下白酒生产加工的自动控制方法。在电子监控下,构建白酒生产加工的自动控制模型,通过对白酒的生产过程进行特征分蔟调度,采用模糊参数调节方法进行任务调配,同时对白酒加工过程的状态参数进行误差修正,实现白酒生产加工的自动控制优化。最后进行仿真实验分析,展示了本文方法在提高白酒生产加工的自动控制能力方面的优越性能。
1 控制模型的总体结构和约束参量分析
1.1 控制模型的总体结构
电子监控下白酒生产加工的自动控制优化建设为了实现电计,采用多任务多线程调度方法进行电子监控下白酒生产加工的控制结构模型优化设计。构建白酒生产加工控制的模糊指标参量集,采用模式分类识别方法,建立白酒生产加工的控制图模式识别模型,电子监控下白酒生产加工的过程控制主要分为加工任务信息采集、任务控制器设计以及CPU 存储和人机交互设计等方面[4],电子监控下,白酒生产加工的自动控制总体结构模型如图1所示。
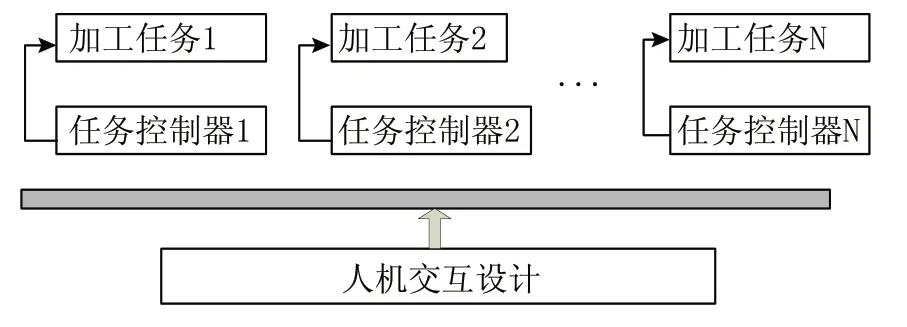
图1 电子监控下白酒生产加工的自动控制总体结构模型
根据图1 所示的电子监控下白酒生产加工的自动控制总体结构模型,进行白酒生产加工的过程控制优化。采用自适应学习算法,建立白酒生产加工过程控制的完备特征分类集[5],构建白酒生产加工的自动控制模型,采用主特征支配集分簇调度方法进行白酒生产加工的流水线集成管理,得到白酒生产加工的自动控制的分组调度模式为:
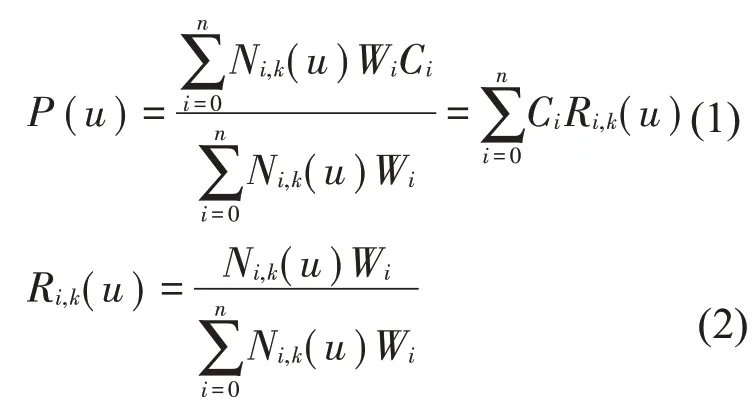
式中,Ci为白酒生产加工的过程控制目标参量集,Ni,k(u)为自动控制过程适应度,权因子为Wi。
将模式数据序列平均分配进行加权学习,构建模糊关联控制的目标函数[6],得到自适应学习因子为W0>0、Wn>0,其余值大于或等于0。Nik为k次规范化加工过程后的B 样条基函数,采用模糊关联模型进行白酒生产加工过程中的用料、温湿度等自适应参数配对寻优,则由递推公式计算为:
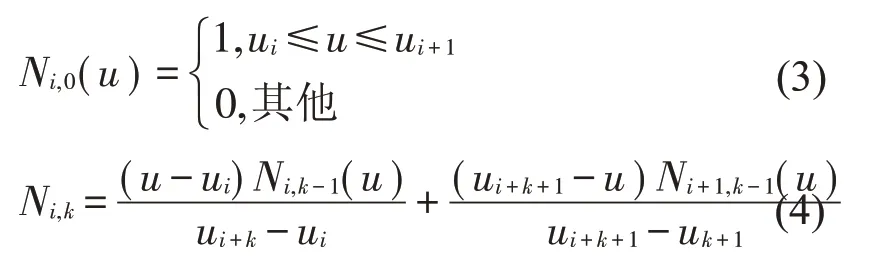
上式中,U(u0,u1,L,un+k+1)为白酒生产加工任务调度节点集,u是白酒生产加工过程控制的NURBS自变量在控制图基本模式中的分层属性[7],采用多线程的融合技术,得到联合控制目标函数为:

