长沟选煤厂煤泥压滤系统升级改造理论实践研究方案探讨
2019-06-10王俊红
王 俊 红
(阳泉煤业(集团)股份有限公司 选煤质量管理中心,山西 阳泉 045000)
1 概 况
长沟矿选煤厂隶属于阳泉煤业(集团)有限责任公司,为矿井型选煤厂,开采3号、15号煤层,设计生产能力为0.9 Mt/a,煤种为无烟煤。选煤设计工艺为300 mm~50 mm原煤动筛排矸、90 mm~8 mm原煤重介分选,煤泥水处理系统为浮选精矿经精煤压滤机脱水后成为精煤产品,浮选尾矿经添加絮凝剂在浓缩池沉淀后由尾煤压滤机脱水回收并成为单独的煤泥产品。随着长沟煤矿矿井机械化开采条件的加大,原煤性质发生很大变化,回采割岩率高、夹矸及洗矸泥化严重,煤泥灰分增高,煤泥水中细泥难沉降分离,使洗煤水浓度增高,重介质消耗增加,商品煤发热量变低,严重影响正常洗选生产。煤泥水处理循环系统是洗选生产的重要环节,洗水澄清与闭路循环为洗选正常生产的重要条件,否则会影响洗选产品质量,使重介质消耗严重、浓缩机溢流浓度变高、循环水发黑、管道出现堵塞、煤泥层厚度过厚导致耙式浓缩机电流负荷增大、超负荷运行出现滞停压耙现象,且还与环保问题息息相关。目前环保要求越来越高,市场对洗选末煤、块煤、煤泥等品种质量指标要求很高,为此阳泉煤业集团公司专门制定了《煤质质数量考核指标》。由于煤泥水系统老化从而制约洗选生产的正常运行,所以必须对煤泥水处理系统进行升级改造。以下结合选煤厂煤泥压滤系统相关研究经验[1-12],对长沟选煤厂煤泥压滤系统升级改造理论实践的研究方案进行探讨。
1.1 原煤性质分析
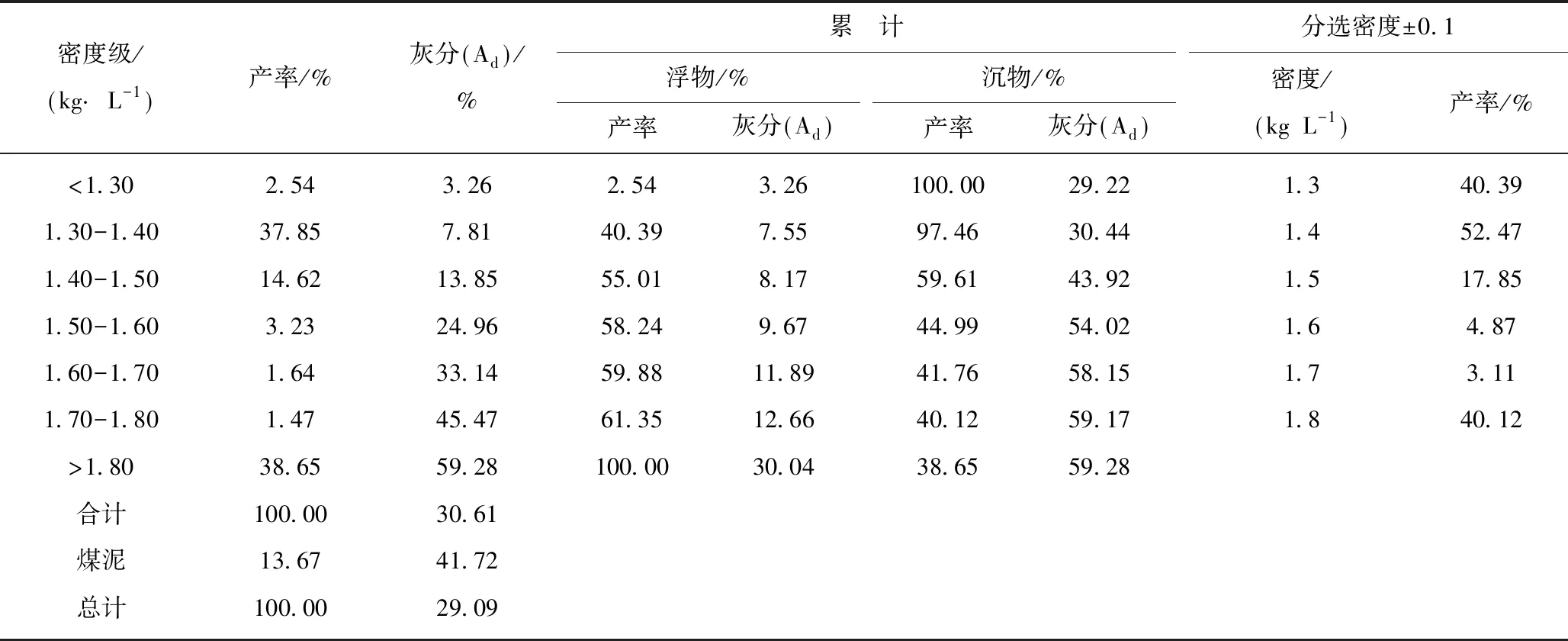
为科学准确合理地制定煤泥水处理系统的改造方案,通过分级浮沉试验对原煤性质进行系统研究,(50~0.5) mm原煤浮沉试验结果见表1。
表1 50mm~0.5mm原煤浮沉试验结果
密度级/ kgL-1 产率/%灰分 Ad /%累 计浮物/%产率灰分 Ad 沉物/%产率灰分 Ad 分选密度±0.1密度/ kgL-1 产率/%<1.302.543.262.543.26100.0029.221.340.391.30-1.4037.857.8140.397.5597.4630.441.452.471.40-1.5014.6213.8555.018.1759.6143.921.517.851.50-1.603.2324.9658.249.6744.9954.021.64.871.60-1.701.6433.1459.8811.8941.7658.151.73.111.70-1.801.4745.4761.3512.6640.1259.171.840.12>1.8038.6559.28100.0030.0438.6559.28合计100.0030.61煤泥13.6741.72总计100.0029.09
