手工刃磨群钻的一种新方法分享
2019-05-30孙波
孙波
摘 要:本文针对目前技术教育和生产实践中对性能优异的群钻技术普及无方的技术原因进行探索,提出一种先画线后刃磨的手工刃磨作业模式,将在短时间内难以掌握的实用技能,分解为简单的多步工序,将刃磨钻头的随意性操作变为规范化作业,大大减少了初学者在练习提高阶段极容易发生的误磨和错磨现象,既适用于教学也可以应用于生产实践中。
关键词:群钻 刃磨 麻花钻 磨钻头 钻削
群钻虽是普通麻花钻刃磨改进而成,但却比现在广泛使用的普通麻花钻提高作业效率和工作寿命达数倍之多,同时还改善了加工精度和劳动条件。這项由中国人倪志福在60多年前发明的技术,早已成为国内外金属加工教科书的重要内容。联合国世界知识产权组织向倪志福先生颁发了金质奖章和证书。在表彰巨匠的同时也肯定了该项技术的历史和现实意义。可耐人寻味的是群钻的普及应用却受到诸多因素的影响,当用者爱莫能助,甚至闻所未闻;当教者束之高阁,敬而远之。这真实写照背后原因之一可能是群钻的刃磨比较麻烦,难以在短时间里熟练掌握。虽然不断有专用的群钻刃磨设备面世,也许因为都不太适应机械行业的性质和钻削作业的特点而未成气候。笔者探索并实践手工刃磨群钻,实验出新的方法用于教学,现做引玉之砖,意欲同行切磋,恳请指正,希望能有更多更好的刃磨方法和经验互相交流,共同提高。
一、磨前画线法——于普通麻花钻改型群钻的教学
1.所需器材
高度游标画线尺、方箱或V型铁、合金划针、平台或钻床工作台、电动砂轮机、角向磨光机、不同厚度和圆弧刀口的片砂轮。
2.画线重要参数的推求
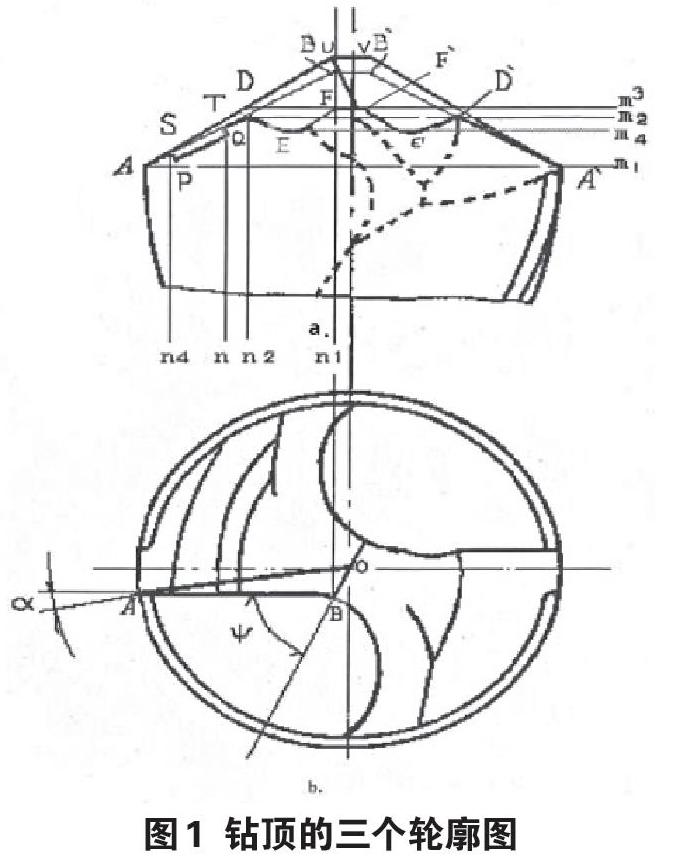
如图1所示,a图中AUVA是普通麻花钻的顶部轮廓线,ABBA是标准群钻的顶部工艺轮廓线,ASPQTDEFFEDA是标准群钻的顶部实际轮廓线;b图是标准群钻顶部工艺轮廓的俯视投影图,对画线比较重要的特性点是A.B.C.D.F等,其中B.C.D.F可参照图1及机械手册相关数据推求。
(1)b图中B点几何参数关系到橫刃斜角的角度和钻心的精度,图1b中Sinα=B0O·sin(180-Ψ)/AO式中BO——橫刃画线长度的一半,可实际量取,也可根据钻头的新旧使用长度在BO=(0.15~0.20)D/2之间选取;Ψ——橫刃斜角,一般群钻取65°;AO——钻头半径,可实际量取,对新钻头可忽略工艺锥度直接取公称直径;arcsinα=arc(0.16D/2·sin115)/0.5Dα=8.3°
(2)D点参数由以下两式给出DE=AD·sin(90-?)=0.3D·sin(90-62.5)≈0.14D; AE=AD·cos(90-?)=0.3D·cos(90-62.5)≈0.27D。式中?——标准群钻外顶角2?=125°;AD