式中,di,j表示为白酒生产加工的自动控制的标准支持向量集,wi,j表示白酒生产加工的自动控制的方案集合,Nj,l(v)表示支配集优化控制的主特征。
综上分析,构建了电子监控下白酒生产加工的自动控制的总体结构模型,采用模型误差匹配方法进行生产过程控制参数调节和修正,提高控制的稳定性[8]。
1.2 控制目标函数及约束参量优化
建立白酒生产加工控制的分布式任务调配模型,采用时滞二自由度Smith 微分方程进行电子监控下白酒生产加工的优化控制目标函数构建[9]。用v表示白酒生产加工调度的节点矢量,可写为V={V0,V1,L,Vn+1+l}。如果引入生产加工过程自适应调度算子△,并定义为:
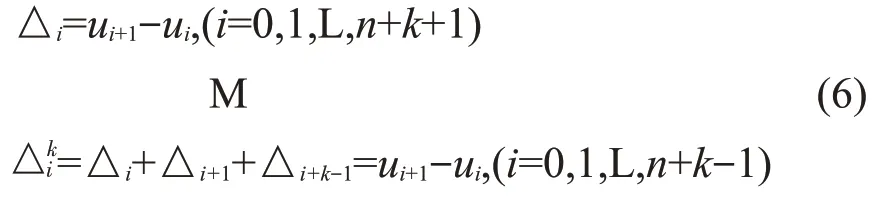
这里需要特别指出的是△0=0。为了减少模型误差对系统的影响,引入关联规则项v作为过程控制的误差修正算子,为:

在恒定的加工稳定度下,采用插补算法进行过程控制的误差调节和参数自适应修正[10],得到白酒生产加工过程的联合控制目标函数用P(u)表示,它为一个样条曲线:
式中u(ti)=ui,u(ti+1)=ui+1。对u进行一阶泰勒级数展开,得到:

式中,ti为第i个白酒生产加工自动控制的插补点所对应的插补时刻,ui为二自由度IMC-PID 控制的约束参量集[11],在相同的加工进度V(ui)下,得到白酒生产加工自动控制的过程函数定义为:
忽略不确定因素H.O.T 的影响,则可得到白酒生产加工自动控制的参数增量集△ui+1为:

式中,Ts为白酒生产加工自动控制的插补周期,采用模糊关联规则点都方法,进行白酒生产加工控制的量化分解,实现控制器参数集自动调节[12]。
2 控制算法优化设计
2.1 控制律优化
在上述构建生产加工任务下的白酒生产加工的自动控制模型的基础上,采用主特征支配集分簇调度方法进行白酒生产加工的流水线集成管理,建立白酒生产加工控制的分布式任务调配模型[13],得到分布式任务调配集表示为:

式中,ρi为控制对象模型的分解特征量,δmax为最大控制误差调节函数,T为白酒加工周期。
采用多维参数约束调节方法,进行白酒生产加工的自动控制设计,得到输出的分布式任务调配集为:
为了避免参数整定的盲目性,采用自适应的量化融合跟踪识别方法进行多线程多任务的驱动调节,得到白酒生产加工自动控制的最大Lyapunov函数为:

设定最大的加工效率为Vset,基于最大灵敏度调节方法,得到调节误差函数为Accmax,插补周期为T,对于Acc0,得到开环传递函:

采用鲁棒性控制方法,构建白酒生产加工自动控制的统计分布函数,可得:
采用模型匹配方法,即M(s)=P(s)时,有白酒生产加工的自动控制的最优控制律:

在最优控制律约束下,通过调节Q1(s)和Q2(s)提高白酒生产加工的自动控制的鲁棒性,构建对象模型的分解表达式,将M(s)分解为:

其中,M-(s)为白酒生产加工的自动控制的确定成分,M+(s)为全通部分。根据上述控制律的优化设计,进行白酒生产加工的自动控制方法优化[14],自动控制的时序分配模型如图2 所示,其中t1、t2、t3、t4为滤波时间常数。
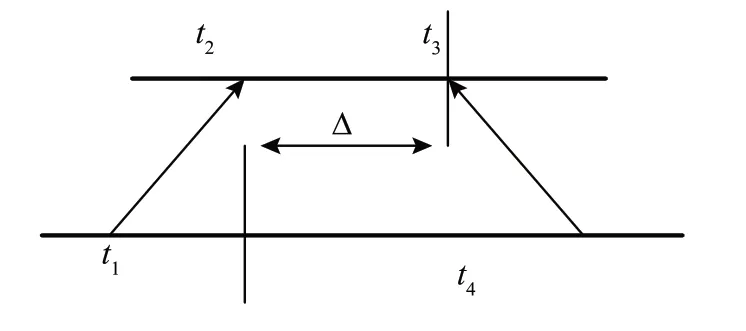
图2 自动控制的时序分配模型
2.2 电子监控下控制模型设计
在上述采用时滞二自由度Smith微分方程进行电子监控下白酒生产加工的优化控制目标函数构建的基础上,结合模糊参数调节方法实现对白酒生产过程中的状态参数自适应误差修正,构建IMCPID控制器为:

