轧制参数对楔横轧变截面等内径空心轴晶粒粒径的影响
2019-07-20余璇彭文飞虞春杰束学道
余璇,彭文飞,虞春杰,束学道
(1.宁波大学机械工程与力学学院,浙江宁波,315211;2.宁波大学浙江省零件轧制成形技术研究重点实验室,浙江宁波,315211)
随着汽车工业对环保和节能的高度重视,汽车轻量化成为必然,在满足强度的前提下,用空心轴代替实心轴是实现轻量化的重要途径。当同种材料承受相同的扭矩时,空心轴外径仅比实心轴外径大5%,但质量可以减少30%左右[1]。汽车中存在不少变截面空心轴类件,如连接汽车后轮和后桥的汽车半轴套管,在使用过程中,这些零件承受较大的扭矩和复杂的服役应力工况,对力学性能要求苛刻,其成形质量决定了汽车行驶的安全性。因此,需要选择合适的成形方法、合理的参数来保证其力学性能。楔横轧工艺以其高效、节材、产品综合力学性能良好等优势在成形变截面轴类件上得到了较广泛的应用,是生产轴类零件的最佳工艺方法之一[2]。现阶段,关于楔横轧空心轴的研究较多,例如,PATER等[3-4]研究了空心轴的楔横轧成形方法;PENG等[5]研究了多楔楔横轧空心长轴类零件工艺;张康生等[6-9]将仿真和实验相结合,对空心轴的壁厚规律、椭圆度等进行了较系统的研究;郑书华等[10]研究了工艺参数对多楔楔横轧空心车轴的壁厚均匀性的影响。这些文献主要是对内孔椭圆及壁厚进行了研究,缺乏对轧制空心轴类件的微观组织的研究。HUO等[11]通过模型预测楔横轧空心轴的微观组织演变,并通过实验验证了模型的准确性;俞澎辉等[12]研究了工艺参数对空心轴晶粒尺寸的影响规律,但是研究主要是基于等截面空心轴,对于楔横轧工艺中加工困难的变截面等内径空心轴的微观组织研究较少。在此,本文作者针对楔横轧工艺中成形难度较大的变截面空心轴微观组织进行了研究,通过建立热-力-微观组织耦合的有限元模型,研究了原始相对壁厚、成形角、展宽角对楔横轧变截面等内径空心轴晶粒粒径的影响规律,探究了不同轧制参数下平均晶粒粒径变化的原因,并通过实验验证了模型的可靠性和准确性。
1 有限元模型的建立和参数的选择
1.1 40Cr合金结构钢本构方程及再结晶本构方程
选用的实验材料为40Cr 合金结构钢,本构方程和微观组织预测可以参考文献[13-15],模型参数见表1,其中:,R为理想气体常数,J/(mol⋅K);T为变形温度,K。经回归分析后可得应变速率。

表1 40Cr的微观组织模型Table 1 Microstructural model of 40Cr
1.2 基本轧制参数
模具直径Φ为630 mm,坯料外半径R0为20 mm,内半径r根据原始相对壁厚变化,坯料长度l为40 mm,轧件的展宽量L为40 mm,其他轧制参数如表2所示。其中,原始相对壁厚Q=(R0-r)/R0;断面收缩率;其中,R1为轧后外半径,mm。

表2 轧制参数Table 2 Rolling parameters
1.3 有限元模型
基于DEFORM-3D有限元软件,将表1的微观组织演变数学模型二次开发嵌入软件,建立楔横轧变截面等内径空心轴的热-力-微观组织耦合的有限元模型,模型包括上下模具、轧件、芯棒和导板(如图1所示)。模型定义为:轧件轴向上具有对称性,取轧件1/2作为研究对象,在对称面上施加对称约束;楔横轧成形过程中塑性变形较大,忽略弹性变形的影响,轧件定义为塑性体,模具、导板和芯棒定义为刚性体;轧件采用四面体单元网格划分,设置体积补偿;模具和轧件之间的摩擦因数设为常数;轧件和模具之间的传热系数设置为10 kW/(K⋅m2)[16-19]。
2 轧制参数对平均晶粒粒径的影响
对楔横轧变截面等内径空心轴平均晶粒粒径影响较大的轧制参数有原始相对壁厚Q、成形角α、展宽角β和变形温度t,其中,晶粒粒径随着变形温度t升高而增大是普遍规律,同时,前期研究表明,变形温度在950°C时空心轴的内孔椭圆度较好[20]。因此,综合形性控制的需要,选择950°C为变形温度。
定义外壁、中部、内壁3个区域,外壁为轧件外部,内壁为轧件内孔壁,中部为两者中间区域,如图2所示。

