煤化工智能工厂装置回路控制优化方案浅析
2019-08-05王乐
王 乐
(中国中煤能源集团有限公司,北京 100120)
0 引言
DCS 系统在化工企业厂区装置及仪器仪表自动化控制中已经相当普及,和以前模拟信号控制系统相比,DCS 系统虽然已很先进,但由于技术等原因,在实际生产中其自控率和平稳率并不高,经济效益难以最大化。在智能化大潮风起涌云的当今世界,如果不能让每个装置高度自控、平稳运行,实现智能化生产也只能是纸上谈判。提升装置的自控率和平稳率重点要解决PID 控制器的参数调整性能,所以必须要从各装置控制器的回路控制优化着手。回路控制优化技术产生初期主要是指通过调整生产线上单个PID控制器的比例、积分、微分的参数,实现各分支闭环回路性能的单个优化。随着控制理论及商业软件的持续发展,现在已经发展到可以对工厂所有操控点进行整体优化的水平[1]。这就为实现全厂DCS 系统控制回路的整体优化,提升全厂自控率和平稳率奠定基础,也为实现智能工厂扫清了技术障碍。
1 方案提出的背景
1.1 智能工厂概况
国内某煤化工企业采用煤制烯烃(DMTO)装置,产品主要为甲醇、DMTO 和烯烃。主要装置有净化、气化、甲醇、DMTO、烯烃分离等。
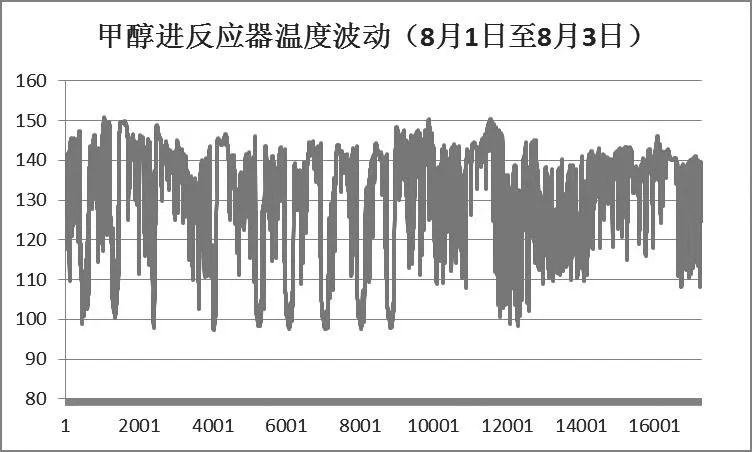
图1 甲醇进反应器温度控制回路T403Fig.1 No.T403 of Temperature control loop in methanol feed reactor
该公司在煤化工厂区基建过程中就以实现智能工厂为目标,坚持信息化建设与工程建设“同步规划、同步建设、同步投用”的建设模式。智能工厂实现了安全生产精准管控,能在生产过程中实现对物料、能源、质量、设备、工艺以及安健环的全业务管控,满足日常生产管理精细化、可视化、实时化、智能化管理需要;实现了规范高效经营管理,做到了生产操作与企业经营管理的数据共享与融合,满足企业经营管理信息化、智能化需要;更为关键的是,在投入运行后,不断优化提升生产过程管理水平,在应急指挥、蒸汽及动力系统、环保、电力能源供应等业务领域进行了持续优化和管理创新。本文所述的回路控制优化就是该公司其中一项优化方案。
1.2 装置控制现状
在本文案例所指的化工企业全厂整套装置测点上万个,控制回路约几千条。随着装置运行时间增加,执行器和被控对象的动态特性因磨损、内漏、阻尼增加、工艺条件变化等原因逐渐发生变化,许多开车调试时设定的PID 参数的调节性能开始下降,导致自控率明显降低。另外,即便是在自动控制状态的回路,其控制性能的评估、监控和分析工作已远远超过人力所能企及的范围,要实现智能化和精细化管理几乎做不到。
经调研,案例企业厂区DMTO 装置自控率仅为30%,PE 装置自控率仅为44%,PP 装置自控率仅为50%,且大部分重要关联控制回路的抗干扰性能低,控制精度以及平稳率差,需要优化提升。如:DMTO 装置反应器R1 反应温度控制回路T101 的温度控制和甲醇进料泵P1 出口甲醇流量控制回路F401、甲醇进反应器温度控制回路T403 有很大的联系。甲醇进料量和甲醇进反应器温度波动会直接导致反应温度波动,如超过温度控制指标上限或低于温度控制指标时,都会导致催化剂性能下降,且副反应会增多。
根据测试数据分析得出:如反应温度控制回路PID 调节参数远离最优值,反应温度的重要控制回路重新设定手动方式情况下,当甲醇流量约为136T±10T/h(控制指标为250T/h),甲醇进料温度约为151.5℃±20℃(控制指标为160℃)时,DMTO 反应温度会达到590℃±1℃,远远高于控制指标。此时,DMTO 反应效率明显降低,转化率没有达到设计理想要求。