由表1可知:原煤煤泥灰分达41.72%,矸石灰分高达59.28%,矸石有泥化倾向,此为造成煤泥水难以沉淀、耙式浓缩机运行负荷增大、循环水系统浓度高的主要原因;在整个生产流程过程中,当原煤煤质变差,末原煤经过分级筛分系统还存在煤泥水浓缩机处理能力有限的问题;当末煤入洗率超过60%时,浓缩机处理能力无法满足生产要求,就会导致次生煤泥量增加、循环水系统进一步变黑,从而产生恶性循环,末煤发热量也会进一步降低;矸石及煤中矿物杂质与矿物在煤中的嵌布特征有关,呈粗粒嵌布的矿物杂质很易在水中泥化且其比表面积较大,对浮选精煤质量影响很大并影响尾煤的过滤。
2 煤泥水系统改造
2.1 生产原因分析
在整个洗选系统中,煤泥水处理系统浮选入料先经矿浆准备器,使浮选药剂和煤浆充分混匀后进入浮选机,浮选尾矿经添加絮凝剂到浓缩池沉淀,由厢式压滤机脱水回收,经多次采制样、化验总结出浮选精煤灰分、水分统计情况,见表2。由表2可知:浮选精煤的水分、灰分偏高,厢式压滤机在生产过程中滤饼脱落率低、滤饼水分高、压滤煤饼成型率低,煤泥易糊住仓内刮板传感器。
2.2 设备运行问题
2.2.1浓缩机处理情况
所用浓缩机为耙式浓缩机,如在生产过程中原煤量增大,洗选末煤系统会出现煤泥量急剧加大的情况,循环水变黑,经检测入料中<0.5 mm粒级产率为48.25%,底流、溢流中该粒级产率分别为23.48%、61.32%,说明绝大部分极细颗粒未得到有效沉降。极细颗粒不断在系统中循环、积聚,导致循环水浓度增加并呈深度黑色,在浓缩池溢流堰上出现大量呈白色的残留细泥,由此推断煤中岩石由泥化而来,即其为高灰分细泥,进入循环水中对商品煤的煤质影响很大。
表2 浮选精煤的灰分、水分

日期名称Mt/%Ad/%2018.5.727.221.602018.5.828.422.402018.5.926.519.702018.5.1027.620.602018.5.1125.820.702018.5.1228.922.702018.5.1327.621.602018.5.1425.922.802018.5.1527.221.602018.5.1626.724.302018.5.1728.419.50
正常情况下浓缩机工艺效果见表3。
正常情况下,煤泥难沉降时浓缩机的工艺效果见表4。
表3 正常情况下浓缩机的工艺效果

设备编号百分比浓度/%入料溢流底流浓缩效率/%35043.140.0439.4595.7435053.480.0441.6195.82
表4 煤泥难沉降时浓缩机工艺效果

设备编号百分比浓度/%入料溢流底流浓缩效率/%350411.289.6242.1516.74350510.579.5742.5817.43
2.2.2压滤机处理情况
