海底管道内表面整体预处理技术研究
2019-07-22苗升
苗 升
中石化胜利油建工程有限公司,山东东营 257073
管道的整体内防腐技术包括整体预处理技术与整体涂层涂敷技术,其主旨是在海底管道内壁一次涂敷一层完整的内防腐层,提高管道内防腐整体质量。防腐层涂敷之前,管道内表面的清洁度至关重要,直接影响后续的涂层质量。因此,海底管道内表面的整体预处理技术是防腐层涂敷前的重要步骤,也是防腐层涂敷质量的重要保证。
管道的整体内防腐技术是在管道内壁挤涂技术[1]的基础上发展起来的,目前该技术在国外已广泛应用于陆上长输管道的内涂层修复,但是对于海底管道,该技术的应用尚不广泛,从公开资料上仅能查阅到少数几例将整体内防腐技术应用于海底管道的施工案例。从国内来看,只有少数几家单位声称具备陆地管道整体内防腐施工能力,但其施工工艺和技术水平与国外相比尚有很大差距。
由于海底管道施工工况的特殊性,传统的管道内防腐施工工艺在很多情况下已经无法满足新建海底管道的质量要求。海底管道整体内防腐技术是未来管道防腐施工技术的主要发展方向之一,该项技术的研究和推广,将填补国内海底管道防腐施工领域的一项空白,提高我国企业技术实力和市场竞争力,具有很大的经济效益和社会效益。本文采用理论研究与试验相结合的方法,研究了海底管道内表面预处理技术,主要包括管道内表面化学清洗预处理工艺、与工艺相配套的工装设备以及专用清洗药剂配方。
1 管道内表面预处理工艺及配套工装设备的研究
管道内表面预处理工艺一般包括机械清洁和化学清洗[2-3]两部分。机械清洁过程即用清管球将固体杂质从管内推出,此为常规做法,不再赘述。本文将重点介绍化学清洗工艺。
1.1 管道内表面化学清洗工艺研究
1.1.1 清洗工艺系统组成
根据海底管道整体内防腐预处理及涂敷工艺的需求,对专用施工装备的工艺流程进行了专门设计,最终形成了如图1和图2所示的现场设备的工艺流程。

图1 管道首端工艺流程
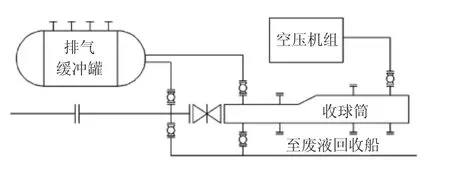
图2 管道末端工艺流程
该工艺系统既能用于机械清洁、化学清洗,还能用于后续的防腐层涂敷,即该工艺系统可用于管道内防腐施工的整个过程。该工艺系统的创新点在于不需利用泵来注入化学药剂,避免了化学清洗使用的腐蚀性药剂对输送泵造成腐蚀。该工艺系统在化学品混合罐的顶端设置一套真空吸引装置,通过压缩空气气流在化学品混合罐中制造真空或正压,从而实现液体的自动吸入和排出。
1.1.2 清洗施工流程
化学清洗预处理施工流程[4]大致分为四个步骤:
(1)酸洗除锈。首先,向发球筒内装入两枚耐化学腐蚀清管器,并夹注配置好的酸洗药剂,启动空气压缩机推动清管器和夹注段穿过管道。其次,为避免酸洗药剂中的酸在清除锈蚀后继续腐蚀管道本体,药剂中必须加注足量的缓蚀剂;在将药剂注入管道之前,应使用滴定法确定药剂中酸的浓度。再次,进行酸洗时,应精确控制夹注段运行的速度,使管壁与酸液的接触时间控制在120 s左右,酸洗过程中夹注段的运行速度应控制在0.5 m/s 左右。最后,夹注段到达收球端后,取样并检测排出酸液的浓度,并用离心机分离确认样品中固体杂质的含量,若样品中酸的浓度与原溶液相差不超过3%(体积分数),且样品中固体物质的含量小于2%(质量分数),则酸洗过程结束。
(2)碱液中和。其一,向发球筒内装入两枚耐化学腐蚀清管器,并夹注碱性中和剂溶液,启动空气压缩机推动清管器和夹注段穿过管道,对酸洗后的管道进行中和。其二,中和后应使用清洁水进行夹注漂洗,漂洗段到达管道末端后进行取样检测,样品中的固体物质质量分数应不高于2%,Cl-质量分数应小于0.03%,pH 值在7 ~10 之间。若样品检测无法达到上述要求,应继续使用清洁水进行夹注清洗,直至达到要求。通常酸洗与中和过程需重复进行2 ~3 次。
(3)钝化及闪锈抑制。首先,向管道内夹注体积分数为10%HCl 溶液进行管道最终的弱酸清洁。其次,向管道内夹注复合钝化液进行管道的钝化处理并抑制闪锈生成。钝化时应控制夹注段运行的速度,使管壁与钝化液的接触时间控制在120 s 左右。
(4)管道整体干燥。首先,化学清洗结束后,应立即对管道进行整体干燥;若现场条件允许,应优先考虑使用溶剂干燥法配合干空气法进行管道整体干燥施工,以提高干燥施工的效率,避免管道返锈;干燥剂通常为甲醇、乙二醇、丁酮或二氯甲烷等。其次,溶剂夹注段到达管道末端时,应将排出的废液收集至密闭的危险废液收集罐中。再次,溶剂夹注干燥后,应立刻向管道内通入大量干燥空气进行干燥施工。
1.2 配套工装设备研究
结合确定的预处理清洗工艺,研制了整体内防腐专用清管器、专用收发球筒、化学品混合罐、排气缓冲罐等设备。
1.2.1 专用清管器
(1)专用涂敷器。涂敷器主要用于管道化学清洗和内涂层涂敷施工,管道涂敷器分为导向式涂敷器(见图3)和多层板式涂敷器(见图4)两种,施工时成对使用。化学清洗时,两个涂敷器中间注有化学药剂,两个涂敷器推动化学药剂段在管内运行,使药剂与管内壁充分接触,完成清洗过程。整体内涂敷施工时,两个涂敷器之间为液体涂料,涂敷器和涂料段在管内运行时,涂料从多层板式涂敷器与管壁之间的间隙溢出,经过涂敷器上多片柔性刮板的反复刮涂均匀牢固地附着在管壁上。