图2 回路控制系统优化动态成本对比示意图Fig.2 Schematic diagram of optimization dynamic cost of loop control system
1.3 面临的挑战
回路控制优化理论的基本原理本身并不复杂,但真正实现起来不是很容易。因为,理论上将PID 回路控制优化后,装置处于自控状态的平稳率非常稳定,生产成本几乎会控制在一个较为理想的固定数值,如图2 第一状态那样一条完美直线。但实际上如果优化方案稍有不慎,如:PID整定不够,生产成本会出现很大的波动和反复,甚至是安全生产事故,这对企业生产来说是不可承受的,如图2 第二种状态的成本波动起伏状态。本文期望达到的目标是通过优化后,平稳率相对稳定且生产成本总体下降明显,如图2 第三种状态。
2 回路控制优化方案
2.1 优化原则和目标
作为智能工厂建设的一个重要组成部分,控制回路自控性能优化必须要能满足智能化管理的需要,重要原则是:要以能提升企业生产运营效率、降低能耗、提高产量为目标[2];要对先进性、可操作性、可持续性、安全性以及经济效益统筹考虑,不能顾此失彼。大多数化工企业的回路控制优化主要为单回路监控整定结合APC 技术路线。以本文引用的案例为例,优化目标主要为:
1)实现对煤制甲醇汽化、净化和合成等装置全部PID控制回路的数据采集、存储和自动性能评估和监控。
2)搭建PID 回路参数优化整定系统,利用先进的软件平台,实现对于甲醇中心的所有PID 回路参数的整定优化,提高PID 回路的自动投用率。

图3 PlantTriageTM性能监控仪表盘界面Fig.3 PlantTriageTM Performance monitoring dashboard interface
3)搭建先进控制(APC)系统。根据现场工艺的工艺优化点,利用先进控制技术(APC),稳定生产,主要被控变量波动方差平均减小30%以上,全装置甲醇收率提高不低于0.2%。
2.2 技术路线和原理
目前,化工企业的DCS 控制性能改进基本都需要软件工具和技术来实现目标。回路优化软件系统可以提供有用、全面准确的测量结果,并能将结果传送到统计图解系统进行分析预警用于决策。回路监控整定一般采用CPM 软件系统得以实现,APC 系统可以建模计算,能够完成同时对多个关键回路控制点进行参数自动优化调整,减少人为操作因素。因APC 技术已被广泛应用且验证,本文主要讨论利用CPM 软件系统来实现整定监控和优化。
CPM(Control Performance Management)控制性能管理系统是近十多年在国外发展起来的先进成熟技术,在国外几乎所有的大型石化企业迅速推广和应用。CPM 技术结合了经典及现代控制理论,光学原理、大数据分析、数理统计、实时数据库、OPC 标准通讯、系统仿真、哈里斯指数、非线性分析、自动模式识别等多领域的原理和技术,对生产过程的DCS 控制状况进行系统化地分析、实时评估、故障诊断和优化,成为先进企业智能化工厂建设的一个必不可少的组成部分,为生产过程控制的精细化管理提供了一套系统化的持续改进平台。通过自控率的提高及控制平稳性的改善以保证生产过程的安、稳、长、满、优。
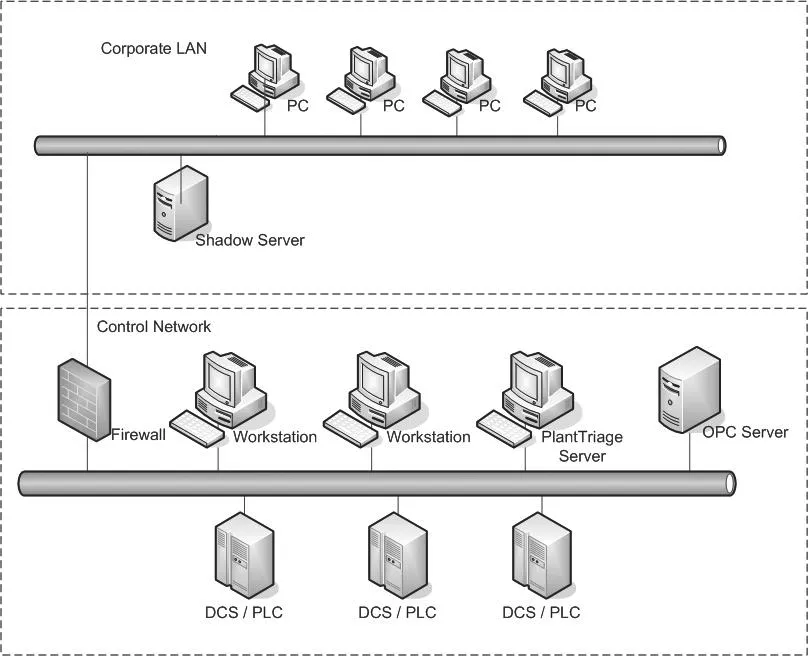
图4 PlantTriageTM系统部署结构示意图Fig.4 Schematic diagram of PlantTriageTM system deployment structure
PlantTriageTM系统是目前国际上在回路控制性能实时监控、故障诊断和优化管理系统中最为先进和完善的CPM 系统,几乎被世界绝大多数的知名石化企业采用。该系统综合了古典和现代控制理论、故障诊断和识别技术、多变量耦合分析、鲁棒性分析、专家系统、自动模式识别、6 个西格玛管理等多项技术和理念,对全生产流程的PID 控制回路自动进行7×24h 系统化的综合性能评估、故障诊断、监控和优化,是一套完善的DCS 持续改进和优化的管理平台。