目前所使用的厢式压滤机工作时对入料浓度、入料压力有一定要求,对操作技术要求较精细。当处理工作量大时,处理量就会降低,且须配有给料泵、矿浆准备器、运输机械设备,产生电耗大,所用的3台压滤机对员工操作技术要求比较苛刻,当井下生产遇到岩石构造时常出现故障。厢式压滤机理论处理量为50 t/h,实际运行排料量为40 t/h,达不到理论设计要求,严重制约了煤泥水的处理能力。该压滤机处理<0.5 mm浮选尾煤量减小,无法将细颗粒与粗粒一起过滤去除,使细颗粒在循环水中累积增加,煤泥灰分变高。
3 采取优化改造方案
3.1 加强选煤厂与矿井地测部门沟通
选煤厂与矿井地测部门分属2个部门,在生产时无法预知井下地质构造情况,特别是井下工作面出现断层、煤层夹矸石多、割顶扫底多等严重影响煤质变化,技术组无法提前制定生产参数,公司决定地测部门及时通知选煤厂井下构造情况,并联系煤质部门采制301原煤、802末煤、煤泥调查样,进行化验,给生产提供数据保障。矿方地测部门、选煤厂技术组、煤质部门三方实行一体考核,设置专职联系人,使洗选过程科学化,提前了解矿井回采情况,并做好检修和生产安排,选煤厂积极联系矿井控制工作面产量,保证井下配采比例,控制原煤含矸量,通过运输系统调配,原煤含矸率大的只进2号原煤仓,使得末煤易泥化变为极细颗料的矸石量不超过末煤系统煤泥水处理承受的负荷范围,以使循环水保持澄清。
3.2 更换设备
(1)由于所用周边传动耙式浓缩机(型号:GNGF-20.0)存在浓缩效率低、底流固体回收率低、澄清水质量差、处理能力小等问题,经研究更换为高效浓缩机(型号:GXN-18),采用了消泡器和静态混合多点加药方式和下部深层入料,提高了底流的浓度,降低了溢流的固体含量,采用了较高的耙速、较高的池深、液压自动提耙装置,有利于底流的排出和浓度的提高和避免事故的发生。
除更换浓缩机,药剂的配制、添加对浓缩池沉降效果有重要影响。通过多次处理煤泥水,在煤泥水中加入高分子絮凝剂,其中细小颗粒在絮凝剂作用下相互聚成较大的絮团,絮团不断增大,沉降速度加快,煤泥沉降过程出现明显澄清界面。絮凝沉降试验采用聚合氯化铝(浓度2%)作为凝聚剂、聚丙烯酰胺作为絮凝剂(2‰),其沉降效果好。凝聚剂靠改变颗粒表面的电性质来实现凝聚作用,降低和消除颗粒表面的电荷和双电层,减小排斥力为其自然沉降、絮凝结团和过滤脱水创造有利条件。添加乳化剂后应用超声乳化器对浮选药剂进行乳化,在浮选尾煤处加装UGS超声波乳化器,经试验结果显示,浮选精煤产率提高8.7%,尾煤产率提高16.5%,可燃体回收率从85.5%提高至93.3%。另外,对浓缩池的絮凝剂(聚丙烯酰胺阴离子药剂)添加系统实现多点加药,确保以最低的药剂使用量实现最优化的沉降效果,且降低浓缩池底流粘度。相同煤泥水浓度的实验结果比较见表5。
表5 相同煤泥水浓度的实验结果比较

