通风管冲压工艺分析及模具设计
2019-06-17姬瑞华
姬瑞华
摘 要:通风管作为通风设备的零件之一,主要功能就是送风、通气、散热。因此通风管的冲压工艺的安排及模具的设计显得尤为重要。合理的工艺路线和模具设计能保证加工出尺寸合格产品,以及好的表面粗糙度。尺寸合格便于安装,好的表面粗糙度更加有利于送风、通气、散热。该文就通风管冲压工艺分析及模具设计做了详细的阐述。
关键词:通风管 冲压工艺分析 模具设计
中图分类号:TU834 文献标识码:A 文章编号:1672-3791(2019)02(c)-0086-02
1 工艺分析
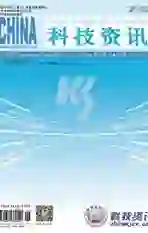
通风管作为通风设备的零件之一,广泛运用于各类产品中,主要功能就是送风、通气、散热。图1所示为零件通风管外形尺寸,此零件比一般的零件的外形尺寸大,材料为10钢,料厚1mm,大批量生产。零件有多个台阶面,精度要求较高,需要安排多道拉深工序,压筋加工凸耳,冲孔模冲压出筒壁均布的孔4-φ4.2。
零件沖压成形方案分析及确定如下。
该零件是筒型件,属于阶梯形工件,而且壁厚只有1mm,因此需要多道拉深,由大阶梯到小阶梯拉深才能成形,确保加工出合格零件。具体工艺路线如下:首先要下料→落料拉深1→落料拉深2→落料拉深3→退火→拉深4→拉深5→退火→校正→拉深6→平大端面→车底面→压筋→车小端面→车大端面→冲孔→去毛刺→检验。此工艺路线安排了多道拉深,可以防止破裂,同时在拉深工序后增加了退火工序,避免了在拉深过程中材料发生硬化,塑性减弱,材料发生开裂。由于篇幅所致,此工艺图略去。
2 模具设计
2.1 设备的选择
在生产设备及环境不变的情况下,该方案需要6套拉深模,1套校正模,1套压筋模,1套冲孔模。拉深模均采用100T的液压机,而其余模具选择80T的压力机。
2.2 拉深模工作部分的参数
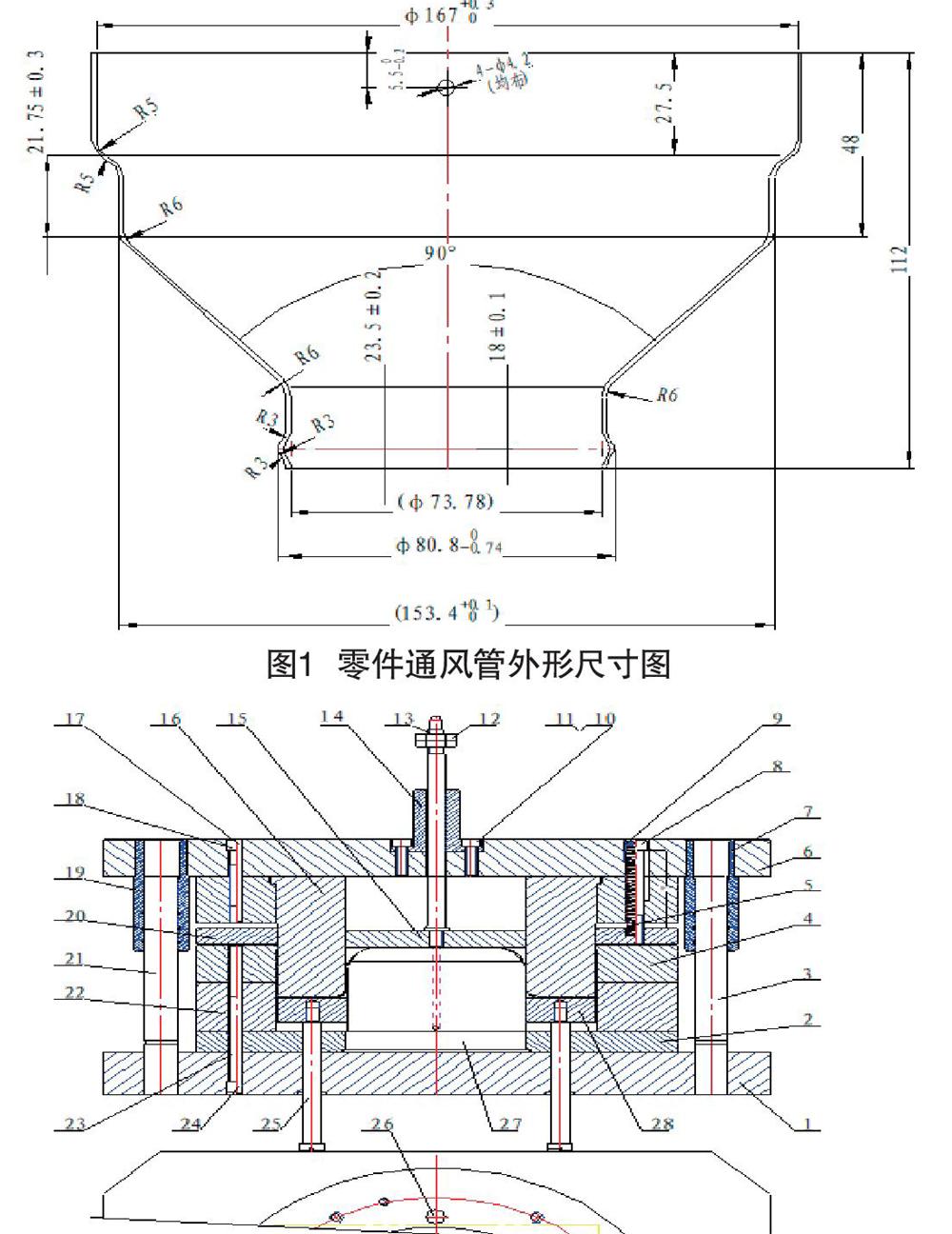