2.3 系统功能和部署要点
PlantTriageTM系统能对整个DCS 系统优化进行定义、测量、分析并给出改进建议,其主要功能为:可以定义超过80 项的控制性能评估指标,全面反映一个回路的控制性能;可以通过标准的OPC 协议进行7×24h 不间断的数据采集,包括每个回路PV(测量值)、SP(设定值)、CO(控制器输出)、MODE(控制器模式)以及P、I、D 等参数等;可以自动计算出评估结果,并根据每项指标的基准,自动分析回路性能的优良差,并通过网络发布给操作人员全厂控制的情况,指出哪些回路存在问题,需要进行调整;还可以通过AMCT 模型的自动扑捉功能、控制性能仿真对比、控制回路稳定性分析、鲁棒性分析、响应分析、阀门行程分析、阀门反转分析等方法,在不需要试验的前提下就能自动计算出最优PID 调节器参数建议。最终可以通过性能监控仪表盘来综合监视性能状态,如图3 所示。
PlantTriageTM系统对DCS 控制回路的监测、故障诊断和优化基于生产过程的实时数据。每一台PlantTriageTM服务器一般可同时对2000 个控制回路的数据进行采集、存储、控制性能评估和监控。因此,系统部署应根据各企业的不同特点进行定制化设计,本文仅给出一种标准的部署模型,如图4 所示。
在实际企业部署时需要注意:
1)数据采集需要采用并要求符合OPC Foundation 标准的OPC 协议,以保证数据通讯的可靠性和完好性。如有PHD 数据库,则建议将PlantTriageTM服务器与PHD 数据库安装在同一网段。
2)数据采集应通过OPC 协议从DCS 系统实时数据库或者PHD 数据库读取数据。每个控制回路所采集的数据应主要包括PV(测量值)、CO(控制器输出)、SP(设定点)、MODE(手自动模式)。PID 控制器设定参数P/K(比例)、I/T1(积分)、D/T2(微分)和F(滤波时间常数)。
3)数据采用频率根据工艺特点和系统的响应特性决定,采样频率一般是为1s ~8s。如从PHD 等数据库采集数据,数据应为未经任何处理或压缩的原始数据。
4)建议PID 参数的修改最好通过技术人员验证后手动修改。
3 预期收益
3.1 管理效益
1)装置自控率和平稳性提升,生产安全及质量管理水平提高,维护和运营成本降低,生产报警频率降低,生产效率提高,优化操作人员配置。
2)实现了DCS 控制性能的智能评估、智能诊断、智能管理和智能优化,DCS 控制和仪表具备了系统化的持续改进平台,工厂核心生产工艺环节真正实现智能化,全厂对控制性能的精细化和智能化管理能力明显提升。
3)产品纯度提高,且各批次产品质量状态稳定,为生产高端产品转型奠定基础。
3.2 经济效益
调研表明,本文案例中企业按上述方案优化后,预计可实现:DMTO 装置甲醇单耗降低0.4%,PE 装置乙烯单耗降低0.27%,PP 装置乙烯单耗降低0.25%。DMTO 装置乙烯日产量平均值提升0.43%,DMTO 装置丙烯日产量平均值提升0.55%。
注:以上数据计算仅基于案例企业提供数据做测算,实际效益需要根据各企业的真实情况计算。为保护企业商业利益,案例并未采用真实数据,所有数据仅用于说明方案可行性。
4 结束语
国内化工企业DCS 控制系统存在自控率低、PID 基础回路优化不足等问题,部分装置技术经济指标达不到设计要求[3]。即便有些PID 回路已经自动控制其效果也不好,在生产过程出现扰动时控制系统往往稳定性降低。本文以一个煤化工企业为案例,简要阐述了回路控制优化的重要意义、可行的方案以及预计经济效益。虽然只是方案,但阐述的主要思想、优化原理和软件工具已在部分企业中成功应用,具备较好的实际应用和推广价值。