编号12345678初始沉降速度/ mh-1 0.9319.822.429.714.324.712.939.4絮凝剂用量/ gt-1 5046298531 0532 6423 2184 0534 689
由表5可知,同一煤泥水浓度絮凝剂用量由504 g/t增至1 053 g/t时,沉降速度呈激增趋势,用量再增至2 642 g/t时,初始沉降速度反而下降,说明絮凝剂用量有最高点。
(2) 长沟选煤厂所用的厢式压滤机(型号:KMZGS400/2000-U)为20世纪70年代制造的产品,设备机械性能滞后,尾板与活动头板在压紧过程中尾板偏移量过大,头板移动过于缓慢,压滤过程中不能很好地进行泄水和储存滤饼。另外需配备多台辅助设备,导致工艺复杂、耗电量增大、处理量变小,经研究决定更换QXM(A)Z型全自动压滤机。特点为第一段采用高压强流体静压力过滤脱水,脱出颗粒间游离水和部分空隙水,降低颗粒间的孔隙率和饱和度;第二段采用二维变向剪切压力过滤脱水,改变了颗粒间的几何结构,脱出颗粒空隙水;第三段采用强气压穿流压力脱水,快速运载颗粒内的润滑水和剩余空隙水。该机能同时实现高压流体进料初次过滤脱水、滤饼二次挤压压榨脱水与压缩空气强气流风吹滤饼三次脱水,解决了泡沫矿浆泵压困难问题,降低了动力消耗,提高了滤饼脱落率,可有效地使浮选精煤产品水分降低至22%以下。另外根据煤泥水极细颗粒含量高、难沉降的现象,将压滤机滤布由74 μm更换为45 μm,保证细颗粒高效滤出,降低极细煤泥在系统中的循环量。
4 优化应用效果
4.1 生产效果
经更换浓缩、压滤设备对煤泥水处理系统加以完善后,洗煤循环水浓度降至10%以下,达到了一级洗煤用水标准,杜绝了高灰细泥类杂物对煤质的污染,在矿井和选煤厂严格执行相关措施后,外运末煤发热量整体提高了0.11 MJ/kg,浮选精煤灰分降到10%以下,产率提高了7%,经压滤机回收的尾煤压板成型,水分降到21%~24%,同时改进药剂添加方式,提高了煤泥水沉降处理效果,降低了药剂消耗量,煤泥分选系统运行正常,生产指标稳定。
4.2 经济效果
依据现煤质化验数据现状,水分每下降1个百分点,末煤发热量即提高0.1 MJ/kg,每吨煤结算价提高4元,选煤厂月均外运末煤量约为30万t,增加经济效益均120万元;对煤泥发热量提高了约691 J/g,按年入洗原煤量90万t计算,煤泥产率以10%计算,煤泥售价0.096元/(t·KJ),可年增收约594 000元。
5 结 语
针对长沟选煤厂原煤中矸石泥化严重,煤泥水灰分高,末煤中掺入细颗粒煤泥,致使浮选尾矿不易沉淀,洗煤水浓度高,在提出更换先进浓缩机、压滤机,合理调配药剂制度,完成煤泥水处理工艺和加药设备系统改进,控制了尾煤压板成型水分,改善了洗煤循环水水质,降低了煤泥灰分,提高了煤泥产率,有效解决了末煤系统混入细煤泥问题,为企业创造了可观的经济效益,同时为同行业优化煤泥水处理系统提供了借鉴作用。
