基于SolidWorks的轿车焊装夹具设计
2019-06-03孙贺辉
孙贺辉
(中海油田服务股份有限公司,天津 300459)
1 轿车焊装夹具概述
轿车焊装夹具是一种在制造产业里作为辅助条件,实现工件的定位、夹紧、支撑等一系列操作的一体化设备。根据工件的不同,焊装夹具的种类与规格往往不同。汽车车身的焊装夹具就是在车身进行焊接工艺时,保持车身上焊点所在的部分区域稳定不动的设备。在近年来人们不断追求舒适性和稳定性的这一背景下,汽车车身在朝着轻量化和合理化发展。对车身的外表、结构以及材料等有了新的要求,这也意味着焊接方法需要进一步优化。在车身生产过程中,合理的焊装夹具可以很大程度上节约生产时间,平衡工位时间,在多种车型的企业,选用混合型的焊装夹具,提高生产效率[1]。
2 轿车焊装夹具总体结构
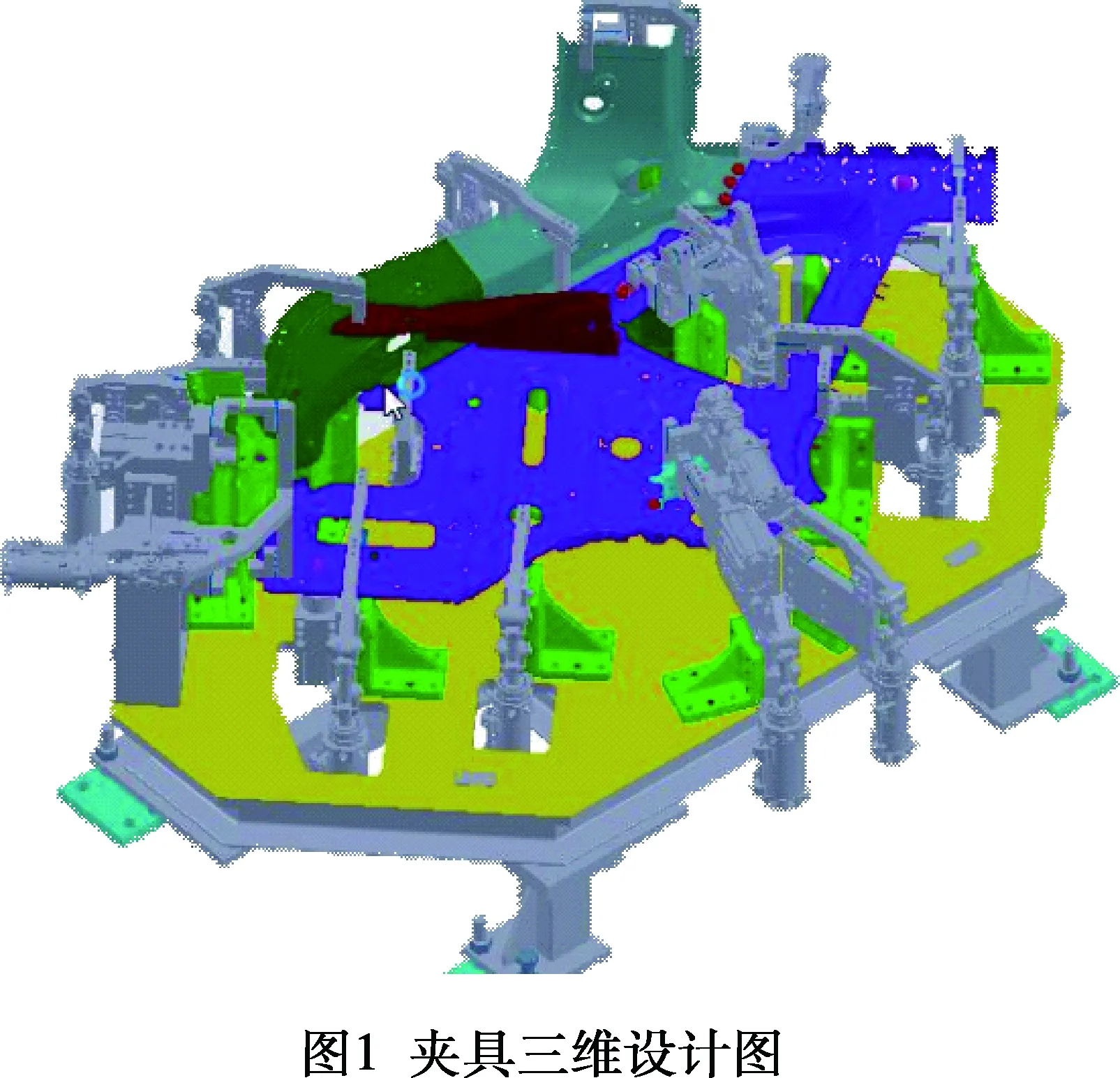
焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、基准面、夹紧臂等组件的协调作用,将工件安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。本文建立了被加紧工件车门的三维模型,并根据夹具定位原理设计出该焊装夹具的总体结构,图1 是夹具三维设计图。
该焊装夹具由支座、以及台板(也叫基板)、基准面、基准销、L板、和组成夹紧机构的加紧臂、气缸等组成[2]。
底座是焊装夹具的基础原件,由支座和台板两部分组成。底座的精度尤为重要,好比建筑物的地基,只有地基水平且稳固,建筑物才能更加牢固,外形更加笔直。在夹具中,定位机构与夹紧机构都要安装在底座上,底座的精确性直接影响定位机构能否定位准确,因此,对工作平面的平面度和表面粗糙度有着严格的要求。
台板:夹具上的所有组件基本上都要安装在台板上,如L板、夹紧臂等,上表面加工有坐标刻度线,作为其他组件的安装标准和夹具基准状况的检测。
支座:起到支撑夹具台板、夹具高度调节和安放水平调整的作用,固定式的夹具底座是图中的垫板,移动不方便。所以,为了能够方便取用,支座可以采用滚轮式。夹具的测量基准是装夹的关键因素,基准选取的正确,与基准稳定不变是定位夹紧的前提。测量基准建立在夹具底座上,测量装置的基准座也要占有一定的位置。为了减轻夹具自重,节省工作空间,以及避免造成不必要的浪费,我们选用框架式结构,保证夹具能在焊装流水线上灵活应用。
