大口径直管焊接自动化设备研制
2019-05-09
(上海外高桥造船有限公司,上海 200137)
随着焊接自动化水平的提高,先进管系加工车间已有在焊接中采用自动焊工艺,如采用轨道式焊接小车、焊接摇摆机和焊接机器人等。焊接机器人在国内管子焊接的应用并不多,且对原材料的质量精度要求比较严,后期维护中费用较高,对与国产大部分管子、特别是大口径有缝钢管并不适用。
为此,考虑将托架与摇摆机进行结合,降低施工难度,提高效率、提高焊接质量。同时,从数据源头抓起,在图纸分解阶段,把图纸细化成纯直管、纯弯管、镶管等,为管系制作提供有力的数据支撑;采购摇摆机、滚轮架以及控制速度装置等相关设备并利用船厂现有资源和技术对焊接工艺进行改进。针对焊接摇摆机的单独使用已经非常成熟,这次计划建立一条以焊接摇摆机为主的能够形成规模化规范化的焊接流水线,运用摇摆机与焊接滚轮架的交错、创新组合,以达到管子两侧同时施焊,焊缝成型质量良好的效果。
1 现场调研
1.1 焊接摇摆机
计划采购国产的焊接摇摆机和滚轮架。国内相关设备产品的技术已经非常成熟,且相比之前国外进口的焊接设备成本低很多,后期维护也方便。
1.2 焊接滚轮架
目前市面上管子法兰焊接的自动化设备越来越多,与焊接设备配套的管子滚动装置必不可少。有关管子滚动装置各种各样,但归并类型大致是滚轮架式和夹取卡盘式。
1)普通滚轮架。由2组或多组滚轮并联起来以达到承载且滚动管状类物体动作的目的,见图1。

图1 滚轮架
