高精度卧轴矩台平面磨床主轴系统的温度场分析
2019-07-01胡刚
胡刚
摘 要:高精度卧轴矩台平面磨床是国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。该磨床的主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高;适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。高精度卧轴矩台平面磨床主轴系统的热变形是影响磨前加工精度的主要因素之一,为研究主轴系统温度分布随时间的变化规律,我们对高精度卧轴矩台平面磨床主轴系统的温度场进行了验证性分析并得到了卧轴部件加工质量对主轴系统达到热平衡时间以及对主轴系统的温度场的影响。优化卧轴矩台平面磨床的基础部件能够缩减主轴系统达到热平衡的时间并提高卧轴矩台平面磨床主轴系统的精度,基于此提出了改善主轴系统加工工艺的措施。
关键词:平面磨床;主轴;温度场;分析
中图分类号:TG580.2 文献标志码:A 文章编号:2095-2945(2019)14-0095-03
Abstract: The high precision horizontal axis moment table plane grinder is a national standard M71 series plane grinder, that is, it is a plane grinder with horizontal grinding head spindle and rectangular worktable. The main function of the grinder is to grind the plane of the workpiece with the periphery of the grinding wheel, or to grind the groove and flange side of the workpiece with the end face of the grinding wheel, which has high grinding accuracy and smoothness and is suitable for grinding all kinds of precision parts and dies. It can be used for precision machining in machining workshop, machine repair workshop and tool workshop. The thermal deformation of the spindle system of the high precision horizontal axis moment table plane grinder is one of the main factors affecting the machining accuracy before grinding, in order to study the variation of the temperature distribution of the spindle system with time. The temperature field of the spindle system of the high precision horizontal axis moment table plane grinder is verified and the influence of the machining quality of the horizontal shaft components on the thermal balance time of the spindle system and the temperature field of the spindle system is obtained. Optimizing the basic components of the horizontal