宽厚板热矫直机矫直方案
2019-05-13吴庆君
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西030024;2.淮南市石油化工机械设备有限公司技术部,安徽232033)
高强度宽厚板热矫直机所需矫直钢板温度高达450~950℃,矫直板材厚度范围广、承受矫直力大,要求矫直精度高,为满足矫直力能参数的要求,往往需选用较大的矫直辊径;通常中厚板热矫直机的辊数为九辊,因为较少的辊数和较大的辊径值会降低板材的矫直精度,所以必须制定合理的矫直方案以达到矫直精度的要求。制定矫直方案要结合所需矫直板材的特点,矫直机的结构设计也需符合矫直方案的调整要求,因此热矫直机必须针对矫直钢板温度高、矫直精度要求高、矫直节奏快、辊缝参数设定简便快捷的特点制定相应的矫直工艺,并按此工艺调整要求进行设备结构设计。
为提高矫直效率,应使板材残余曲率的不均匀性迅速缩小,在满足矫直力能参数条件下多采用大变形矫直方案,因此轧件在各辊下的压弯量逐渐减小是矫直过程中的1个重要特点,由于矫直机的下排矫直辊固定,所以要实现各辊压弯量逐渐减小,需通过对上排矫直辊的压下量进行调整来实现。
大变形矫直方案大致划分为大变形线性递减方案与大变形小残差方案,这两种方案在上排矫直辊调整方式上分别对应于整体调整方式与各辊独立调整方式。其中上排矫直辊整体调整方式的压弯量是按较小的等差值逐渐减小的,其矫直过程比较缓慢,并且残留曲率收敛规律不完全一致,所以此矫直方案在较少辊数条件下的矫直精度相对较低,但此矫直方案具有压下参数设置方便快捷、设备结构简单的优点。另外,处于高温状态的板材屈服强度很低,屈服强度的降低也使材料的最小弹复曲率降低,从而降低了残留曲率值,相应的提高了矫直精度,因此大变形线性递减方案是适用于宽厚板热矫直机的。
1 矫直方案及其应用
九辊中厚板热矫直机的上矫直辊系调整方式如图1所示。