图1 有限元模型Fig.1 Finite element model
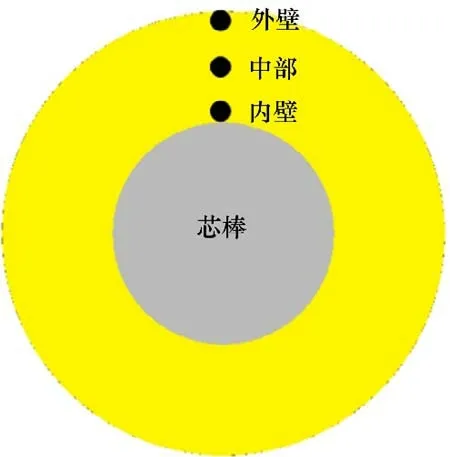
图2 截面特征点Fig.2 Feature points of workpiece
2.1 原始相对壁厚对平均晶粒粒径的影响
当t=950°C,α=40°,β=3°,轧件原始相对壁厚Q分别为0.700,0.625,0.550时,轧件平均晶粒粒径分布云图如图3所示。从图3可以看出:随着轧件原始相对壁厚的不断减小,轧件外壁平均晶粒粒径基本在15.8 μm 以下,原因是轧件外壁和模具直接接触,变形剧烈,晶粒完全细化且细化程度基本相同,平均晶粒粒径都比较小。轧件中部和内壁的晶粒未细化区域逐渐变小,轧件内壁平均晶粒由Q为0.700 时的60.0 μm左右逐渐下降到Q为0.550时的30.5 μm左右,这是因为原始相对壁厚越小,坯料越薄,变形越容易渗透到轧件内部,芯棒和模具对金属内部受力增大,使得轧件成形区域内部动态再结晶细化更加容易发生,使得轧件内部晶粒细化更加完全,平均晶粒粒径变小。
根据模拟结果,当原始相对壁厚为0.55时,晶粒细化程度最好,平均晶粒粒径在15.8~30.5 μm 区间;当原始相对壁厚为0.625 时,平均晶粒粒径大部分在15.8~30.5 μm,只有极少部分为30.5~45.3 μm,晶粒细化较好;当原始相对壁厚为0.700 时,轧件中部和内壁大部分区域平均晶粒粒径为45.3~60.0 μm,平均晶粒粒径偏大,不适合选为轧制参数。由文献[20]可知,原始相对壁厚为0.6左右时内孔椭圆度最好。因此,综合椭圆度和平均晶粒粒径考虑,原始相对壁厚选0.625较合适。
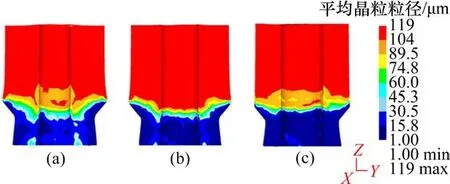
图3 原始相对壁厚对平均晶粒粒径的影响Fig.3 Influence of original relative wall thicknesson average grain size
2.2 成形角对平均晶粒粒径的影响
当Q=0.625,t=950 °C,β=3°,成形角α分别为24°,32°,40°和48°时,轧件平均晶粒粒径分布云图如图4所示。从图4可以看出:虽然成形角不同,但轧件外壁平均晶粒粒径基本在17.5 μm以下。这是因为外壁变形剧烈,晶粒完全细化且细化程度基本相同,所以平均晶粒粒径都比较小。随成形角的增大,轧件中部和内壁晶粒未细化区域增大,平均晶粒粒径由α为24°时的17.5 μm 左右逐渐增大到α为48°时的32.0~61.0 μm。这是因为成形角越大,轴向力越大,轧件上变形区的金属越容易沿轴向流动,在轴向表现为动态再结晶范围扩大;而径向力和切向力减小,导致轧件内部金属受力减小,平均晶粒粒径较大。
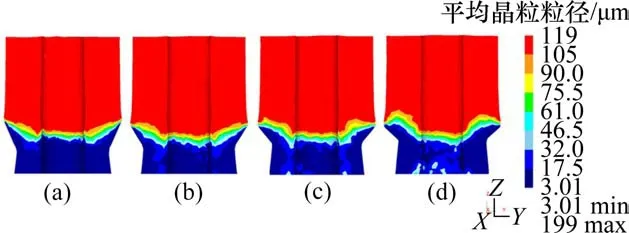
图4 成形角对平均晶粒粒径的影响Fig.4 Influence of forming angle on average grain size
当α=24°时,轧件整体平均晶粒粒径基本在17.5 μm以下;当α=32°~40°时,轧件中部、内壁平均晶粒粒径增大,基本为17.5~32.0 μm,晶粒细化较好;当α=48°时,晶粒未细化区域较多,平均晶粒粒径为32.0~48.5 μm的较多,平均晶粒粒径偏大,不适合作为轧制参数的选择。由文献[20]可知,随成形角的增大,内孔椭圆度减小,因此,综合椭圆度的影响,选择最佳成形角为32°~40°。
2.3 展宽角对平均晶粒粒径的影响
当Q=0.625,t=950°C,α=40°,展宽角β分别为2°,3°,4°,5°时,轧件平均晶粒粒径云图如图5所示。从图5可以看出:不同展宽角下,轧件外部平均晶粒粒径基本在16.8 μm 以下,平均晶粒粒径均匀,这是因为外壁变形较剧烈,晶粒完全细化,平均晶粒粒径小。随着展宽角的增大,轧件中部和内壁平均晶粒粒径先变小后变大,由β为2°时的46~60 μm(A区域)下降到β为4°的16.8 μm左右(B区域),随后增大到β为5°时的46 μm 左右(C区域)。这是因为随着展宽角β增大,轧件沿径向变形的轴部接触面积增大,导致径向力和切向力增大,使得在径向上动态再结晶发生的更快更完全;同时,展宽角越小,模具长度越长,轧制时间延长,导致轧制过程后期轧件内部平均晶粒粒径有所增大。
对于展宽角的选择,需要综合考虑展宽角变化导致内孔椭圆度变化以及模具长度变化导致的晶粒平均粒径变化的影响,当β=3°~4°时,晶粒椭圆度较好,同时,轧件的平均晶粒粒径相对较小,因此,展宽角β选取3°~4°。

