数控机床编程与操作实训课程的实践教学探索
2019-05-09刘丽明闫航瑞
刘丽明 李 红 闫航瑞
武汉工程科技学院 湖北武汉 430200
数控机床编程与操作实训是机械类专业学生的主干课程,数控加工技能是职业能力中的核心技能。通过该课程的学习使学生能够综合运用数控加工技术的基础知识与基本理论,熟悉数控加工的基本操作,掌握数控编程软件的使用,增强实际动手能力,为今后从事数控领域工作打下扎实基础。而本课程涉及内容较多,覆盖知识较广,使得学生在学习过程中理解与吃透知识点较困难,因而在一定程度上挫伤了原本基础较薄弱的独立院校学生的积极性,教学效果不太乐观。因此,如何吸引学生的学习兴趣和热情,使学生在数控机床编程与操作的实训课程中最大可能地提高专业技能、培养应用技术型人才成为教师教学改革任务的重中之重。在此基础上提出“印章编程与加工”作为数控机床编程与操作实训课程的教学任务,期望通过该课程能激发学生对数控机床课程学习的兴趣与热情,进而增进对本专业的认识与理解。
1 教学应用实例的提出
数控机床编程与操作实训课程教学环节在工程实训中心进行,由企业技术人员培训、指导教师带队现场指导、提示答疑、学生完成实训内容及撰写实习手册与实习总结报告等方式组成。本教学环节由三部分组成:数控车床实习、软件编程(Mastercam)及数控铣床实习。学生通过三部分的学习,要求能独立完成一个刻有自己名字的印章的数控加工。为了能使学生掌握螺纹的数控加工方法特将印章设计成两部分,手柄的加工(如图1所示)和印章底座的加工(如图2所示),再用螺纹连接组合成一个完整的印章。
学生通过对该零件进行工艺分析、工艺方案制订、数控加工程序编写、校验与加工等进行学习,初步具备编制沟槽、倒角、内外螺纹、圆柱面等要素零件的数控加工能力,同时掌握该类零件的加工方法与技能。在数控车床上,用Ф45×120毛坯加工出图1印章手柄和图2印章底座零件,加工工艺过程如表1和表2所示,在数控铣床上,用表3所示的加工工艺过程对印章底座进行2D挖槽。

图1 印章手柄

图2 印章底座
2 数控车床加工
根据零件图进行工艺分析后,就可以编写加工程序进而指导生产加工了。印章零件先用数控车床加工出印章的手柄和印章底座的内螺纹,再由数控铣床雕刻出字体。数控车床的程序由人工编制,数控铣床的程序借助相应配套的硬件和软件自动编程。
2.1 手工编程
要求在分析工艺过程的基础上,编写加工程序。
2.1.1 选择机床与刀具
加工该零件选择的是大连机床厂的FANUC Oi T系统,前置刀架式数控车床加工,编程的原点设在工件右端面与Z轴相交的交点上。
2.1.2 加工步骤
(1)G71粗加工去除部分余量,G70精加工。(2)加工退刀槽。(3)G92加工外螺纹。(4)掉头,G73外形粗加工SR15和R5的圆弧。(5)沿G73轨迹用G70精加工,保证圆弧面的光滑连接。
2.1.3 选择刀具
(1)1号刀为75°的外圆车刀,S600,F0.15。(2)2号刀为切槽刀,刀宽为3 mm,S500,F0.05。(3)3号刀为螺纹刀,S300,F2(螺距)。(4)4号刀为35°外圆尖刀,S600,F0.15。
2.1.4 编写加工程序(略)
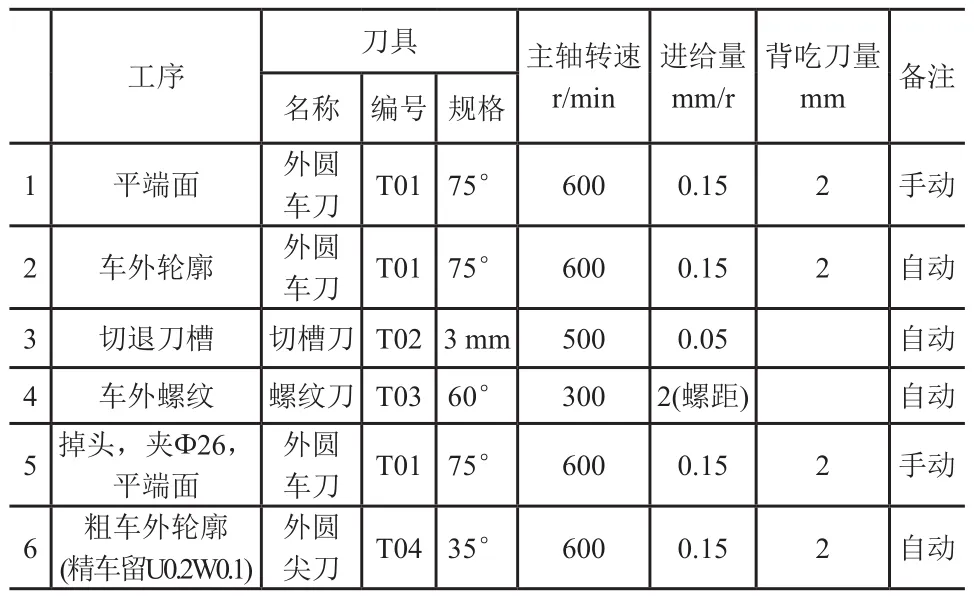
表1 印章手柄加工工艺过程