shaft moment table plane grinder can reduce the time for the spindle system to reach the thermal balance and improve the accuracy of the spindle system of the horizontal shaft moment table plane grinder. Based on this, the measures to improve the machining technology of the spindle system are put forward.
Keywords: plane grinder; spindle; temperature field; analysis
1 概述
機器制造工业的发达与否及机器装备的自给水平是衡量一国经济发展水平与科学技术水平的真正标志。由于机器产品结构复杂,零部件多,技术性强,所以实行生产专门化、标准化、自动化对于机器制造业的发展具有重大意义[1]。机械工业素有“工业的心脏”之称,它是其他经济部门的生产手段,也可以说是一切经济部门发展的基础;它的发展水平是衡量一个国家工业化程度的重要标志,为促进民族地区的现代化,必须加速发展机械工业。随着机械工业的飞速发展,各行业对机床的加工精度提出了越来越高的要求,对于卧轴矩台平面磨床主轴系统来说,精度要求就更加的高。从目前所有的文献分析可以了解到,国内外都很少有文献涉及高精度卧轴矩台平面磨床主轴系统的温度场分析,因此对于这一方面的研究有很广大的发展前景,本文主要研究卧轴部件的规格以及加工工艺对高精度卧轴矩台平面磨床主轴系统的温度场的影响分析。
2 立项原因
2.1 存在问题
卧轴部件在装配过程中,经常发现转动不灵活,经分析,发现卧轴有弯曲现象(抽查数据为0.1mm~1.5mm),且卧轴箱体铜套与箱体安装基面平行度较差(抽查数据为0.088mm)。
2.2 预期效果
针对以上两个方面问题,进行工艺试验攻关,卧轴部件质量大幅度提高,卧轴的直线度大幅度提高,卧轴箱体平行度大幅度提高,使得卧轴矩台平面磨床主轴系统的加工工艺大幅度提高,节约企业生产运营成本[2]。
3 项目开展情况
3.1 目标完成情况
截止到2010年12月,已经完成全部阶段的目标。
第一阶段目标,完成试制工艺。
第二阶段目标,完成工件准备,完成工装准备。
第三阶段目标,形成一套加工工艺,按照工艺实施各5件以上,达到的技术指标为:找正两头,中间跳动量不能超过0.2mm。卧轴箱体的形位公差达到图纸要求。
3.2 项目实施过程存在问题
(1)卧轴弯曲。
(2)卧轴箱体盖板与卧轴不同轴,表现为螺栓孔不正。
(3)臥轴铜套内孔与安装基面不平行。
(4)卧轴为细长轴,磨削很困难,有时出现圆度超差。
2010年4月-2010年6月,项目组经过对卧轴部件工艺进行了深入细致的调研。经过充分的研究对比,形成修改工艺的六个共识。即工序要做较大调整、磨床工具夹具要休整、增加放置工装、增加磨削质量的检测环节、修改装铜套方法、增加卧轴箱体的检测环节。
2010年6月28日,项目组确定了试制的卧轴部件加工工艺和部装方法。
2010年7月-2010年9月。根据试制工艺要求,在铸造分厂、总装分厂、检验科等单位配合下,完成了如下五个方面工作。
浇铸了Z630卧轴箱体五件,并完成了划线、铣面、镗孔等加工内容,完成了五件卧轴铜套的加工,设计并组焊了卧轴悬吊放置工装,完成了十根卧轴的粗加工工序,含粗、精车、热处理等,加工修整了磨床工装工具,含中心支架、顶尖等。
2010年11月-2010年12月,加工了一批卧轴及卧轴箱体。经过检验,全部交检合格。本项目已全部实施完毕。通过卧轴箱体铜套冷装工艺,成功地解决了铰孔偏心带来的形位精度超差的问题[4]。通过改进卧轴加工工艺,特别是磨削工艺,成功将卧轴的直线度大幅度提高,从跳动1.5mm降低到0.2mm以内。
4 工艺优化改进对比
4.1 卧轴箱体原加工工艺方案
铸造毛坯——时效处理——划线——粗铣外形——时效处理——粗精镗孔,精铣面——三坐标检测——精铣面——划线、钻孔、攻丝——压装铜套——铰内孔
