磁絮凝分离法处理喷水织机废水的试验研究
2019-08-05王成贤何艳芬吴振荣
王成贤,何艳芬,吴振荣
(1.嘉兴学院 南湖学院 化学与纺织工程系,浙江 嘉兴 314001;2.嘉兴市秀洲区综合科技服务中心,浙江 嘉兴 314000;3.浙江卫斯敦环境科技有限公司,浙江 嘉兴 314019)
喷水织机作为当前中国纺织业中应用范围广泛的织造装备之一, 其优点是产量高、质量好、织造费用低。同时,喷水织机也是用水大户和排污大户,每台喷水织机要消耗自来水或者处理过的河水2.5~3.0 t/d。目前,我国已拥有喷水织机约30多万台,年用水量高达4.5亿t[1]。由于在织造工序中使用浆料以及润滑脂的原因,排放的废水中COD、BOD、SS、LAS、石油类等指标超标,造成水质的污染。如不能很好地对废水资源进行处理,再循环利用,将会造成严重的水资源的浪费和环境污染。
浙北某区约有喷水织机7万台,全区每天织机污水产生总量高达20万t,目前,喷水织机行业废水处理及中水回用工作存在回用率低和回用水质量不过关等问题。织机喷头堵塞、钢筘腐蚀加快等现象时有发生,导致中水回用工作无法得到有效落实。水资源匮乏问题日益突出,已成为我国制约社会经济发展的主要因素之一。因此喷水织机废水治理越来越受到关注,废水处理及循环回用工作的研究显得尤为重要[2]。
喷水织机废水处理可分为三个阶段,分别是去除SS为主的预处理段、去除 COD为主的强化处理段和去除离子为主的深度处理段。
预处理段不足以达到回用标准,通常还需使用混凝沉淀或气浮等手段。倪露等人[3]采用破乳调节-气浮-过滤工艺处理喷水织机废水,出水达到喷水织机回用标准。周雪峰[4]等人采用格栅-混凝-气浮工艺对喷水织机废水进行预处理,效果显著。但是由于使用混凝剂,气浮出水的电导率大幅增加,从150 μs/cm上升到了1500 μs/cm左右。强化处理段:此阶段的作用在于进一步去除预处理段出水所含的残余COD物质。庞浩然等[5]采用BAF工艺处理纺织工业园区的喷水织机废水,可使喷水织机废水达到《城镇污水厂污染物排放标准》(GB18918-2002)规定的二级标准, 但无法达到喷水织机的回用标准。BAF能否在混凝沉淀的基础上进一步改善水质以达到喷水织机回用水标准,有待进一步研究。
深度处理段的作用在于去除废水中的阴阳离子物质以降低电导率。陈云根等[2]采用气浮-快滤-阴阳离子交换-精密过滤工艺处理喷水织机废水,控制了回用水的悬浮物、色度、电导率及表面张力,可以稳定满足喷水织机的用水要求。
所以,未来应该减少PAC等絮凝剂的使用量,以期在不增加废水电导率的情况下提高强化处理段出水水质。而磁絮凝技术恰恰符合了这一特征,可以在保证废水处理效果的同时,大大减少絮凝剂的使用量。磁分离技术是利用各种物质磁性的差别,在不均匀磁场中实现分离的一种方法[6]。本身具有磁性的物质可以直接进行磁分离,本身无磁性的物质可以通过投加磁粉磁化后进行分离[7]。磁粉本身对废水中的油类、胶态物质具有良好的吸附能力[8];磁粉还能使胶体的碰撞次数增多,形成磁絮体的机会加大。此种特性恰好对应了喷水织机废水胶体COD比例大,且含油的特点。因此,将磁分离技术应用于喷水织机废水处理具有较大的研究价值。
然而,单独使用磁粉处理含油废水,虽然操作简单,费用较低,但出水含油量难以达标。因此为了提高处理效果,试验在加入磁粉的同时加入絮凝剂与助凝剂,使絮凝作用得到强化,可得到较好的处理效果[9]。
总之,目前针对喷水织机废水的处理方法多半仅仅停留在能使其达标排放的阶段。并且在实际的投产中大都存在着处理工序复杂,处理成本高,污泥含水率高,回用水电导率高,腐蚀设备严重,杂质容易导致织机喷头堵塞等问题。使得喷水织机废水的回用问题,一直无法得到很好地解决。因此,急需对喷水织机废水的处理和回用技术进行进一步深入研究,实现对喷水织机废水的处理和回用,做到环境效益和经济效益统一。