表2 印章底座车床加工工艺过程
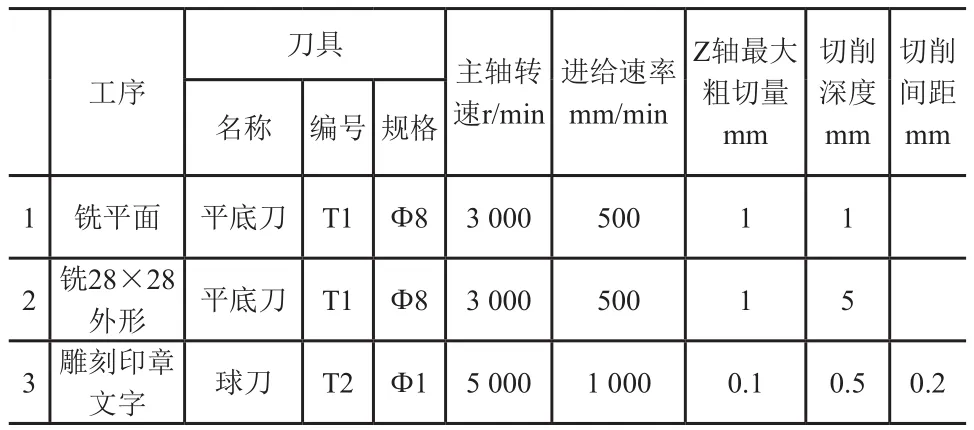
表3 印章底座文字雕刻(2D挖槽)
2.2 数控车床操作
2.2.1 试操作
在进行对刀和加工之前,对学生进行2个学时的操作练习,包括仿真系统的练习和数控车床系统的练习。仿真系统采用的是斯沃数控仿真系统,对数控仿真系统的练习可以加深学生对数控车床的认识,也可以进行虚拟加工,验证程序正确性。对数控车床的练习包括操作面板、手轮、装夹和对刀等操作的练习。