图5 展宽角对平均晶粒粒径的影响Fig.5 Influence of spreading angle on average grain size
3 楔横轧变截面等内径空心轴实验
3.1 空心轴轧制实验
有限元模拟结果所得的最优参数如表3所示。为了验证有限元模型的准确性,选择最优参数,在浙江省零件轧制成形技术研究重点实验室的H630 楔横轧机上进行轧制实验,所得部分轧件样品如图6所示。从图6可知:轧制后的空心轧件表面质量和内孔椭圆度均较好。
3.2 初始晶粒粒径的测定
原始40Cr 棒料加热至950°C 后进行淬火,切块镶嵌成试样,打磨抛光后进行腐蚀,腐蚀液为沸腾饱和苦味酸,浸泡腐蚀30 s,试样取出后用酒精擦拭洗净表面。
用高倍显微镜观察金相组织,40Cr 样品初始晶粒粒径如图7所示。采用Image-Pro-Plus软件对图7中的晶粒进行测量,得到其平均晶粒粒径d0约为108.3µm,与软件设置值119µm接近。

表3 实验轧制最优参数Table 3 Optimal parameters of experiment of rolling

图6 轧制结束后空心轧件Fig.6 Hollow axle after rolling

图7 40Cr样品初始晶粒粒径Fig.7 Initial grain of 40Cr sample
3.3 轧制后晶粒粒径的测定
对轧制后的轧件进行淬火,切割后腐蚀,同一轧件3 个不同横截面(断面收缩率分别为19.00%,35.73%和52.46%)的金相组织如图8所示。
经测量得到断面收缩率为19%的横截面的外壁、中部、内壁的平均晶粒粒径分别为21.17,38.53和56.38µm。与相同轧制参数下的模拟云图(如图5(b)所示)进行对比可知:轧件中部和内壁的平均晶粒粒径基本在模拟仿真所得的区间内,轧件外部平均晶粒粒径略有偏差,最大相对误差约为26%,在可接受范围内,实验数据和仿真结果趋势基本相同,验证了有限元模拟结果的可靠性。
断面收缩率为35.73%的横截面的外壁、中部和内壁的平均晶粒粒径分别为17.26,30.68和34.74µm;断面收缩率为52.46%的横截面的外壁、中部、内壁的平均晶粒粒径分别为19.30,20.71和21.34µm。可见,随着断面收缩率的增加,平均晶粒粒径整体呈现减小的局势。与对应的模拟仿真结果(如图5(b)所示)进行对比可知:随着轴向上断面收缩率的增加,轧件中部和内壁区域未细化区域逐渐减小,中部和内壁的平均晶粒粒径也由46~60 µm 逐渐减小到16.8~31.4µm,实验结果与模拟结果趋势一致。产生这种现象的原因是:随着断面收缩率的增加,轧件变薄,轧制力渗透到内部容易,同时,芯棒和内壁的作用力变大,晶粒更容易细化,平均晶粒粒径减小。
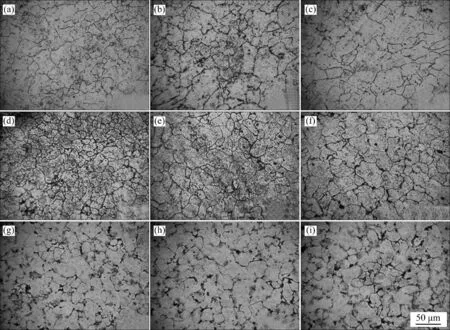
图8 40Cr样品轧制后晶粒粒径Fig.8 Grain sizes of 40Cr sample after rolling
4 结论
1)建立楔横轧变截面等内径空心轴热-力-微观组织耦合数值模型,实现了对轧制过程晶粒粒径变化过程的模拟,通过轧制实验,验证了有限元模型的正确性。
2)轧件晶粒粒径随着坯料原始相对壁厚Q和成形角α的减小而减小,随着展宽角β的增大先减小后增大。随着断面收缩率增大,轧件整体平均晶粒粒径减小。
3)结合轧制参数对晶粒椭圆度的影响,变形温度为950°C 时,最佳轧制参数为:原始相对壁厚Q=0.625、成形角α=40°、展宽角β=3°。