注:我厂各种卧轴箱体加工工艺方案基本一致。
原加工工艺的不足:
常温压装铜套时,经常导致铜套偏心;铜套内孔留有余量,在手动铰孔时,由于力量和技术因素,精度无法稳定控制。
4.2 卧轴箱体新加工工艺方案
铸造毛坯——时效处理——划线——粗铣外形——时效处理——粗精镗孔,精铣面——三坐标检测——精铣面——划线、钻孔、攻丝——冷装铜套
注:我厂各种卧轴箱体加工工艺方案基本一致
新工艺加工工艺特点:
铜套由原来的压装改为冷装,彻底解决了受力不均导致铜套偏心问题;新工艺在冷装前已经将铜套精车到预计尺寸,冷装后内孔会达到图纸尺寸,不再铰孔。
4.3 卧轴原加工工艺方案
下料——调质——粗车——精车——精磨——划线、钻孔——铣键槽
注:我厂各种卧轴加工工艺方案基本一致。
原加工工艺的不足:
粗加工、半精加工后产生应力较大,工件容易变形;中间没有检测环节,完工后没有检测直线度。
4.4 卧轴新加工工艺方案
下料——调质——粗车——精车——半精磨——热时效——精磨——检测直线度——划线、钻孔——铣键槽
新工艺加工工艺特点:
(1)采取了两次磨削工艺,有利于提高曲轴精度。
(2)精磨之前,增加热时效工序,降低了加工应力变形。
(3)增加了直线度检测环节,有利于质量控制,如果遇到超差的,可以另行处理。
(4)在精磨过程中,改进了原磨削工艺,提高了质量。
(5)使用新工艺的卧轴经试用后,转动灵活,效果很好。
5 试验成果分析
根据相关数据可知,我们厂精车后曲轴的直线度情况不太理想,最大1.4mm,最小0.11mm,加工稳定性较差。从粗磨的情况看,卧轴的直线度数据与精车后趋向一致,磨削方法有待提高,且精车质量会影响磨削。因此我们主要在这些方面进行了相关改进。
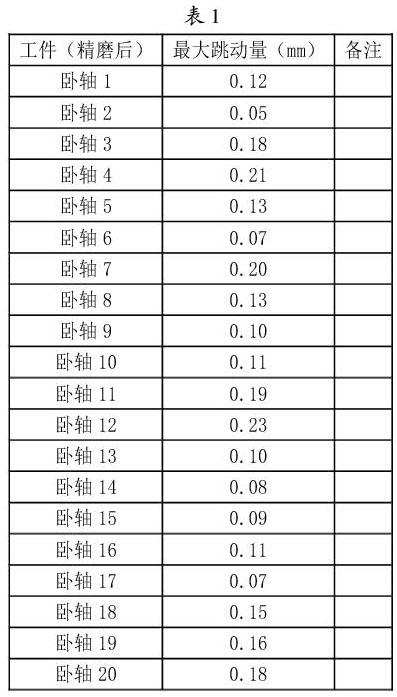
试制产品粗磨后,安排了热时效,然后进行第二次磨削(精磨),操作者田晓东,采取了修整支撑、增加测量、调整顶紧力等手段,精磨的直线度情况见表1。
从精磨情况看,卧轴直线度基本上在0.1-0.2mm(跳动量)之间,证明增加时效环节,调整磨削方法,对直线度的提高起到了关键作用[5]。据相关数据可知,0.2mm内的直线度基本上达到了预期目的,因此,我们本次的加工工艺优化改革取得了良好的效果。
6 结束语
高精度卧轴矩台平面磨床主轴系统的温度场分析对于我国的机械工业的发展具有不可估量的影响,本文首先简要介绍了对高精度卧轴矩台平面磨床进行分析改进的重要意义,其次,对高精度卧轴矩台平面磨床的相关部件进行了对比试验改进,得出了最优的配件规格;最后对机床的薄弱环节进行了详细分析,并提出改进建议,为高精度卧轴矩台平面磨床结构的优化改进提供了参考依据。在机床、工艺、程序等多方面,为企业的安全生产提供了有力的保障,同时为改进卧轴矩台平面磨床的加工工艺提供了科学的依据[6]。毕竟机床的相对误差是可以通过优化加工工艺而减少的;只有充分了解整个工艺流程,才能做到充分利用卧轴矩台平面磨床的已有精度,从而在控制工艺中存在的种种问题,尽可能提高加工的位置精度,完成最终的工艺流程自动化控制;本次分析不仅可以提高卧轴矩台平面磨床的精度,更是大大的节约了工厂的成本以及运行费用,该优化后的加工工艺在应用于工厂机床设备设施后取得了良好的效果,对企业的良好运营有很大的推动作用,对我国的机械工业的发展更是影响深远!
参考文献:
[1]李建林.高精度卧轴矩台平面磨床主轴系统的温度场分析[J].机械制造,2017,55(6):327-327.
[2]李春宇,牛秋鸽,姜艳.改进平面磨床磨头动、静压轴承[J].金属加工(冷加工)201427(12):84-85.
[3]高一男,宋延嵩,张磊,等.高精度快速倾斜镜位置检测与标定[J].激光与光电子学进展,2017,10(9):106-112.
[4]刘志伟,董海,古智祥,等.高精度金刚石工具磨床主轴结构设计及有限元分析[J].工具技术,2015,49(7):39-42.
[5]孙婷婷,周怡君,曹火光.曲轴随动磨床头架主轴系统设计[J].机械设计与制造工程,2017,46(1):32-35.
[6]胡秋,舒强,汪俊文,等.主轴部件套类零件高精度立式磨床研制[J].制造技术与机床,2016,35(9):50-53.