图1 上矫直辊系调整方式
1.1 矫直方案
因为上排矫直辊为整体调整方式,所以在倾斜调整时压下量是线性递减的,其大变形矫直方案为:第2辊按相对反弯曲率5.5设定压下量,第8辊按相对反弯曲率1设定压下量,中间各辊压下量按线性递减自然形成。按此方案板材在各矫直辊下的曲率变化见表1。
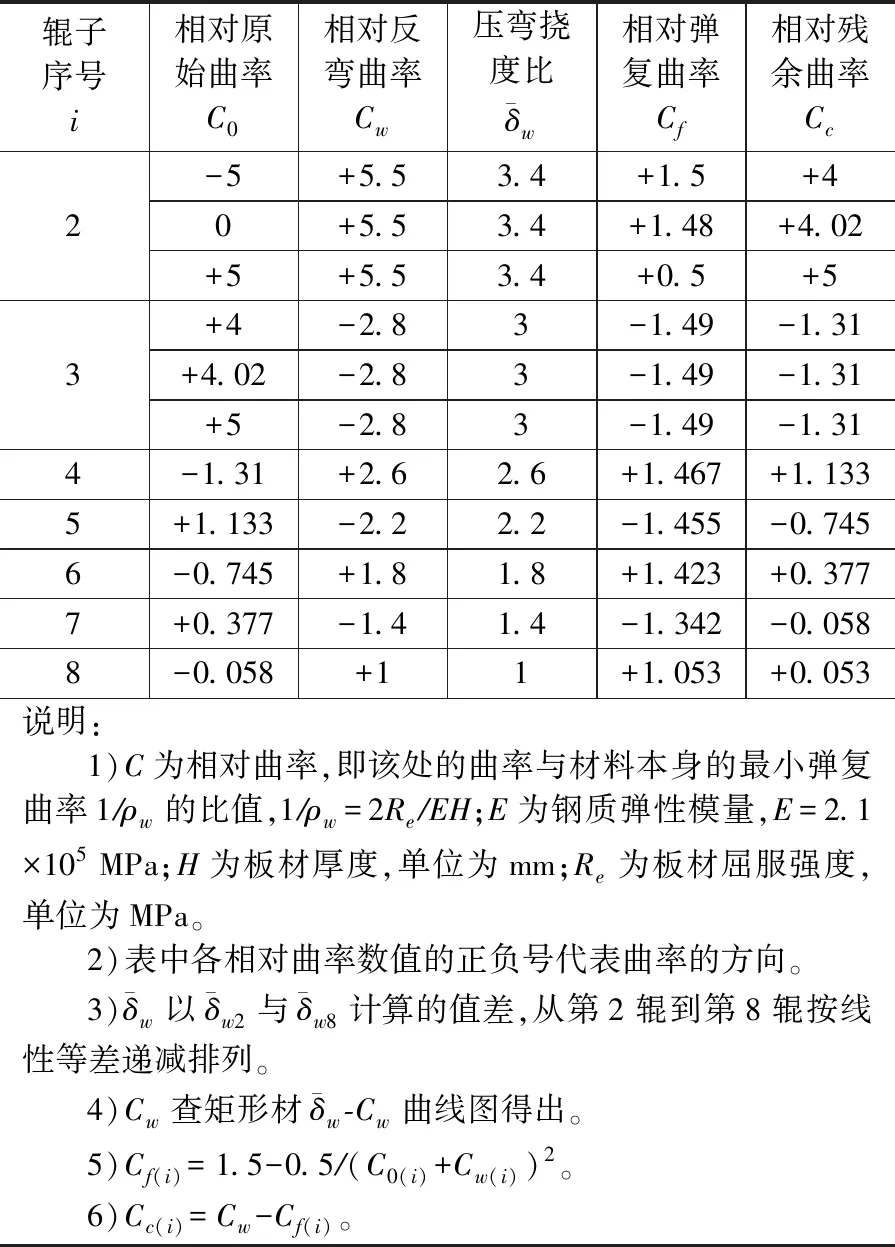
表1 各矫直辊下的曲率变化Table 1 Curvature variation under each straightening roller
由表1可以看出,由于压弯量是按较小的等差值逐渐减小,其反弯过程比较缓慢,加之宽厚板矫直机的辊数较少,所以此矫直方案最终的矫直精度相对较低。
1.2 矫直方案的应用
以图1所示九辊中厚板热矫直机对矫直最为困难的薄板进行矫直为例进行说明,矫直辊主要技术参数如下:
辊数n:9;
辊径D:220 mm;
辊距t:260 mm;
下边辊辊距t1:340 mm;
辊缝调整方式:上排矫直辊整体调整,下排边辊可单独调整;
板材厚度h:6 mm;
矫直钢板温度:450~950℃;
板材屈服强度Re:≤250 MPa(热态)。
压弯量的设定如下:
(1)计算第8辊处压弯量δ8:

δt6为厚度6 mm板材的弹性极限挠度,计算公式如下:
δt6=2l2Re3Eh=0.56 mm
式中,l为辊系内零弯矩点到压力作用点间的距离,l=0.25t=65 mm。
(2)计算第2辊处压弯量δ2:
δ2=2δw2=3.808 mm
按以上计算结果设定上排第2辊与第8辊压弯量后,就完成了辊缝值设定。
(3)按第8辊相对残留曲率Cc8计算矫直精度:

ρc8为Cc8对应的残留曲率,ρc8=Cc8ρw=0.000 021 mm-1;
由上计算得出,矫直厚度6 mm的薄板,每1 m长的工件有2.63 mm的挠曲度,作为热矫直机这个矫直精度是相对较高的。另外,对于厚板的矫直精度在板材屈服极限满足力能参数的条件下都会高于此例。
2 上排矫直辊整体调整装置
为实现以上调整方案设计了上排矫直辊整体调整装置,通过安装在机架横梁与活动梁间的4个HAGC液压缸的调整来实现,当四缸同步调整可实现上辊系的垂直调整,分组调整可实现上辊系的倾斜调整。
3 结论
采用大变形线性递减矫直方案,具有上排矫直辊整体调整功能的中厚板热矫直工艺参数设定便捷,针对高温板材的性能特点满足矫直精度要求。为了提高大变形压下量的入口咬入条件,第1辊与第9辊采用大辊距,并设有独立调整机构,通过特定的“咬入控制”解决了最小板厚的咬入条件,实现了对薄板进行矫直,再配有液压HAGC动态补偿和上辊系整体预弯技术将极大的提高成品质量与生产效率。