普通的焊接滚轮架使用时,管子在滚动时就会向轴侧渐渐移出,或是当管子稍有一点不圆,滚动时也会往轴向一边渐渐滚移出来,特别是应用在大口径管子时,国产管子管径406 mm以上的大多都为有缝钢管,当滚轮在接触钢管焊缝时就会出现跳振现象。因此在作为配套自动化焊机精准焊接工作时,这类滚轮架不适宜使用。
2)卡盘式滚轮设备。是由一个圆盘上安装3组或3组以上夹爪的卡盘,通过夹爪夹住管子一端滚动的设备装置,见图2。
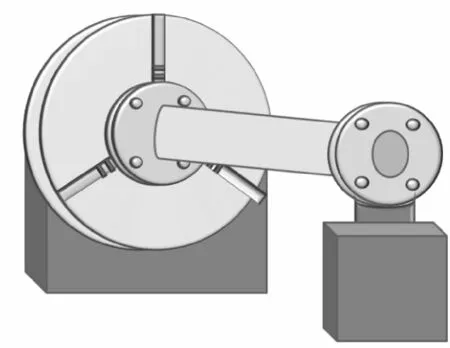
图2 卡盘时滚轮
该类型夹爪卡盘有一个缺点,其通过夹住管子法兰一端带动整个管子滚动,但是只要法兰与管子装配稍有一丝垂直度的偏差,则管子的另一端将会呈喇叭形摆动,根本无法使用自动化焊接设备焊接;而如果只在卡盘一端焊接时,也只能焊接外圆焊缝,内圈焊缝则被卡盘挡住无法焊接。
因此,当用于配套自动化焊机精准焊接工作时,这类卡盘装置也不适合使用。
需要一种滚轮架,可以在解决装配法兰的直管子在应用自动化设备焊接时,其滚动状态能够保持稳定、不偏移、不振动,同时能够不受管子自身缺陷(不圆、饶度差)、装配精度偏差等影响,使支撑管子的滚动装置能够在焊接自动化设备中达到最佳配合应用状态。
2 方案确定
2.1 初步方案
1)摇摆机。考虑到国内的焊接摇摆机的技术[1]已经日渐成熟,因此,采用国产化的焊接摇摆机和焊接滚轮架。
使用三角铁制作焊接摇摆机和焊接滚轮架的轨道,合理制定几组摇摆机和焊接滚轮架间距,便于后期管段在焊接时两端可以同时焊接。
2)滚轮架。经观察,对滚轮架的一侧滚轮做改进设计,将滚轮由圆柱形改为V形,在焊接管子时将管子一侧法兰卡在V形槽中(见图3)。如此,管子转动不会产生滑移。
