流量、温度及轴承质量对屏蔽泵的影响
2019-08-13马淑芝
马淑芝
(大庆油田天然气分公司油气加工六大队,黑龙江大庆 163000)
1 故障及检查情况
塔底型号CAM3/5+6,泵排量10.36 m3/h,扬程316 m。2006年11月投产使用,12月28日17:00,泵运行过程中自动停泵,到现场检查,未发现异常,对配电系统及电机进行检查,发现泵保护跳车,电机绝缘归零,泵无法运行,初步判断电机线圈烧损。至发生故障为止,泵累计运行684 h。针对泵在投用很短的时间内就发生故障的现象,从以下几方面影响因素进行了调查分析,并逐一确认。
(1)泵十一级叶轮出口侧磨损严重,高压段轴承固定部件损坏(转动部件未损坏),推力盘损坏,而低压段轴承、推力盘并没损坏。
(2)由于塔釜液位有低报警,泵出口有调节阀控制塔液位,泵不会出现塔液位低,泵抽空现象。泵出口有一手动阀进行回流调节,回流至塔釜泵入口侧,阀门全开,主要调节塔温,泵入口温度可以保证以设计范围内。
(3)T30温度保护器在自动停泵前一直投用,厂家提供的T30温度保护器,目前未进行过调整,泵首次安装试运为水运,由厂家技术人员到现场负责调试,但目前保护设定值经现场确认为80℃(厂家设定),远远超出泵运行工况条件要求。
(4)泵入口过滤器为60目篮式过滤器,可以满足泵运行工作需要。检查入口过滤器未发现杂质,入口滤网未损坏。
(5)泵运行状态为连续运行,自2006年11月30日运行至12月28日自动停泵。
(6)到现场检查泵发生故障近一段时间的相关记录报表,情况为:产轻量较以前没有变化,塔底温度(11~17)℃,塔液位50%,泵入口压力 1.3 MPa,出口压力(2.8~3.0)MPa,均在正常操作范围内;电流保护设定值在现场可以查到,设定合理(电流保护值为56×1.2=67.2 A,泵额定电流为69 A)。
(7)现场检查发现极少量的焊渣和部件磨损碎屑。但是,焊渣不是主要影响因素。分析焊渣经过流道输送,可能到空心轴处有一定影响,但空心轴没有堵塞。
2 原因分析
2.1 温度及流量对泵的影响。
泵输送轻烃量偏低或入口温度过高后高温气化,T30温度保护器设定值偏高,未起到保护作用,导致轴承炸裂,叶轮、泵段等部件出口侧磨损。
(1)从现场情况看,产烃量较前段时间没有变化,塔液位控制正常,泵参数正常。泵出口阀靠手动阀和压力自动控制阀调节,按每天产量平均来算,每小时产量2.5 t,流量相对较小,但泵回流有一部分量没有计量。为此,对泵极限工况(即当泵出口调节阀全关,泵回流全开条件)进行核算,是否满足泵最小流量需要,如果不能满足,则可能是二级产生汽化,造成泵故障发生(表1)。
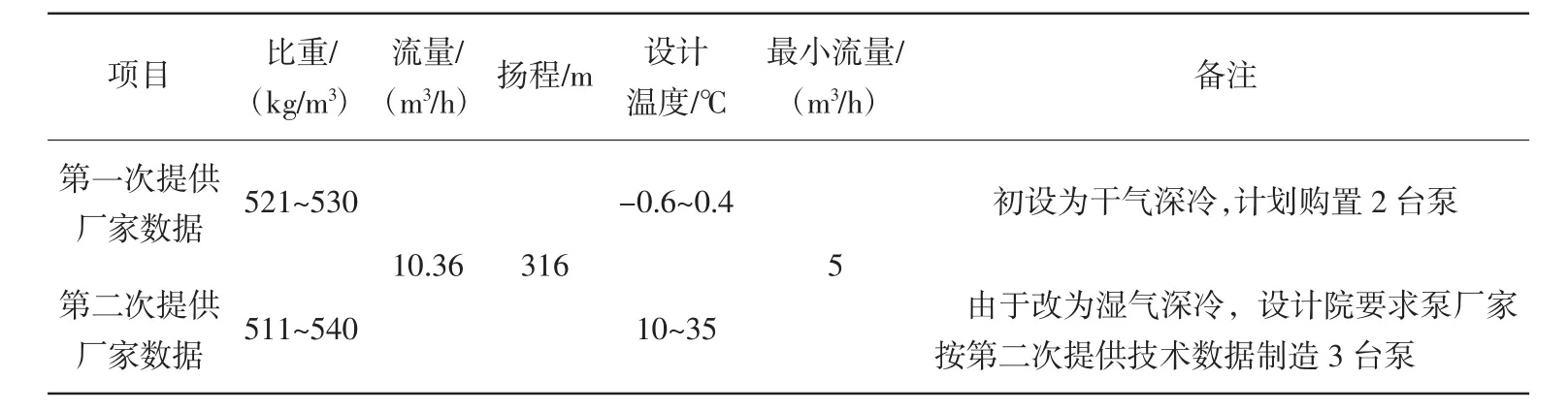
表1 设计院提供给制造厂家设计数据