图3 导向式涂敷器

图4 多层板式涂敷器
(2)弹簧臂式钢丝刷清管器。弹簧臂式钢丝刷清管器[5](见图5)主要用于管道机械清洁和化学清洗施工。弹簧臂式钢丝刷清管器可以在管道内双向移动,安装在弹簧臂上的钢丝刷在清管器运行的同时对管壁进行刷洗,一方面使管壁上牢固附着的积垢松动,另一方面促使化学清洗药剂渗透进入积垢内部,提高药剂的清洗效率。

图5 弹簧臂式钢丝刷清管器
1.2.2 专用收发球筒
在管道整体内防腐施工过程中,需要在两个清管器之间加注各种化学药剂形成夹注段。夹注段运行到管道尾端后,需要先排出化学药剂,然后才能取出清管器。为此设计制造了专用收发球筒,见图6~7。
1.2.3 化学品混合罐
化学品混合罐(见图8)用于化学清洗时各类化学药剂的现场配置和临时储存。该化学品混合罐的顶端设置一套真空吸引装置,通过压缩空气气流在化学品混合罐中制造真空或正压,从而实现液体的自动吸入和排出,无需用泵输送。
1.2.4 排气缓冲罐
管道整体预处理及涂层涂敷过程中会有大量空气排出,气流量较大,也会将管内的灰尘、泥土及管壁残留的化学药剂等一同夹带排出。因此需要在管道末端的排气流程设置排气缓冲罐(见图9),使灰尘、泥土和液体药剂沉积、停留在缓冲罐中,防止其夹带排出,从而避免污染周边环境。
2 管道内表面预处理清洗药剂研究
针对新建海底管道内壁的积垢情况和海底管道整体内防腐施工时的独特工况,在实验室内对专用酸洗液、钝化液等进行了实验研究[6]。