夹具底座等结构件要求采用Q235-A板材和槽钢焊接而成,底板的焊缝采用非连续焊缝;焊后经热处理退火消除应力并进行防锈喷砂处理,表面粗糙度Ra3.2,平面度0.1/1 000 m,槽钢采用10#,12#,14b#,16#,20#,25b#,钢板厚度多采用t=20 mm或t=25 mm。
3 焊装夹具定位原理
常见的机床夹具用的是六点定位原理,限制住一个面和两个销,实现完全定位,汽车的焊装夹具与机床夹具的形式和理论类似,但又有着不同之处。由于汽车车身是曲面的,常见的六点定位并不能保证定位精度。汽车焊装夹具经过了长久的发展,在定位方面已经有了比较系统的定位原理。如基于过定位的N-2-1定位原理。它的优势在于更适用薄板定位,可以运用有限元分析找到最合适的“N”,优化夹具设计。定位原件选材及技术要求见表1。在焊接工艺中,被焊工件的放置位置千奇百怪,无法保证所有的焊件放在同一个位置,即使是同一批焊件,也会有所出入。与此同时,焊件本身也存在着差异性,焊件的摆放位置,倾斜角度以及焊接位置不同都有可能不尽如人意。由于焊接件位置的不确定性,为了限制它的自由度,我们有了六点定位方法。我们在空间坐标系内放置工件,沿x、y、z三个轴每个轴都有一个移动的自由度,与此同时,绕着x、y、z三个轴有三个转动自由度。不被限制的焊件是有六个自由度的,而没有进行自由度限定的焊件可以看做一个刚体。为了保证焊接的精确性,我们必须限定足够且合适的自由度。
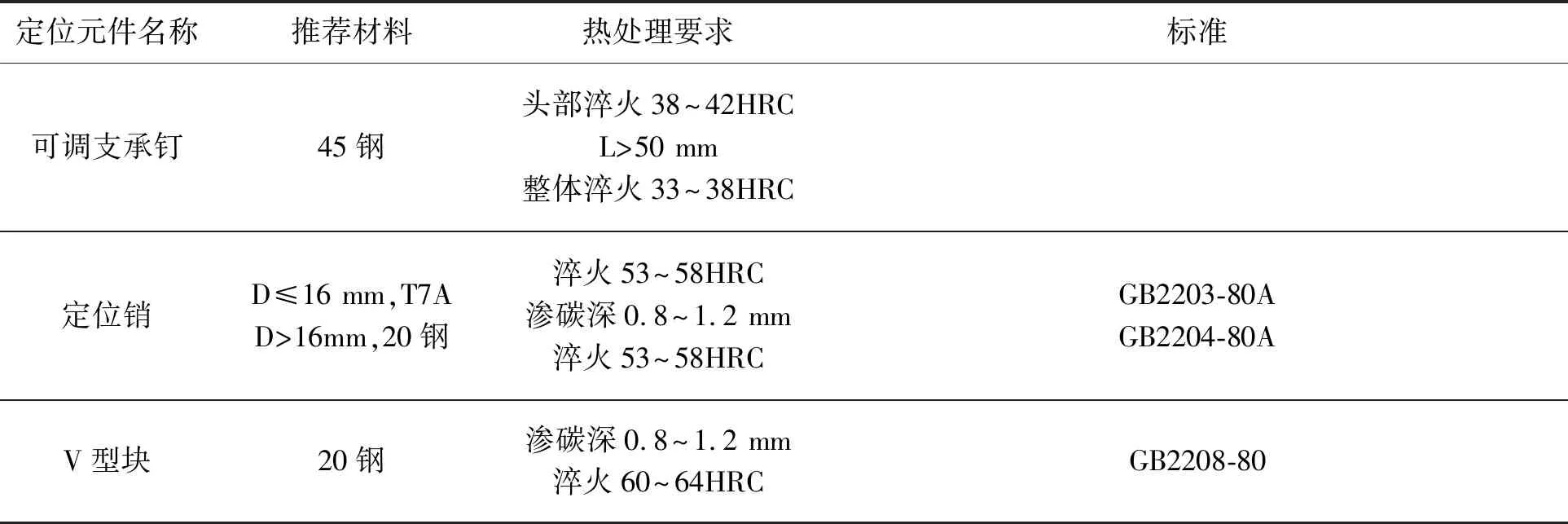
表1 定位元件选材及技术要求
在薄板的加工过程中,常出现薄板件的变形,普通的3-2-1定位原理不能很好的解决这一现象,所以,需要在第一基准面上有三个以上的定位点。第一基准面限定好了之后,第二、第三基准面一次需要两个和一个定位点即可。一般情况下,加工的作用力集中在第一基准面上,防止其余两个基准面弯曲变形。而且第二基准面上的定位点间距越大越好,布置在薄板的长边上,稳定零件。两侧同时设置定位点可能导致薄板产生巨大的相对挠度。
4 夹紧机构的组成及作用
汽车焊装夹具的夹紧机构分为三部分:1)夹紧元件:直接用于夹紧工件的元件,也就是直接和工件接触的部位;2)力源装置:产生接触力的动力机构,大多数是汽缸。根据力源装置来源不同,夹紧方式分为两种,力源来自人力的称为手动夹紧;力源来自气动、液压和电力等动力源的称为机动夹紧;3)传力机构:将原动力的大小按设计好的的方向和大小传递给夹紧元件的机构。其功能是使夹紧元件获得夹紧力,应对不同情况,改变夹紧力的大小和方向[3]。