核实结果:经计算,塔底泵出口调节阀在全关的情况下,泵出口手动回流线DN25能满足泵最小流量需要,不会汽化,设计流速为2.8 m/s,可以满足设计工况。经对泵入口温度的考核判断,泵入口温度可以满足设计要求。
(2)从厂家提供的设计数据情况(表2)看,出现问题。
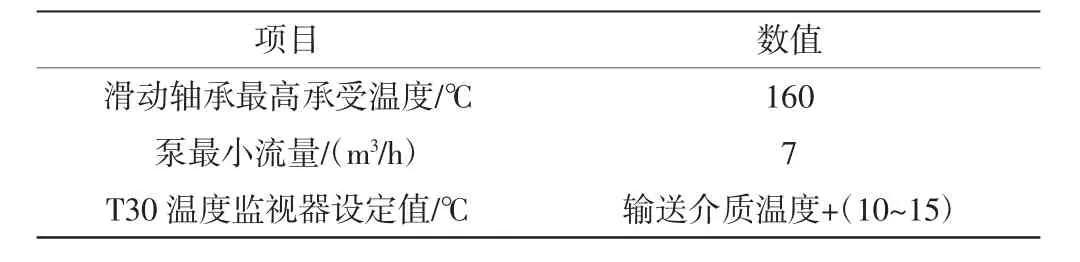
表2 厂家提供技术数据
核实结果:用设计单位提供最小流量参数与厂家提供最小流量参数对比,发现厂家提供最小流量大于设计提供最小流量,有产生汽化的可能,不能满足设计工况。用设计单位提供设计温度参数与厂家提供设计温度参数对比,发现厂家提供温度范围小于设计提供温度范围,有产生汽化的可能,不能满足设计工况。
2.2 轴承质量的影响
碳化硅轴承特点:耐磨、耐高温、机械强度高、耐高温性能好、抗高温蠕变、摩擦系数小、导热系数高、热膨胀系数低,适用于密度低,抗气化介质。根据碳化硅的特点确定,轴承碎裂原因:①受到冲击力作用;②工作温度超过轴承所能承受温度;③由于不锈钢材料与碳化硅材料热膨胀系数不同,如果轴承与轴套、推力盘与轴承之间装配间隙不合适,可能造成轴承被挤裂。
由此分析:①由于泵为连续运行,不可能产生较大冲击力;②碳化硅轴承通常在工作温度为(-40~+250)℃不会发生轴承炸裂(厂家提供轴承最高承受温度为160℃,厂家T30调温范围最高可以调至150℃)。由于轴承导热性能好,轴承与推力盘之间为碳化硅磨擦副,泵在保护值80℃又一直未动作,故判定泵腔内温度不会超过160℃,这种情况下,如果轴承质量合格不会发生轴承炸裂(轻烃在35℃下的饱和蒸汽压为1.3 MPa)。
2.3 电机定子本身质量的影响
定子在制作过程中,由于存在质量问题,导致泵运行中出现电机外壳体温度达到55℃左右,有可能对输送介质的温度产生影响,提高介质温度,导致介质汽化。
3 故障原因确认
(1)屏蔽泵正常磨损应是入口侧磨损(产生高压侧向低压侧的推力),目前是出口侧磨损严重,说明是由于轴向力小于平衡力造成。这种现象的产生,主要是由于厂家提供最小流量、入口温度参数与设计院提供最小流量、入口温度参数不匹配。导致泵在满足设计参数,偏离厂家制造参数的工况下,产生汽化,转子部件磨损,泵轴承损坏。
(2)由于电机运行中定子温度过高,导致泵内介质温度升高,加速汽化,导致泵十一级叶轮出口侧磨损严重,高压段轴承固定部件损坏,推力盘损坏,而低压段轴承、推力盘并没损坏。
4 泵的修复
泵故障原因确认后,制定了该泵的修复方案,主要内容如下。
(1)按设计参数对泵未损坏的转子部件,包括平衡盘径向和轴向间隙、平衡孔等部位进行改造。
(2)更换损坏部件。
(3)更换电机定子绕组,降低电机温升。
修复后,泵运行参数正常,已经运行近2年,设备运行状况良好,达到了预期效果。