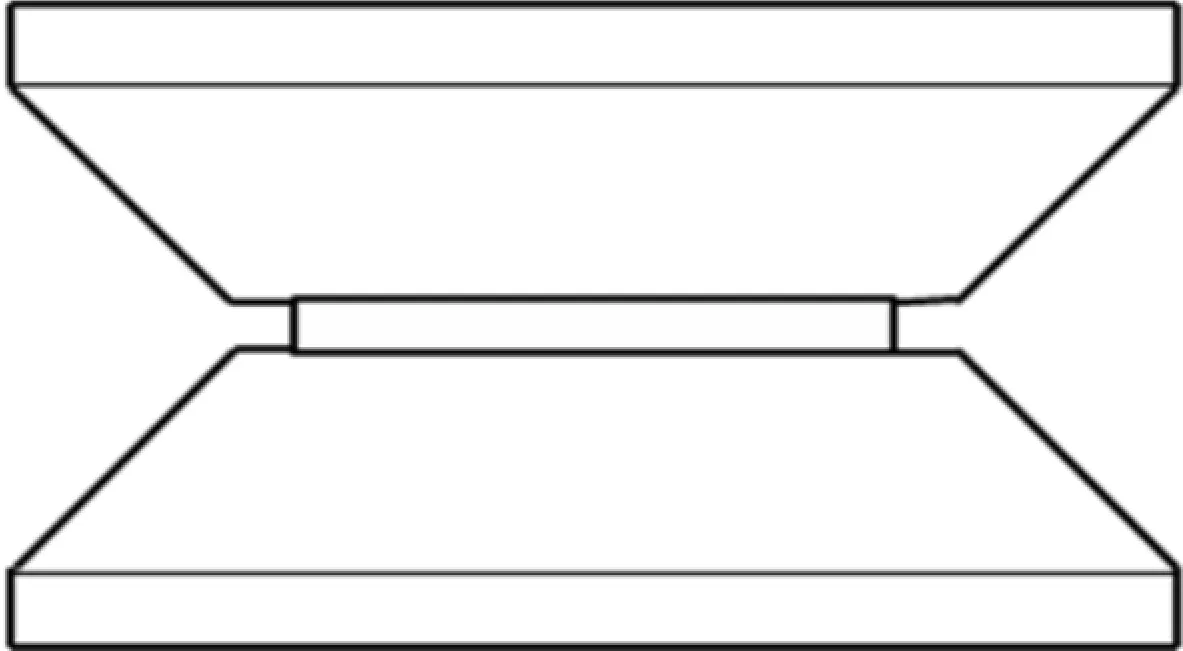
图3 V形槽滚轮
2.2 关键技术及解决途径
2.2.1 新型滚轮架
通过V形滚轮一定深度的V形结构面,接触法兰立面,利用V形槽将法兰控制在滚轮结构内,并且不影响相互滚动作用;V形槽的设计深度考虑到最大法兰厚度范围,因此适合各种规格法兰使用。当管子法兰卡在由2个V形滚轮组成的滚轮架上时,V形滚轮只接触作用于法兰侧边,运转时带动法兰滚动,管子的整个滚动运转过程将不受管子不圆、有缝、或管子与法兰装配的精度偏差所影响,且V形槽将法兰卡在槽内,管子滚动时不会延管子轴向移动偏出,见图4。
滚轮架A2个V形滚轮上分别安装马达,可以根据工作需要调节滚轮转速; 2个V形滚轮之间可调节距离(根据摆放物件的大小)。
图4 滚轮架
滚轮架B 2个圆柱形滚轮之间可根据摆放物件的大小调节距离。
滚轮架A和B之间可调节距离,见图5。
2.2.2 焊接摇摆机调试
设计、制作直管焊接摇摆机,保证焊丝在接口两边停留的时间相等,减少因受热不均而造成应力集中;对直管两端的摇摆焊接机进行现场焊接试验、调试、改进,最后定型,使摇摆机在摇摆过程中焊丝在接缝两边停留的时间相等,避免出现应力集中。
使用焊接摇摆机时,对于不同管径、不同壁厚,所采用焊接电流、电压以及焊接速度需要通过大量的实验找到依据,保证焊接质量。某管材规格为508×10,焊丝直径1.2 mm,焊接电流采用190~200 A,电压采用29~30 V,相关参数确定见表1。
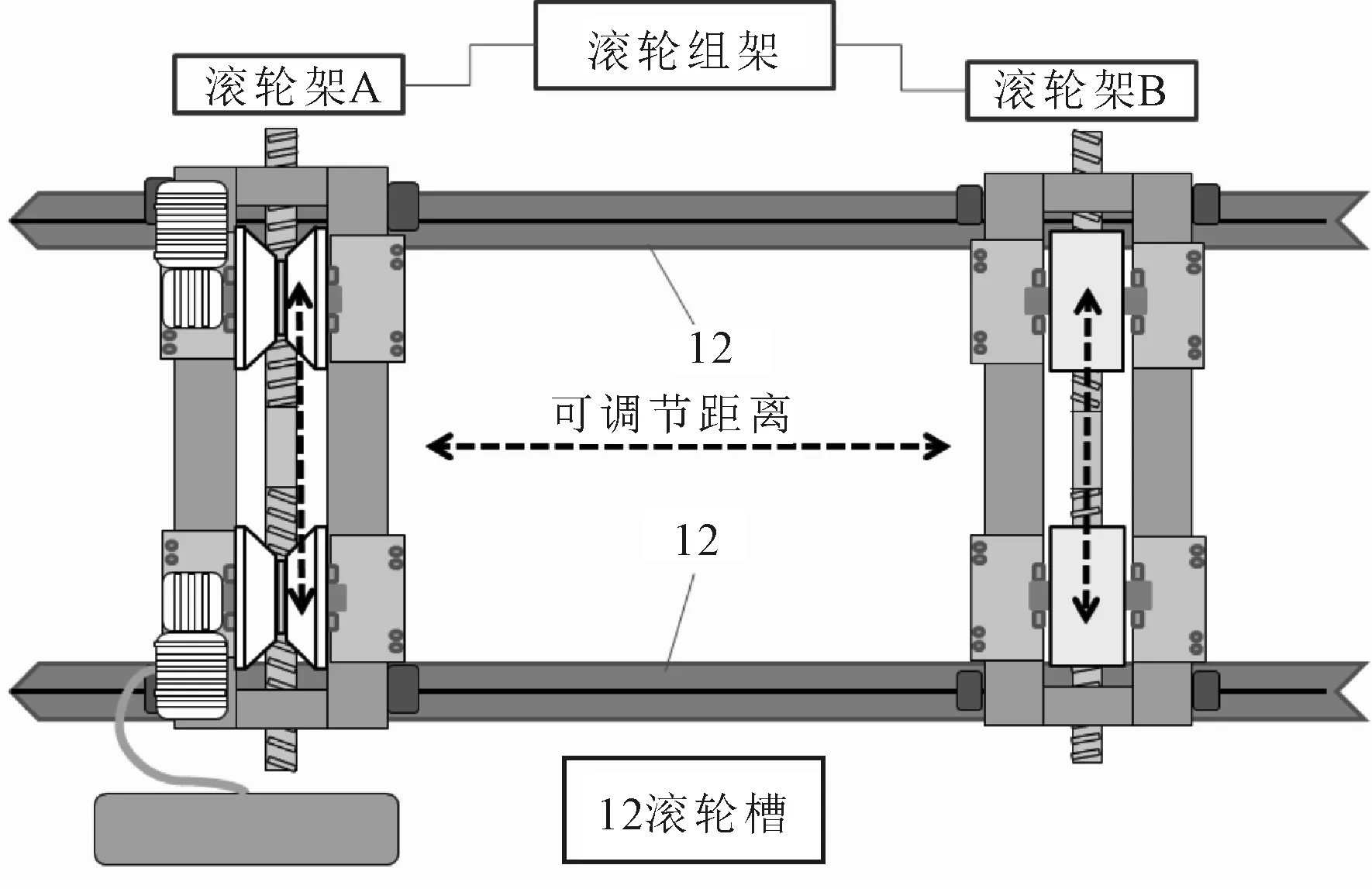
图5 滚轮架俯视图