1 试验条件与方法
喷水织机废水取自某浙北地区某镇(喷水织机纺织厂集聚地)的污水处理站。磁粉Fe3O4纯度>98%,粒径主要集中在2~12 μm。絮凝剂聚合氯化铝(PAC)含量(以Al计)≥12%,溶液浓度为10 g/L。助凝剂聚丙烯酰胺(PAM),相对分子质量>5×106溶液浓度为5 g/L。
首先取一定量的喷水织机废水,试验PAC、PAM加入量对其净化效果,确定最佳工艺参数。然后,根据以上工艺参数,研究投加磁粉的磁絮凝效果,即考察磁粉与絮凝剂加入量的匹配关系及加料顺序、搅拌条件对喷水织机废水处理效果的影响。
实验每次取250 mL废水置于250 mL量筒中,按照不同的实验条件分别加入磁粉、絮凝剂和助凝剂后,对废水进行搅拌,再将量筒置于用来提供外部磁场的强力磁铁上20 min,使磁性絮体分离沉淀。对处理后的出水,分别测定其COD、含油量等指标。
2 试验结果和讨论
2.1 工艺参数的确定
经过实验,对于COD浓度在300~350 mg/L的喷水织机废水,PAC的最佳投加量为260 mg/L,在控制PAC投加量为260 mg/L的条件下,改变PAM投加量20~40 mg/L,通过实验可知,随着PAM的投加量增加,喷水织机废水的絮凝效果愈加明显,但是PAM投加量增加到32 mg/L时,废水的絮凝效果不再发生更明显的改变,因此确定PAM最佳加入量为32 mg/L。这是因为助凝剂加入后改善了废水中絮凝反应的环境,加快了絮凝剂与水中胶体颗粒的絮凝反应。经实验得出,絮凝剂和助凝剂按一定比例投加时效果较好,否则助凝剂PAM过量投加后,絮凝后的絮状物不容易固液分离从而影响出水水质。由此确定,PAC和PAM的投加量分别为260 mg/L、32 mg/L。
2.2 磁粉对污泥的沉降速度、体积的影响
用量筒取250 mL喷水织机废水置于500 mL的烧杯中,同时加入PAC 260 mg/L和磁粉80 mg/L,并以250 r/min的速度进行搅拌2 min。再加入PAM 32 mg/L以50 r/min的速度慢搅5 min后,将烧杯内的水倒入250 mL的量筒中。将250 mL量筒置于提供磁场的强力磁铁上,记录沉降20 min时污泥的体积以及当污泥沉降到20 mL时的时间,同时比较不加磁粉时污泥的沉降情况。重复上述实验,并以改变PAC和PAM的投加量,进行对照实验,实验结果如表1所示。

表1 絮凝与磁絮凝条件下的污泥体积和污泥沉降速度对比
由表1可知,在絮凝剂投加量相同的条件下,加入了磁粉后自然沉降的污泥体积与不加磁粉相比增加了1/5,这是由于喷水织机废水中的杂质并不多,磁粉的加入与否并不影响长时间絮凝反应形成污泥的体积,而且因为磁粉的加入导致废水中的杂质的增加,最后污泥体积增加;而达到相同体积的污泥时,磁絮凝分离的时间要比自然沉降所需的时间少1/3左右,这是由于磁粉的加入增加了水中悬浮颗粒物的数目,提高了颗粒之间的碰撞几率,同时在铝盐絮凝剂的吸附架桥作用下形成了以磁粉为核心的磁性絮体。
在磁场中,磁性粒子所受磁力公式为:
Fm= Xm·V·H(dH /dL)
磁絮凝过程中,水中的悬浮颗粒因吸附在磁粉上而具有磁性,这就导致了磁性粒子的体积V的增大,从而使磁场力Fm增大,使絮体的沉降速度加快。
重复上述试验,同时改变磁场强度(以使用1块强磁铁作为1个单位的磁场强度),控制沉降时间为 30 min,考察喷水织机COD去除率的变化,试验结果见表2 。

表2 不同磁场强度对磁絮凝分离后污水COD的影响
由表2可知,随着磁场强度的增强,出水的COD浓度逐渐降低,在四个单位磁场强度下COD的去除率大约比一个单位磁场强度下COD的去除率要高出20%。这正是由于磁场强度的增强导致磁性粒子磁化率的增大,从而使磁场力增大的结果。同时由于场强的增加使带有磁性的颗粒之间的吸引力增加,污泥得到有效地沉降。