其中,f1(s)和,f2(s)为白酒生产加工控制的滤波函数,取:
根据上述控制律的优化设计,采用多任务联合驱动建设方法实现对电子监控下白酒生产加工的自动控制优化,设计白酒生产加工的自动控制系统,包括外围电路、电源、时钟、复位电路、微处理器、RAM、ROM 等。采用RS5485 总线监测方法进行白酒生产加工自动控制,设计电源状态监控器进行工控主机的程序指令加载,构建控制系统的硬件结构模型如图3所示。
3 仿真实验与结果分析
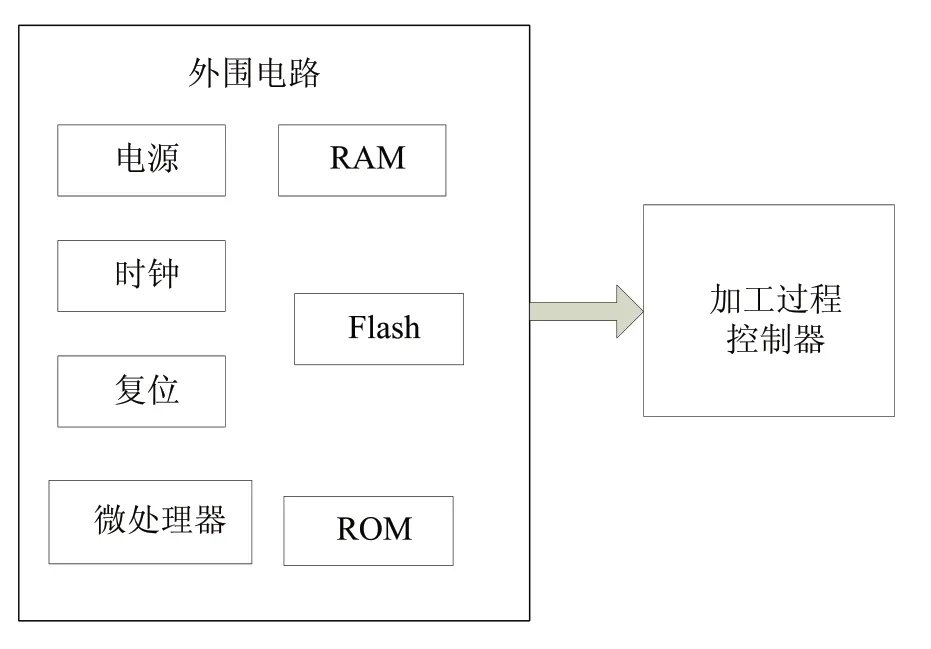
图3 控制系统的硬件结构模型
为了测试本文方法在实现电子监控下白酒生产加工的自动控制中的应用性能,进行实验分析,实验中控制算法采用Matlab7 设计,设定电子监控下白酒生产加工自动控制模式为SPI 和PSI 两种工况模式,控制器的阶数设定为24 阶,控制指令的采样频率为120 KHz,在优化控制模型下得到输出控制性能曲线如图4所示。
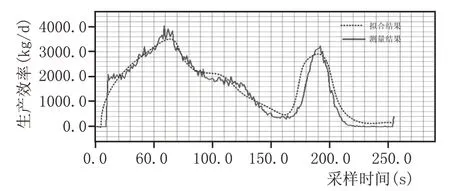
图4 控制性能曲线
分析图4 得知,采用本文方法进行电子监控下白酒生产加工自动控制的效率较高,拟合值和实际值的跟踪性能较好,具有很好的鲁棒性。
测试不同方法进行电子监控下白酒生产加工控制的时间开销,得到对比结果如图5所示。
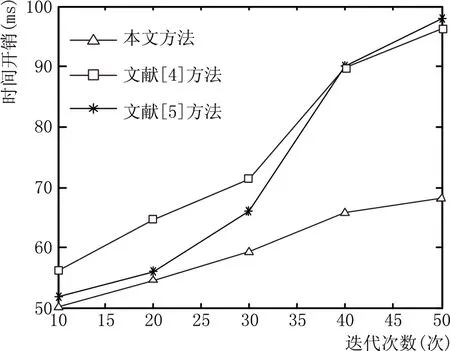
图5 控制时间开销对比
分析得知,当实验迭代次数为10 次时,本文方法所用时间开销为50 ms,文献4 方法所用时间开销为56 ms,文献5 方法所用时间开销为53 ms;随着迭代次数的增加,3 种方法所用时间都增加,当迭代次数达到50 次时,文献4 方法所用时间开销为94 ms,文献5 方法所用时间开销为96 ms,而本文方法所用时间开销为68 ms,明显低于文献4 与文献5 方法。因此,本文方法进行电子监控下白酒生产加工控制的精度较高,时间开销较小。
4 结语
构建白酒生产加工的自动控制系统,采用高精度的程序控制和过程控制方法,实现白酒生产加工过程中的流水线自动控制,提高白酒生产加工的过程稳定性,本文提出基于多任务联合驱动的电子监控下白酒生产加工的自动控制方法。通过实验可知,本文方法进行白酒生产加工的自动控制的精度较高,时间开销较小,具有很好的控制过程稳定性。