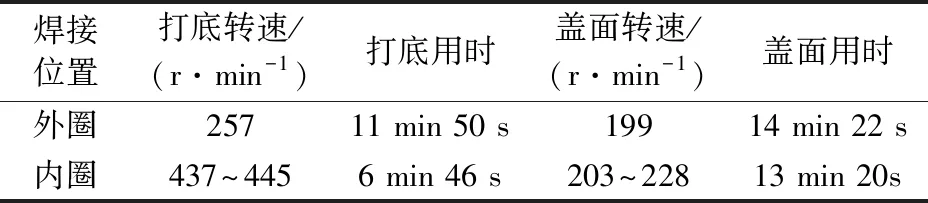
焊接位置打底转速/(r·min-1)打底用时盖面转速/(r·min-1)盖面用时外圈25711 min 50 s19914 min 22 s内圈437~4456 min 46 s203~22813 min 20s
实验还测量了多种规格的管子,直管自动化焊接受上道工序校管质量以及精度的影响比较大,在焊接前,校管装配的焊缝宽度需保证15~18 mm,如此才能保证焊接质量以及焊接效率;同时,焊接时,需先进行外圈焊接,之后再焊接内圈焊接;内焊的过程中,焊枪放置在7点位置反向逆时针打底焊接,打底时,焊枪位置不宜过高。
3 产品及应用
3.1 主要技术指标及成果
大口径直管焊接流水线是由焊接摇摆机、焊接滚轮架、及导轨架等组合而成,参照焊接机器人的加工原理,按照现场实际情况运用焊接摇摆机进行创新,经过多次试验,管子内、外表焊缝成型质量良好,焊接效率高。
经过多次试验,管子内、外表焊缝成型质量良好,焊接效率高;直管焊接效率提高60%以上;焊缝美观,很少出现气孔和应力不均等现象。焊接后的成品见图6。

图6 完工后的成品
3.2 应用
该产品可在直管焊接中普及应用;由于薄板在焊接中极易焊穿等缺陷,可以利用摇摆机均匀快速摇摆,避免薄板焊穿。同时,在焊接级别管对接的时候也能得到充分应用,Ⅰ、Ⅱ级管的对接焊缝质量的好坏是管系焊接的核心[2-3],是船舶或者其他钢结构的重要组成部分。在日常管系制作过程中,Ⅰ、Ⅱ级管的对接焊完工之后,要进行拍片,做无损探伤,气孔、咬边、焊瘤、夹杂等焊接缺陷无所遁形,尤其是大口径管的对接焊,人工问题尤为突出,是焊接过程中重要难题。