2.3 磁粉加入量对磁絮凝处理喷水织机废水的影响
用量筒取250 mL喷水织机废水置于500 mL的烧杯中,加入PAC 260 mg/L和磁粉,改变磁粉加入量为40~160 mg/L,并以250 r/min的速度搅拌2 min。加入PAM 32 mg/L以50 r/min的速度慢搅5 min,将水倒入250 mL的量筒中。再将量筒置于1块的强力磁铁上模拟一个单位磁场场强,并进行磁分离沉降。静置后取上清液,用COD测定仪中测其COD量并记录;同时用分光光度计测量上清液的含油量。实验结果见表3。
含油量计算公式:
式中:C0—被测水样的含油量,mg/L;
E—被测水样的吸光度;
V0—萃取液总体积,mL;
Vw—被测水样体积,mL;
K—吸光度系数,L/mg;
N—稀释倍数。
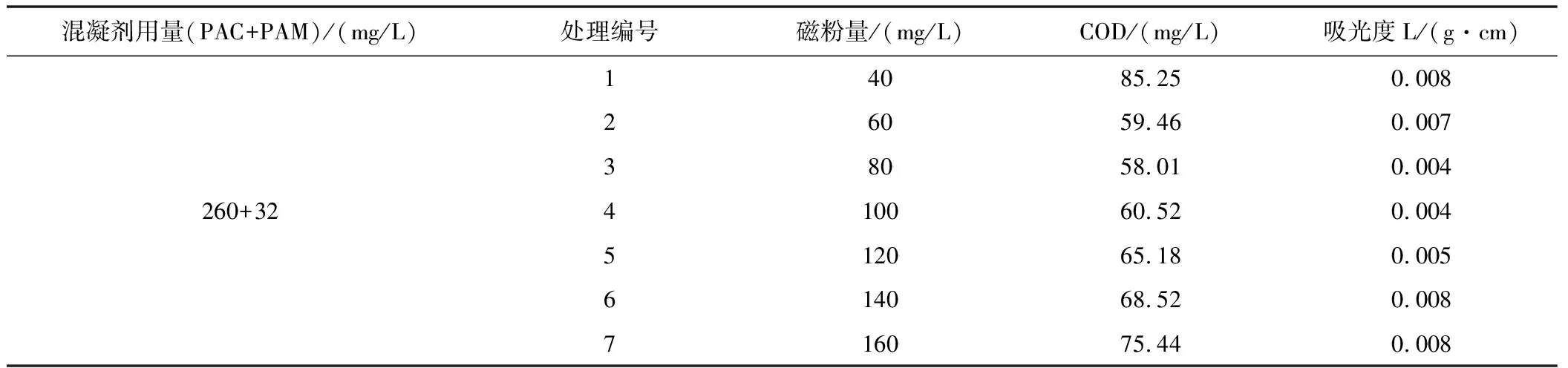
表3 磁粉加入量对磁絮凝分离后出水COD、除油率的影响
由表3可知,经磁絮凝处理后的出水中COD浓度随着磁粉使用量的增加而改变,出水COD浓度先降低后上升。这是由于,当磁粉加入量饱和时,多余的磁粉不再和絮凝剂絮体结合形成紧密的磁性粒子,导致出水水质下降。根据含油量公式和表3可知,在磁粉投加量为80 mg/L时,出水含油量最低较最高含油量降低1/2,但是由于数值过小,总体的出水含油量相差不大。一方面是因为磁粉对喷水织机废水中的油类、胶态物质具有较好的吸附能力;磁粉的加入使水中的悬浮颗粒增加,胶体的碰撞次数增多,形成絮体的机会加大。另一方面由于喷水织机废水中的油类,胶体物质含量较少,加入一定量的磁粉后使水中的胶体大部分都形成了磁絮体,导致再增加磁粉的量也不能进一步降低出水的含油量。分析确定磁粉最佳加入量为80 mg/L。
2.4 絮凝剂加入量对磁絮凝处理喷水织机废水的影响
用量筒取250 mL喷水织机废水置于500 mL的烧杯中,加入磁粉80 mg/L和PAC,改变PAC加入量200~320 mg/L,并以250 r/min的速度搅拌2 min。根据PAC投加量改变相应的PAM的投加量,PAM投加量范围:20~44 mg/L。将量筒置于1块的强力磁铁上模拟一个单位的场强,并进行磁分离沉降。静置后取上清液,用COD测定仪中测其COD量并记录;同时用分光光度计测量上清液的含油量。实验结果见表4。

表4 不同絮凝剂对磁絮凝分离出水COD、出水吸光度影响
由表4可知,当磁粉加入量为80 mg/L时,一开始随着絮凝剂PAC投加量的增加,出水COD和出水含油量都随着投加量的增加而降低,在PAC投加为240 mg/L时,出水COD和出水含油量达到最低,比不加磁粉时PAC的最佳加入量(260 mg/L)要少1/3。这是因为随着磁粉投加量的增加,在一定程度上改变了胶体和悬浮颗粒的表面性质,使胶体或悬浮颗粒之间的吸引能大于排斥能促进了凝聚,从而使得PAC的使用量相应减少。所以,当磁粉投加量为80 mg/L时,最佳的PAC和PAM投加量分别为240 mg/L、28 mg/L。
2.5 加料顺序对磁絮凝处理喷水织机废水的影响
在喷水织机COD浓度为300~350 mg/L的条件下,控制磁粉、PAC、PAM用量分别为80、240、28 mg/L,试验以下4种不同加料顺序对出水COD浓度和含油率的影响:①首先同时加入磁粉和PAC快搅,然后加PAM慢搅;②先加磁粉,然后迅速加入PAC快搅,最后加PAM慢搅;③先加入PAC,然后迅速加入磁粉快搅,最后加PAM慢搅;④先加入PAC快搅,再加PAM,然后迅速加入磁粉后慢搅。快速搅拌速度为250 r/min,慢速搅拌速度为50 r/min;静置后,取上清液用COD测定仪中测其COD量并记录;同时用分光光度计测量上清液的含油量。实验结果见表5。

