密集型母线槽短路放炮故障分析与处理
2019-05-29王大维罗浩宇言应相
王大维,罗浩宇,张 慧,言应相
(湖南中车时代电动汽车股份有限公司,湖南株洲 412007)
0 引言
封闭式密集型母线槽[1]因其结构紧凑、安装方便、稳定性好、载流量大等性能使得其在工厂的低压配电系统中广泛应用,目前公司配电系统中将密集型母线槽作为供电系统中的主要干线,担负着重要线路的输配电。其中3#配电室的3200 A 母线槽负责对涂装设备供配电,当3200 A 动力母线槽发生短路放炮故障时,即造成涂装生产电力供应中断,所有车间生产线瘫痪。密集型母线槽是根据现场安装条件单件设计制作,重新制作母排周期较长,因此为避免因长时间停电给公司造成严重的损失,必须根据母线槽制作工艺要求,自行对母线槽进行修复,以降低长时间电能中断对公司影响。母线槽结构如图1 所示:
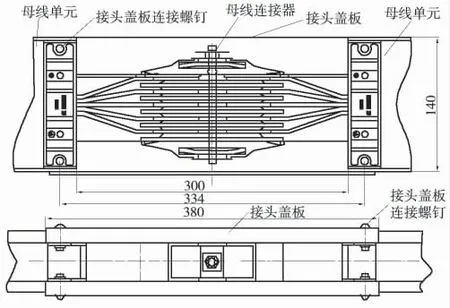
图1 母线槽结构
1 母线槽放炮故障现象
公司正常生产时,涂装设备突然发生电力供应中断,全部瘫痪,经对现场设备以及供配电系统进行检查,发现配电房有黑烟冒出并伴有异味,相关人员立即将受损线路开关断开,并恢复其他设施供电。所有供配电开关断开后,用500 V兆欧表检查发现B/C 相短路,组织维修人员即对烧焦部位进行拆解检查,判断故障为供电母线槽发生短路放炮,造成用电中断。
2 母线槽放炮故障原因分析
母线槽故障点发生在母线的接头处,造成母线放炮故障的原因可能为以下4 点:①连接处因密封不良,有雨水或异物进入,造成短路;②母线设计选型错误,超负荷运行;③安装质量不合格,达不到标准要求; ④连接处因螺丝扭矩力不够,引起的接触电阻变大导致的发热损坏绝缘材料。
对可能的原因进行判断后,即逐项进行分析排除,首先配电室建在厂房内,有厂房和室体两层防护,通过对屋顶及周边进行检查,无漏雨迹象,并且连接器防护板完好,排除进入雨水或异物的可能。
母排为矩形排,截面积为220×6 mm2,根据母排的载流量计算公式见式(1)。

式中,b 为母线厚度(mm);h 为母线宽度(mm);k 为系数(A/mm2),可知母排载流量为4620 A>3200 A,以前在车间设备满负荷生产时监控的最大电流是2800 A,一般稳定在2200 A设计选型合理,母线槽不存在超负荷运行的可能。。
在对故障母线进行拆除时,作业人员发现母线连接器的连接螺栓(M12)外端帽未紧固至断裂,力矩标志牌未脱落,即未达到力矩螺栓的紧固力矩要求,即由于螺栓松动,造成接触不良,接触面发热,绝缘层失效导致放炮。
综上分析,确定造成母线槽发生放炮故障的根本原因是母线槽安装不满足要求。
3 密集型母线槽放炮故障一般处理方法
对故障的母线槽进行拆解后,经检查确认母线槽端头绝缘材料烧焦,无法使用,融化产生的焦渣粘附在铜排上,而铜排本身未发生击穿等严重破坏,即可以再利用。于是通过重新采购受损的连接排、绝缘纸等材料,并对铜排再处理,以在最短时间内修复母线槽,恢复生产供电。
母线槽修复工作主要包括[2]:母线槽拆解、铜排搪锡、铜排表面处理、铜排绝缘包裹、母线槽装配及母线槽安装。
母线槽进行拆解:首先把母线槽烧损的两段拆解下来,运到维修间进行拆解。母线槽的铝合金外壳是用钢铆钉铆接的,第一步采用角磨机把钢铆的帽子磨平再用钢冲冲掉。然后把每相铜排作头尾、相序编号。第二步拆除铜排的绝缘材料并把没有损坏的绝缘膜套放好准备再有。
铜排搪锡:用砂纸和磨光机打磨去除母排连接处的放炮融化产生绝缘材料焦渣、金属颗粒、金属融肉瘤使铜排接触面平整。用钢板制作一个可以融锡钢锅,它内空间大小可以把铜排需要搪锡的部分插入还余有5 cm 左右的高度。用木材加柴油再将钢锅加热至250 ℃左右后开始在钢锅内上加锡块,使锡融化可以盖过需要搪锡铜排端头。用(10~20)%的稀硫酸来给需要搪锡铜排端头除脂,当铜排变色后用清水清洗稀硫酸。把清洗后的铜排放入融锡钢锅搪锡。刚刚放入融锡钢锅的铜排马上会因温差有锡凝固铜排上,必须等凝固锡再次融化,把搪锡铜排提出融锡钢锅用干净的胶板平整抹去多余的锡,使锡均匀覆盖在母线表面。
铜排表面处理:铜排镀锡冷却后,在钳工台上使用橡胶榔头对母排的直线度和转弯角度进行校正,需要虎钳夹持时,用棉布包裹夹持部位以免损伤铜排。