图6 专用收发球筒设计示意

图7 专用收发球筒实物

图8 化学品混合罐实物

图9 排气缓冲罐实物
2.1 专用酸洗液的研究
对海底管道进行酸洗的主要目的是利用酸与管内壁表面的垢层发生化学反应,将难溶的积垢和腐蚀产物变为可溶性盐并将其除去,为下一步涂层涂敷创造必要的条件。
与通常的工业管道化学清洗相比,海底管道清洗液与管道内表面的接触时间短,清洗过程中酸会不断损耗而无法进行补充,即清洗过程中酸洗液的有效浓度是不断变化的,因此对其配方提出了较高的要求。
针对海底管道化学清洗的特殊工况,通过前期调研,选取两种无机酸和三种缓蚀剂进行了反复实验,最终确定了专用酸洗液的配方组成。
2.1.1 试片制作
参考HG/T 3523-2008《冷却水化学处理标准腐蚀试片技术条件》[7],制作含锈试片和洁净基体试片,长50 mm、宽25 mm,无挂孔。
2.1.2 酸与缓蚀剂的组合选型实验
酸与缓蚀剂的配方组合采用交叉实验进行,考虑到试片锈蚀的不均匀性,每种配方均进行三组实验,取三组实验数据的平均值作为除锈速率和腐蚀速率,见表1。
除锈速率计算公式[8]:

式中:K 为试片在除锈液中的除锈率,g/(m2·h);W1为浸泡前试片的质量,g;W2为浸泡后试片的质量,g;S 为试片的总面积,m2;t 为试片在除锈液中的时间,h。
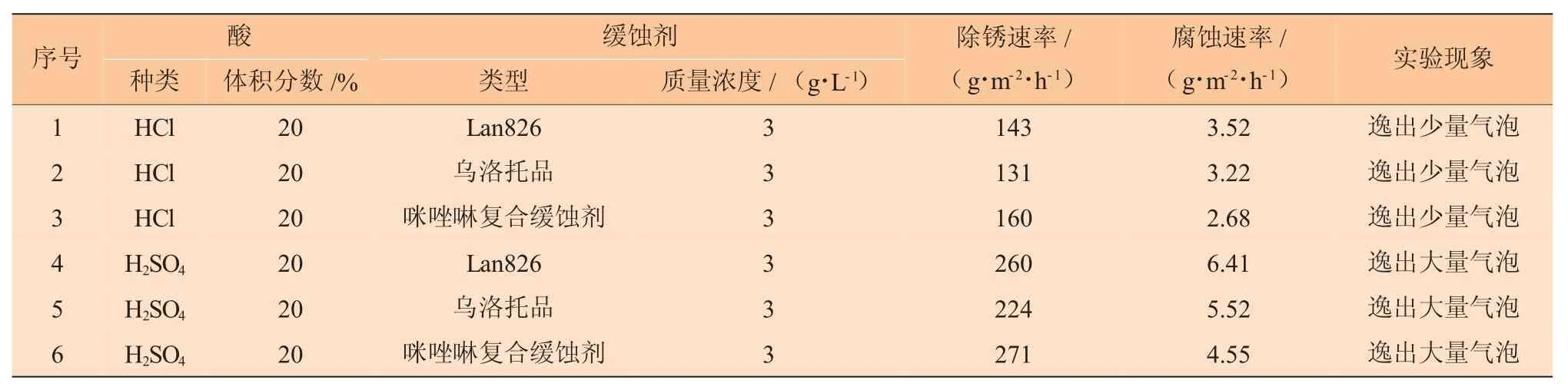
表1 酸与缓蚀剂组合选型实验数据
从实验数据中可以看出,加入咪唑啉复合缓蚀剂[9]的酸液除锈速率最高,除锈效果最好,且腐蚀速率最慢。在两种无机酸中,在同体积分数下硫酸比盐酸除锈速率大,但是实验过程中,硫酸酸洗有大量气泡产生,析氢严重,说明基体破坏较为严重,还易发生氢脆现象。此外,硫酸稀释为放热过程,操作危险系数较高。综合考虑施工效率与风险,采用盐酸和咪唑啉复合缓蚀剂作为酸洗液的主要成分。
2.1.3 酸液与缓蚀剂的浓度选择实验
分别取体积分数为5%、20%、35%的盐酸,质量浓度为1、3、5 g/L 的缓蚀剂进行组合实验,分别记录实验现象并计算除锈速率,见表2。
整体来看,盐酸浓度增大,除锈速率随之增大,但同时基体的腐蚀速率也增大。比如盐酸体积分数达到35%时,有大量气泡冒出,缓蚀剂对基体的保护作用减弱,说明高浓度盐酸可能击穿缓蚀剂保护膜,基体与盐酸反应较为严重。综合考虑除锈速率和腐蚀速率,选取体积分数为20%的盐酸作为本项目酸洗时的基准浓度。
由实验数据看出,缓蚀剂浓度过低或过高,都影响除锈速率。缓蚀剂质量浓度在3 g/L 时,既能保证除锈速率,还能有效保护基体。
为保证清洗液均能迅速润湿、渗透、溶解不同成分的积垢,能够适应海底管道整体内防腐的特殊工况,清洗液内还需要加入表面活性剂、消泡剂等其他助剂。
2.1.4 酸洗液研究结果
经过多次实验,最终确定了专用酸洗液的配方,经现场验证表明,在环境温度4 ℃时,与工件接触时间120 s,酸洗液除锈速率为160 g/(m2·h),对金属基体腐蚀速率为1.4 g/(m2·h),满足了海底管道整体内防腐施工需求。
2.2 专用钝化液的研究
钝化液的作用是在酸洗完成后的管道内壁上形成一层钝化膜,防止管道内壁在涂料涂敷前返锈。挂片酸洗后分别使用闪锈抑制剂、缓蚀剂、磷酸进行钝化和缓蚀处理,置于干燥器中24 h 后在挂片表面刮涂一层液体环氧涂料,待涂层完全固化后,评估涂层附着力,并据此选择酸洗后抑制闪锈的应对方案。实验数据见表3。

