浅谈液压仿形车床CE7132A电气控制系统PLC改造
2019-05-14姜华钱晓亮徐鸿雷柳燕张雷王波刘海艳
姜华 钱晓亮 徐鸿雷 柳燕 张雷 王波 刘海艳
(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
0 引言
随着国防现代化和武器装备的发展,各种产品的加工要求也是越来越高、加工周期要求也是越来越短。为适应产品高精度的要求,同时兼顾经济需要,产品的机械加工工序也是逐渐精细化。在产品精车前,往往进行多道粗车加工,仿形车床由于可以自动加工形状较复杂的成批工件,且生产率比普通车床高10~15倍,而被大量使用。
1 设备改造原因分析
本公司的CE7132A型仿形车床是90年代生产的电气—液压控制自动车床,该车床的自动生产过程是由中间继电器、转换开关和行程开关实现其逻辑关系进行自动控制。机床的自动循环包括:主轴转速和进给量的变速;仿形刀架的工作进给;快速进给;快速退回以及行程的次数;横切刀架的快进、快退、进给的切入和退出等功能。
该机床本公司已使用近20年,其电气、液压、机械等方面均由于长期使用而有不同程度的磨损,尤其是机床的电气系统,线路复杂,小型中间继电器经常工作不可靠,致使电气故障经常发生,给维修和保养带来极大的困难,已远远不能适应实际生产需要,对该机床的改造是事在必行的。经分析、论证,大家一致认为可以采用可编程序控制器PLC来改造该机床。
2 PLC的特点
2.1 PLC的定义
可编程序控制器PLC定义:可编程控制器是一种专门在工业环境应用而设计的数字运算操作的电子系统。它采用一类可编程的存储器,用来在其内部存储执行逻辑运算,顺序控制、定时、计数与计算操作等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械设备和生产过程。[1]
2.2 PLC的优点
1)可靠性高,抗干扰能力强[2]
高可靠性是电气控制设备的关键性能。PLC由于采用大规模集成电路技术,内部电路采取了先进的抗干扰技术,具有很高的可靠性。使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数千分之一,故障也就大大降低。此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息,这样整个系统具有极高的可靠性。
2)模块化组合结构,适用性强
随着PLC技术的发展,现已形成了各种规模的系列化产品,可以用于各种规模的工业控制场合。PLC的功能单元大量使用在位置控制、温度控制、CNC等各种工业控制中。PLC与计算机的结合使得PLC组成各种控制系统变得非常容易。
3) 易学易用,操作简单
PLC采用面向控制过程的编程语言,简单、直观、易学易记。它采用继电器控制电路形式编程,既继承了传统控制电路的清晰直观,又因它接口容易,编程语言易于为工程技术人员接受。