在摇摆机的研究过程中,发现通过进行摇摆机调试,能够进行Ⅰ、Ⅱ级管对接,充分利用摇摆机及焊接变位器,焊接变位器设备范围内,管径508 mm以下的Ⅰ、Ⅱ级管对接焊均能在设备上,通过摇摆机进行半自动化焊接,保证Ⅰ、Ⅱ级管的对接焊缝质量,减少返修。
经过大量试验,焊接数据见表2。试焊后所得焊缝成形美观,焊后余高满足要求,焊缝两边无气孔、咬边和未熔合等缺陷。焊后进行X光探伤表明,焊缝内部无任何焊接缺陷,探伤照片评定级别为1 级,合格率高达100%。
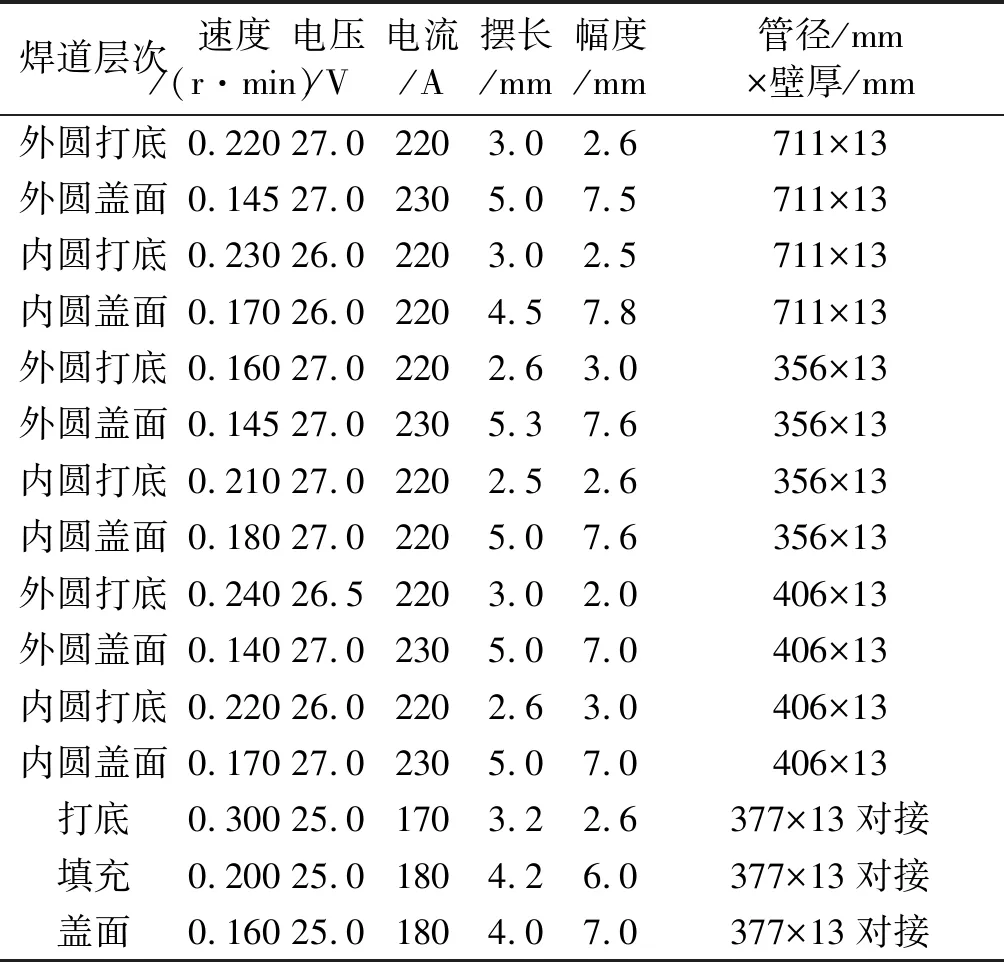
表2 焊接检查表
4 结论
制作完成的V形滚轮架,在使用中完全可以达到配合自动化焊接设备精准焊接的目的,并且配以两组同时使用,使自动化焊接设备同时施焊管子两端法兰,成倍的提高了焊接效率,焊接质量更是比人工手工焊接提高不少。
第一阶段的大管直管流水线已投入使用,大口径直管自动化焊接率已经提高了5.46%,1年可节约82.6万元。后面将继续推进管子制作的焊接自动化率,将大口径管小组立和大口径管Ⅰ、Ⅱ级管的对接焊应用到实践当中,同时规划不锈钢管等有色金属管的自动化焊接和中口径管的自动化焊接。
后续的自动化焊接,作业区也准备好了计划和方案,一方面,紧紧围绕着不锈钢、双相不锈钢、铜镍合金管等有色金属管子进行自动化焊接,通过现代化的设备,提高有色金属管子制作质量以及效率;另一方面,扩大摇摆机的应用,把大口径直管焊接流水线应用到中口径上面,提高中口径管子的焊接效率以及焊接质量。