图3 仿真加工印章手柄

图4 仿真加工螺纹
2.2.2 对刀
对数控机床而言,零件加工之前最关键的一个操作就是对刀,即保证刀具与工件加工位置的正确性。在本次实习过程中采用的是手动试切对刀的方式[1]。具体操作顺序如下。(1)装夹好工件和刀具。(2)手动选择刀具T0101/T0202/T0303。(3)确定主轴转速使主轴正转。(4)点动方式使刀具快速接近工件(先快进后手轮)。(5)用手轮操作,移动刀架使刀具靠近工件,车削端面。(6)保持Z轴不动,使刀具反方向退出,主轴停,打开刀补界面,输入Z向测量值,完成Z向对刀操作。(7)确定主轴转速且使主轴正转。用手轮操作,移动刀架,车削外圆,长度约10 mm。(8)保持X轴不动,使刀具沿着-Z方向移出,主轴停,测量工件外径,进入刀补界面,输入X向测量值,完成X向当前的对刀操作。(9)手动选择其他刀具,对其他2把刀具进行对刀。对剩余的刀具进行对刀时,不用再进行切削对刀,只需要使刀尖轻轻接触上工件的端面和外圆面即可。重复上述(7)(8)的操作,修改刀具的刀偏参数即可[2]。
2.2.3 实施加工
将已经编制验证无误的程序输入到车床系统中,进行正确的对刀之后,就可以在自动模式下进行零件的加工了。
3 数控铣床加工印章底座
印章的外形已经加工完成,还需用铣床把自己的名字加工出来,手动编程比较烦琐,所以采用Mastercam软件进行自动编程。Mastercam软件实现文字的建立及自动编程加工过程,并将生成的G代码传输到数控铣床上,实现文字的建模、仿真和实际加工。
3.1 Mastercam程序编制过程
文字模型建立印章的尺寸为28 mm×28 mm,材料为尼龙棒料。本例要加工的文字为“胡西子”,字体为“魏体”,字体大小为12 mm×12 mm,居中。字体深度为0.5 mm。
3.1.1 毛坯设定
毛坯零件是已经在数控车床上加工完成的印章底座,底座的圆柱端尺寸为Ф40 mm,在该端面上加工完成印章名字的雕刻。利用“材料设置”添加毛坯,将边界盒设置为40 mm×40 mm即可。
3.1.2 构建文字刀具路径
设定好的毛坯材料的上表面为待加工平面。因为印章的汉字为凹形文字,因此只需要把文字外轮廓的内部材料铣削除料即可。步骤为:文字创建→文字镜像→设置加工边界→加工设计。铣削工序是平面铣削→外形铣削(2D)→2D挖槽。
3.1.3 实体切削验证及后处理G代码的生成
具体操作步骤为:在Mastercam中调用操作管理器,依次选择所需检验的刀具轨迹进行仿真加工。如果没有错误,关闭模拟功能,执行后处理,设置相应后处理参数,即可生成G代码程序。
3.2 文字在数控铣床上的雕刻
在Mastercam软件中,对所生成的雕刻文字的路径轨迹进行了验证,并生成了相应的G代码,因为所采用的仿真软件是数控加工中心,而实际加工设备是数控铣床,因此对代码作以下修改:(1)删除第四轴数据“A0.”以适应三轴加工中心;(2)删除换刀指令M6;(3)将M01换成M00。最后通过USB传输至数控铣床上读取写入。
将印章的底座装夹好后进行对刀。所谓的对刀实际上就是确定工件坐标系的原点在机床的机械坐标系中的绝对坐标值[3]。印章底座的加工采用的是手动对刀的方法,借助偏心式寻边器对刀法进行X,Y两个方向的对刀,借助准备好的100 mm量块进行Z方向的对刀。对刀完成后,在编辑模式下,自动运行程序。最终完成图5和图6所示的个人印章加工。
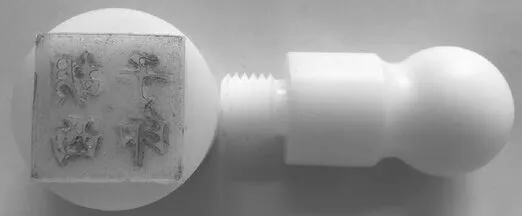
图5 印章手柄和底座实物图

图6 印章完整实物图
4 结语
借助印章零件的加工,使学生对零件的加工工艺、数控车床和数控铣床操作练习都有了一定的认识。在车床练习中使用手工编程,在铣床中使用MasterCAM对所要加工的字体进行模型的建立与自动编程,激发了学生的学习兴趣,将理论授课与实践操作进行完美的结合,调动了学生的学习积极性。并且在教师和工人师傅的指导下画图、编制工艺步骤、编写程序直到做出实体零件来。
总体而言,此次数控实践教学的教学效果达到了预期的教学目标,同时也提醒教师在今后的课程教学实例上下功夫,提出难度恰当、能激发学生学习兴趣的例子[4],使学生能将理论知识与实践操作结合,实现培养应用技术型人才的教学目标。