表3 钝化液实验数据
通过优化复合钝化液的成分,使钝化可以在4 ℃的海床温度环境下正常进行,钝化后24 h 内管道内壁上不会产生闪锈,可以满足下一步内防腐层涂装的要求。
3 现场试验
3.1 试验管段的设置
为了验证管道整体预处理技术的研究成果,在某场地内设置了海底管道模拟管段,见图10。管道规格为D 219 mm×6 mm,总长度约240 m,弯头曲率半径为6D,与常见海底管道相同规格,管段两端安装有约6 m 高的垂直段,用于模拟海底管道两端的立管。

图10 试验管段
模拟管段在管道的前段、中段、后段、管道两端立管前、管道立管垂直段均设置有检测短节,见图11,施工过程中可随时进行拆检。

图11 检测短节
3.2 试验关键点控制
清管器/涂敷器运行之前,需预先在管道内建立背压。当液柱运行到立管位置时,调整清管器前后的压力差,利用压力差抵消液柱所受重力对清管器运行速度的影响,从而保证清管/涂敷器的运行速度稳定,见图12。
(1)背压计算。根据海底管道的积垢和锈蚀情况,估算机械清洁和化学清洗时药剂的用量,再根据管道内径和一次加注药剂的数量计算出液柱的长度L液。根据管道的走向和高程,计算液柱长度范围内的管道最大高差L差。则液柱运行过程中,受重力影响所造成的最大阻力转换为压强后为:P液=L差·ρ液·g,式中 g 为重力加速度,则管道内的预设背压最低应不低于P液,考虑一定余量后圆整取值,即为施工时的管道背压。
(2)背压建立。管道内的背压可以在管道机械清洁的过程中逐步建立。在管道机械清洁时,通过控制管道末端排气阀的开度,一方面控制清管器的运行速度,另一方面逐渐在管道内保留一定压力。清管器到达管道末端后,关闭收球筒前端的主截断阀,排除收球筒内的残存压力后取球,保留管道内的压力。

图12 清管器运行控制原理示意
3.3 试验结果
试验管段在经过整体预处理(机械清洁+化学清洗)后,进行检查、检测。图13 为预处理结束后目测管道内壁的情况,图14 为最终除锈等级[10]鉴定结果。试验结果表明,钢管内壁表面光滑、平整,无油脂、污垢、铁锈或其他附着物,呈现金属光泽,除锈等级相当于Sa 2.5 级。

图13 预处理后管道内壁情况

图14 除锈等级评定
4 结束语
针对海底管道工况的特殊性,深入研究了海底管道内表面整体预处理施工工艺,研制了专用清管器、涂敷器、专用收发球筒、化学品混合罐、排气缓冲罐等工装设备,在实验室内完成了专用清洗药剂配方的研制,最终结合施工工艺、配套工装,采用专用清洗药剂进行了现场试验,现场试验结果表明,钢管内壁表面光滑、平整,除锈等级相当于Sa2.5 级,满足后续防腐涂装要求。