工序图按宽凸缘筒形件,宽凸缘筒形件的拉深常用的有两种方法,而我们采用的是减小筒的直径,增加高度,从而得到所需要的拉深件,而圆角半径基本保持不变,它适用材料较薄的中小型零件(d<200mm),首次拉深获得的凸缘直径,以后各工序逐步减少筒形部分直径,同时需要在第一道工序中拉入比工件最后拉深部分所需的表面积多5%左右,即展开直径时,除了考虑修边余量外,还要增加这部分面积,这样计算的宽凸缘直径是φ220.7mm。首套模具是落料拉深复合结构(见图2)。
此套模具不仅要冲压外形还要拉深,属于复合结构的模具。拉深模工作部分的参数确定主要是圆角半径和间隙的确定。此落料拉深模的第一道工序是带凸缘筒形零件拉深时,在首次拉深的过程中压料圈一直压住凸缘部分,故不会起皱。凹模圆角的半径即是零件所要求的凸缘处的圆角半径圆角半径R9,或者根据公式:
拉深间隙的确定、拉深模的凸模及凹模之间的单面间隙,影响拉深力与拉深件的质量。间隙大,则摩擦力小,能减少拉深力,但间隙大,精度不易控制;间隙小,摩擦力就大,增加拉深力,因此需用拉深系数值较大。间隙如果小于材料厚度,就带有变薄拉深的影响,拉深件的精度及表面粗糙度至就低。所以合适的间隙也是拉深成功的重要因素,所以第一次拉深的单面间隙可按公式计算:
后续工序的模具时压筋模和冲孔模的设计主要是考虑的定位装夹,压筋模采用斜块和定心件装夹成形零件,采用此类结构便于在模具使用过程中调整,冲孔模设计时主要考虑装夹过程中防止零件受力变形,并且冲裁过程中零件发生移动。
3 结语
综上,通风管的冲压工艺路线及模具设计经过实践的生产运用,合理可行。大幅度提高了公司的生产效率,为类似产品的工艺路线安排和模具设计提供可借鉴的模板。
参考文献
[1] 虞传宝.冷冲压及塑料成型工艺与模具设计资料[M].北京:机械工业出版社,1992:158.
[2] 陈镇庭,刘世安.拉深模设计手册[M].上海:上海市虹口区科学技术协会,1983:92-95.