——标准群钻外直刃长度,见图1,对于直径在15mm以上的钻头,其外直刃长度取1=0.3D。
3. 划法
划前先粗检钻头,如很不规范,应先粗略修磨成较规范的麻花钻。
(1)钻头在方箱V槽内竖直朝下,将高度游标画线尺的划针尖调准在两主切削刃外缘刃尖完整的高度上,在前面及棱带上划出多角环状的水平基准线m1,得到标准群钻的两外刃外缘刃尖A和A,如图1所示。
(2)自m2下移划尖0.14D,先后在两前刀面上划出m2和m2(要划到两端),得到两外直刃的两顶尖D和D所在的两水平线。
(3)自m2下移0.03D在两前刀面上划出m3和m3(划到两端),得到标准群钻的橫刃两端点F和F所在的水平面。
(4)自m2上移划尖0.1D,在两前刀面上划出m4和m4,得到标准群钻两月牙槽的槽底界线。
(5)钻头在平台上平放,使两主切削刃立于铅垂面内,忽略钻头的轴向工艺锥度,划尖自平台平面取上式数值AJ=0.46D高度,先在一个前面上划出n1直到顶端与m1相交得交点为C,与m3相交,交点为F,F为中间工艺的橫刃端点,CF可起检验作用;转动钻头180°,再划出n1与m1相交得交点C,与m3相交得交点为F。
(6)仍如以上(5)姿势,划尖自平面取上(3)式AE=0.27D,划出n2,过m1与m2相交得D点;转动钻头180°,划出n2得D点。
(7)将AE=0.27D均分为四,继续如上(5)姿势,划尖自n2线下移四分之一AE划出n3;自n3下移二分之一划出n4。
(8)钻头平放V槽内,用合金划针比着窄尺连接AD延长至n1得B点,线段AB是外顶角2?的一个边的界限。
(9)比照图1,在前面上划出分削槽STPQ,槽深0.03D,如图1所示。
4.初磨顶面
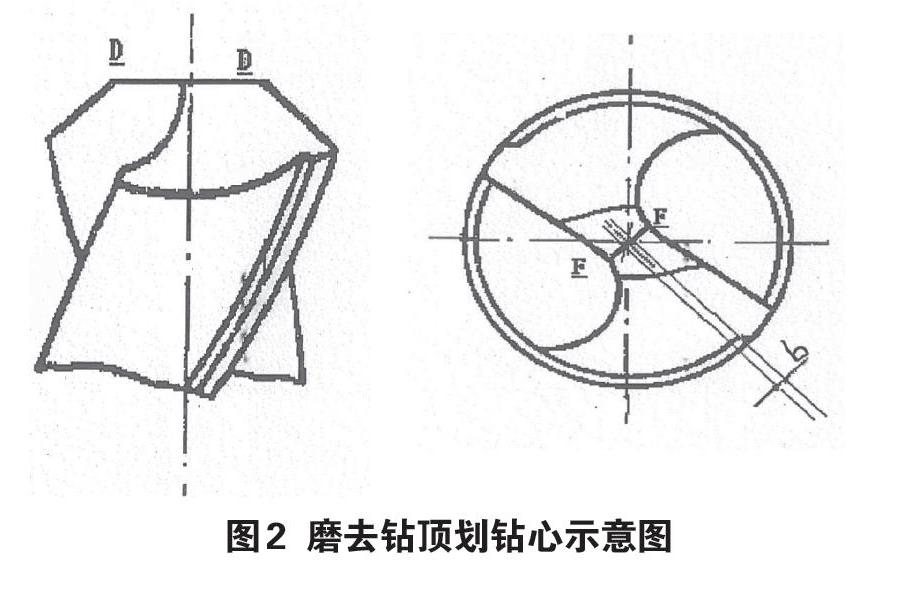
砂轮修平,沿钻头的m3和m3将钻头的尖顶磨去,如图2,注意不要过磨,不要使磨出的平面内凹。
5.划出钻心
钻头在平台上平放,划尖取钻头顶部AA之间实际直径尺寸的一半,连接F和F,形成橫刃斜角Ψ;划尖高度增加0.015D,使FF竖直,分两刀划出橫刃的要求长度(钻心)b,如图2。
6.划两月牙槽和内直刃
钻头平放于V槽内,比照图1参照表1,月牙槽和内直刃两者的宽度之比可取1:2,月牙槽不宜过浅,也不宜过大。从D点至m4最低点E再至F,在另一前刀面上也对称划出,也可比着小垫圈和窄尺划。
7.刃磨
(1)先磨月牙槽。用角磨机开槽,砂轮边缘的R略小于月牙槽的R,钻头小可两手分拿或者固定角磨机;钻头大可夾固钻头,手拿角磨机并使手有支点,注意防止砂粒铁屑迸溅,刃口处容易磨负切记少磨。