焊装夹具中,传动装置起着不可或缺的作用,包括气压传动、液压传动、电力传动、电磁传动和真空传动等多种方式,而在汽车的焊装夹具中,气压传动应用的最为广泛[4]。本文主要说明气压控制回路在夹具中的作用。焊装夹具大部分采用气压传动而不是液压传动,是因为气压传动动作迅速,反应灵敏,操作简单,每个行程时耗时较少。气压传动的动力空气来源比较普遍且廉价,相对于液压传动来说,不需要回收装置,用完之后排入大气,污染较小。传动回路中即使出现泄露,也不会造成较大影响。气压传动对工作环境要求不高,适应性强,在易燃、易爆、强磁、多尘等环境中也能稳定的工作,不需要过多考虑温度湿度等条件,便于实现过载保护,比电压等控制方式更优越。
5 夹紧力的确定
夹紧力的作用点应该正对于定位元件或作用在定位元件所形成的支撑面内,防止产生转动力矩,破坏工件的定位。夹紧力的作用点应位于工件刚性较强的部分,避免工件发生变形,夹紧更为可靠。夹紧力的方向应垂直于主要定位基准面,以保证加工精度,定位稳定,夹紧和加工过程中变形较小。夹紧力的方向应与工件刚度的最大方向一致,以减小工件的夹紧变形。作用点应尽量靠近加工表面,减小切削力对夹紧点的力矩,减少工件加工时的振动[5]。
汽车板材属于薄板,在焊接过程中容易出现变形,一般为波浪形和椭圆形的鼓包,在一些稍微厚点的薄板对接焊过程中,容易在焊缝附近形成凹陷导致整个板面扭曲变形,对于鼓包,可以看作为周边固定的板材在均匀分布的载荷q作用下形成的弯曲板,中心挠度f为:
(1)

作用在板材上的压力计算公式为:
(2)
E为板材的弹性模量;δ为板材厚度;v为板材的泊松比,取v=0.30。
计算夹紧力大小时,一般讲夹具和工件看成一个整体,将作用在工件上的重力,夹紧力,切削力和惯性力等列出静力平衡方程时,求出理论夹紧力,为使加紧可靠,一般再乘一个安全系数K[6]。
6 总结
汽车焊装夹具是汽车焊接工艺的重要组成部分,夹具的精度关系到焊件的强度和精度,本文利用SolidWorks建立了轿车焊装夹具的三维模型,并根据被加紧零件的特点,利用夹具定位原理对其进行优化设计,并得出计算夹紧力的计算公式,最后根据夹具工作需要对焊装夹具进行气压控制系统设计分析,为后续的设计和生产提供了理论依据。