绝缘包裹:校正后,使用干净的抹布加酒精将铜排表面灰尘、杂质擦净,用刷子把使用在电动机的绝缘漆刷到需要绝缘铜排上。把刷绝缘漆的铜排放入烤漆间烘烤。铜排表面处理完成后,即对铜排进行包裹绝缘,首先用专用母线的绝缘材料膜套包裹铜排中间到两端头折弯处2 层绝缘材料膜套搭口必须错位,包裹直排部分、包扎绝缘膜时要均匀覆盖,不能有翘起或者褶皱现象,每隔400 mm 使用透明粘胶带顺着包扎方向固定。后从直排部分(30~50)mm 处开始往端头缠绕母线专用带粘性的绝缘带,当缠绕到端头后再往回缠绕,共缠绕2 层,缠绕时后层搭前层的一半,包裹要求紧密,包扎层数按规定执行,以免影响装配整体厚度、精度。
母线槽装配:使用锉刀等工具将母线槽壳体内的焦渣清理干净,使用砂纸打磨平整,并对变形的侧板进行矫形修复,确保侧板间距满足铜排安装尺寸。根据铜排相序将铜排逐个缓慢落放到壳体的槽体内,槽体内先垫使用在电动机的绝缘纸,放铜排时需轻拿轻放以免损坏绝缘层,铜排全部放进壳体后再将底板盖好,并在原孔位使用铆钉固定好。
母线槽装配后,使用500 V 兆欧表测量母线槽的相间、相与中性排、PE 排、相与外壳之间的绝缘性能,要求绝缘电阻应>20 MΩ[3]。
母线槽安装:由于受损安装在配电室内,因此母线槽只能采用手动葫芦和棉质吊带捆绑进行吊装,在安装时,应严格按标准执行:
(1)母线槽吊装搬运时,轻拿轻放避免连接部位以及外壳发生碰撞。
(2)母线槽落位对正时,只能用木板垫橡胶榔头进行敲击,不得使用铁锤等。
(3)连接器使用双头力矩螺栓连接,紧固时,使用力矩扳手拧住螺栓外端帽进行紧固,直至螺栓外端帽颈部断裂力矩标志牌脱落。
母线槽安装完成后的检测:
(1)把母线上各插接箱开关断开,在配电室内用500 V 兆欧表,测量各相间绝缘阻值>10 MΩ。
(2)在配电室内把母线的三相线加N 线短接,用万用表在母排的最末端插接箱处测量N 线与各相线间的电阻值是否相等,阻值应<0.1 Ω。
(3)拆除各短接线,做送电前的准备。并试送15 min 电,无异常后,停电,把母线上插接箱各开关全部合闸,在配电室通知车间正式送电,让车间起动设备运行,当母排电流达到1000 A以上后,用红外温度检测仪检测各接头处外壳温度,母排温度均匀,并不高于室温20 ℃。
4 密集型母线槽运行维护要点
为提高配电系统的安全性,母线槽投入运行后,必须要定期做好检查维护[4],及时排查母线槽使用过程中的隐患,避免造成停电及损坏母线槽等事故。母线槽的日常运行维护内容主要包括以下3 点:
(1)连接螺栓检查。母线安装时连接部位的螺栓都是按照规定力矩拧紧(力矩螺栓),一般情况下不会发生松动情况。但在母线长期运行时,由于热胀冷缩、震动等原因可能造成螺栓松动,因此需要对螺栓的连接情况进行检查紧固。
(2)温升检查。母线带负荷运行后,温度必然会升高,根据国家标准要求母线金属外壳表面温升应<50 ℃,插接部位温升应<55 ℃,整体外壳的温度<70 ℃。因此需在母线满负荷工作时,使用测温枪检查母线温升,温升过高时应检查母线是否超负荷运行以及母线连接处是否有异物等。
(3)电气检查。母线始端和终端的相电压之差通常不应超过电源电压的5%,超负荷运行或插接部分接触不良都会造成电压降过大,影响供电质量。
5 结束语
通过详细介绍密集型母线槽发生短路故障事故的处理的一般方法,为后续生产中对母线槽的设计选型、安装维护等提供进一步的经验积累。
母线槽作为电力系统的主要组成部分,其运行可靠性对生产稳定性及人员作业安全性起着至关重要作用。为确保母线槽安全可靠运行,在母线槽的设计、施工、验收等各个阶段都应按相关标准以及工作经验严格要求。
设计选型阶段:应根据使用场所和所需容量等条件正确选择母线槽的类型、载流能力和防护等级,通常当额定电流大于1250 A 时选用封闭式密集型母槽,母线槽的载流能力应>最大负荷电流。
安装施工阶段:母线槽进厂安装前应对母线槽的合格证、技术文件、检验报告等文件资料进行核查,并对外观质量等进行检查,确保来料质量满足设计要求。施工过程中应根据母线槽安装标准规范施工,严格把控施工环节,避免因施工缺陷造成安全隐患。
运行维护阶段:为确保配电线系统的安全性和可靠性,应定期对母线槽进行检修维护,包括外观、温升、压降等性能参数。