(2)磨外直刃。在电动砂轮上从后刀面尾尖起磨,磨过后面接近刃口时迅速脱离砂轮,沾水后再继续刃磨,以防刃口回火,后刀面磨三次后,刃口磨一次即可,磨刃口时要细看轻磨,谨防错磨和过磨。
(3)划完分屑槽。钻头取平位,用划尖在后刀面上参照图1b分别自S点和T点向其切削的反方向画线,切忌过大。
(4)磨分屑槽。参照上(1)磨月牙槽的方法开槽,用角磨机换上薄片砂轮或金刚石片砂轮,槽角根小一些,可以减小切削阻力,但也无需磨成直角,以免应力集中,注意后角要足够大。
(5)磨内直刃。用上(4)的角磨机砂轮侧缘磨削,大角度小力度,轻轻接触后刀面轻压向内直刃EF ,对低端使之过渡圆滑不要磨出细小沟槽,较高的一端是钻心,它既是群钻最重要的结构,又是最薄弱的部位,同时关系到精度、振动、工效及耐用度,要轻之又轻,勤看微磨,注意对称。
(6)修磨橫刃。磨普通麻花钻也可修磨橫刃,两者相差不大,都是磨掉后刀面的后棱,类似倒角,普钻的橫刃较长而突出,磨削量小;群钻的橫刃短且内陷磨削量较大,用角磨机较容易些。第二步是从两个刃瓣的方向上保持对称平衡,此一步是从橫刃的两端向中间大比例缩进磨至b宽度,也需要精确控制,若用比较厚大的砂轮易误磨主切削刃。
(7)精磨钻心。本法至第(4)已完成了标准群钻的刃磨,如对钻削有更高要求,可在钻床主轴上加装简易的转动角度指示装置,用以较精确地控制修磨角度。
二、小结
本文所提供的标准群钻手工刃磨方法,有十几步操作,对机械加工和钳工诸工种来说是驾轻就熟的经常性工作。按照以上步骤磨削工序明确,效果明显。本文采用华罗庚教授所阐述和总结的“以直代曲”的朴素方法,结合机械工厂中传统的常用画线,引入多量直线直接刻画在钻头上,把需要刃磨的部分划于界限之外,更适合缺乏技能的学生及青工,不再容易错磨和过磨。试用结果表明,稍具画线常识的人便可参照资料较为准确快捷地划出。这种画线是一种较为固定的模式,变化不多,越划越熟。考虑到以往关于群钻的论述和介绍模式单一,几何参数众多,使初学者不易取舍,本文推导成经验数据以方便现场使用。在实际教学或生产中,方式很多,可以制成卡片,可以载入手册,在学校可由教师备课讲授,也可以是数学、识图和工艺的三联课题,使学生在掌握这种易学易用技能的同时,也培养了他们实践需要理论指导的理念和善于联系理论的能力。
参考文献:
[1]北京永定机械厂群钻研究小组.群钻的实践与认识[M].北京:人民出版社,1967.
[2]徐平田.机床加工操作禁忌实例[M].北京:中国劳动社会保障出版社出版,2004.
[3]孙庚午.钳工手册[M].郑州:河南科学技术出版社,1984.
[4]逯萍.钳工工艺学[M].北京:机械工业出版社,2008.
(作者单位:淄博市技师学院,淄博市运通驾驶员培训中心)