4)系统的设计、建造工作量小,维护方便,容易改造
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,维护、维修也变得容易起来。同时PLC的体积小、重量轻、能耗低,可以很容易装入设备内部,节省设备能源消耗。
3 PLC型号的选择
由于PLC的体系结构是封闭的,各PLC厂家的硬件体系互不兼容,编程语言及指令系统也各不相同。根据该机床的技术性能和PLC技术的特点,我们采用日本欧姆龙公司型号:CPMIA-650I/O(输入34点,输出20点)的可编程控制器,对其电气系统进行PLC技术改造。
4 机床的改造
CE7132A型仿形车床是有逻辑关系较为复杂的电气系统,机床的一、二次仿形;横切刀架和仿形刀架的联动,均靠万能转换开关进行变换,动作的连贯性强。经分析、讨论,制定了PLC改造设计的工作流程图(见图1)。为保证改造过程中改线和接线的正确性,编制了PLC的输入、输出量分配表(表1),并按机床的工作需要绘制了PLC接线图。
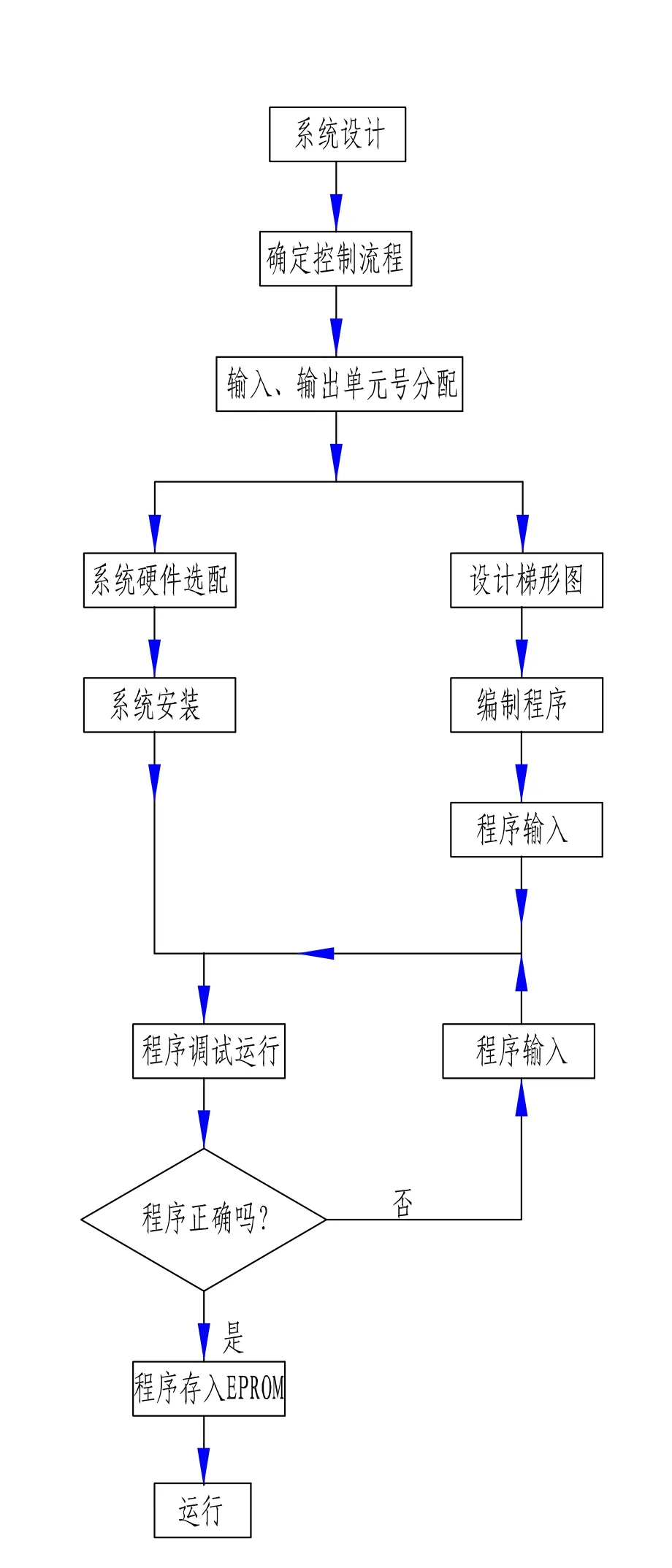
图1 PLC改造设计步骤流程图
在设计PLC梯形图时,考虑到该机床电动机启动电路、液压泵电机启动电路等主电路电流较大,故保留了该电路的全部交流接触器主电路,而将其32个小型中间继电器逻辑控制电路用PLC机代替。
为节省PLC输入点,我们将三位控制方式选择采用两点输入编码进行编程。这样三个方式选择开关可以节省三个输入点,同时能满足机床功能要求。
为保证PLC机可靠工作,将输出点带动中间继电器,再由继电器触电控制电磁铁,这样可以减少输出负荷,我们还将中间继电器和电磁铁并联续流二极管,以减少输出继电器及电磁铁线圈反电动势对PLC机输出点的冲击。

表1 PLC输入、输出量分配表
取消原横切刀架形成位置由行程开关控制的方式,采用无触点的接近开关控制。这样可以使横切刀架在工作环境非常不好的条件下,免去经常维护修理,实现了该处的无故障工作。
5 技术经济评价
通过对CE7132A型仿形车床PLC技术改造,技术性能得到更新,使其具有了较高的技术经济价值和使用价值。
据统计,本次设备技术改造费用仅1万余元(含PLC机价),且PLC机的应用在可靠性和先进性方面都非常好,远远优于继电器电路,有效的补偿了机床的无形磨损。在节能降耗方面,PLC机也显示出较大的潜力。原设备中的继电器电路消耗功率为90W,用PLC改造后功率小于20W,即节能70W,若按每天工作两班,每月工作25天算,年节能可达336KWh以上,节约2万元/台。
改造后的CE7132A型仿形车床不但具有电气系统简单、动作准确可靠的特点,而且维护保养也是很方便的。经3个月的试使用,其故障率较改造前有明显的降低,由原60%减低至10%左右。