表5 不同加料顺序对COD以及除油率的影响
由表5可知1~2加药顺序处理后出水COD和含油量相似,3~4加药顺序的处理结果相似。先加磁粉增加了水中的颗粒物的数量,使胶体有效碰撞次数增多,可以使水中的悬浮颗粒、胶体颗粒被磁粉吸附。所以只有磁粉和PAC几乎同时加入,保证这两种物质在快速搅拌下充分接触,才能形成有效的磁性颗粒,才能提高出水COD浓度和含油量的去除效果。如果最后加入磁粉,导致磁粉不能及时参加反应,无法形成磁性絮体,悬浮物磁性不强,导致废水含油量和COD去除效果不佳。因此,先加磁粉,紧接着加PAC快搅,最后加PAM慢搅为最佳的加药顺序。
2.6 搅拌条件对磁絮凝处理喷水织机废水的影响
在喷水织机废水COD为300~350 mg/L的条件下,控制磁粉、PAC、PAM用量分别为80、240、28 mg/L,加料顺序为先同时加入磁粉和PAC,然后加PAM,试验下列4种不同搅拌条件对反应的影响:①快搅(400 r/min)2 min+慢搅(50 r/min)5 min;②快搅(250 r/min)2 min+慢搅(50 r/min)5 min;③快搅(150 r/min)2 min+慢搅(50 r/min)5 min;④快搅(150 r/min)2 min+慢搅(80 r/min)5 min。磁粉和PAC在快搅时加入,PAM在慢搅时加入;试验结果见表6。

表6 不同搅拌速度对磁絮凝分离的影响
由表6可知,当快搅速度为250 r/min,慢搅速度为50 r/min时出水COD浓度和含油量最低,磁絮凝分离效果较好。与其他各搅拌条件相比,较实验条件4的COD浓度降低17%,含油量大约降低69%。这是由于快搅速度过慢时,磁粉难以扩散,导致磁粉与水中的固体颗粒接触机会降低,形成磁性絮体的几率减少,絮体的磁性减弱,处理效果不佳。而当快搅速度为400 r/min时的效果和250 r/min时相差不大。因此,搅拌的速度并非越快越好,搅拌的目的是为了让磁粉扩散到整个水体,与水中的污染物充分接触,更高的搅拌速度并不能提高磁粉的絮凝率。因此,最适宜的搅拌条件为快搅速度250 r/min,慢搅速度为50 r/min。
3 结论
(1)采用磁絮凝分离法处理喷水织机废水是可行的,其处理效果比只加絮凝剂和混凝剂效果更加显著。
(2)通过实验确定了磁絮凝分离法处理喷水织机废水的最佳工艺参数。当喷水织机废水为344.1 mg/L时,其最佳投药量的参数和过程为:磁粉加入量为80 mg/L,PAC与PAM的投加量分别为240 mg/L和28 mg/L;并且当磁粉与PAC几乎同时并进行快搅拌,速度为250 r/min,加入PAM后慢速搅拌速度为50 r/min时,出水COD浓度为67.11 mg/L,较其他处理条件下的出水COD浓度降低20%左右,所以在最佳工艺参数和过程下净水效果最好。
(3)加入磁粉进行磁絮凝改善了废水的絮凝效果,不仅能提高絮凝效果,缩短絮凝与沉降时间,大约能减少1/3的时间,还能减少絮体体积,实现快速分离。磁絮凝分离法处理喷水织机废水可以更好的降低出水COD,较其他处理条件下的出水COD降低20%左右,还能有效降低出水含油量。这些优点为缩短处理周期,减少了设备占地面积,降低污泥处理难度,以及节约费用提供了可能。因此,磁絮凝技术在含油污水处理中有更广阔的前景。
(4)磁絮凝分离法可以使出水或者回用水的电导率得到一定的控制。出水电导率和絮凝剂与助凝剂的使用量有关,在相同出水水质要求的情况下,通过磁絮凝分离法处理喷水织机废水可以有效的降低絮凝剂和助凝剂的使用量,由此可推断,该处理方法能够降低出水中的电导率。所以磁絮凝分离法能够促进喷水织机废水的回用,并且缓解回用过程中设备腐蚀和喷头堵塞的问题。
