连续碳纤维增强镁基复合材料制备工艺研究
2019-05-08孙振明胡小石张春雷王晓军
孙振明,胡小石,张春雷,蒋 博,王晓军
(哈尔滨工业大学 材料科学与工程学院,黑龙江 哈尔滨 150000)
0 引言
碳纤维增强镁基(Cf/Mg)复合材料具有很高的比强度、比刚度和良好的阻尼减振性能、热电传导性能、热稳定性。该材料质量轻、结构效率高、尺寸稳定性好,能满足航天结构材料的要求,是宇航、兵器、电子等高新技术产业的理想材料[1-2]。美国航空航天局(NASA)采用Cf/Mg复合材料制作卫星桁架结构、空间动力回收系统构件、空间站撑杆、航天飞机转子发动机壳体、空间反射镜架等;哈勃太空望远镜的部分构件采用T300 Cf/Mg复合材料;美国金属基铸造复合材料公司制备了连续和非连续石墨纤维增强镁基复合材料,并将其应用于大气层外杀伤飞行器(EKV)的反射镜镜架和测量用构件中。
制备Cf/Mg复合材料的最大难点是碳纤维和镁基体的润湿性差[3],其解决方法主要有两种:一是在碳纤维表面涂层,短碳纤维表面经过化学镀镍后,基体镁与涂层发生反应,从而改善润湿性[4-5];二是在基体中加入可与碳纤维发生反应的合金元素(如Gd,Al),从而改善碳纤维与镁基体之间的润湿性[6-8]。目前,大多数人选择第二种方法,但熔体很难自然浸渗到密集的碳纤维束之间。由于采用压力浸渗法制备的铸件复合材料的力学性能较高[9-12],因此人们多采用压力浸渗法制备Cf/Mg复合材料。本文选取镁合金AZ91D作为基体,就压力浸渗法对复合材料组织与力学性能的影响展开研究。
1 试验方法
本试验中用到的材料主要有普通商用镁合金AZ91D、日本东丽单向连续高强度碳纤维T300和T700。表1为镁合金AZ91D的化学成分,表2为碳纤维与AZ91D的部分物理性能。
利用三维自动缠绕机将碳纤维缠绕在150 mm×75 mm×50 mm的石墨块上制成预制件,缠绕方向为纤维零度单向,缠绕角为89.5°,缠绕张力为3 N;将预制件放在模具中预热,同时将质量为6.5 kg的镁合金AZ91D加热融化,当预制件预热到350 ℃且保温30 min时,利用镁熔体在预制件周边进行浇边,确保预制件在浇铸和挤压过程中无法活动;将预制件温度升高至450~500 ℃且保温40 min以上,当模具内的温度均匀后,将750~820 ℃的镁熔体迅速浇入模具中并立即加压,使镁熔体浸渗到预制体的纤维之间,并在6.9 MPa压力下保持20 min,待熔体凝固后退模,空冷后得到铸态Cf/Mg复合材料;利用Quanta 200FEG扫描电子显微镜对复合材料的微观组织和弯曲断口形貌进行观察,在Instron-5569万能电子拉伸试验机上测试Cf/Mg复合材料的弯曲强度,每个工艺参数取3个试样进行测试,弯曲试样尺寸为2 mm×10 mm×40 mm,跨距为30 mm,横梁的移动速度为2 mm/min。
2 试验结果分析
2.1 Cf/Mg复合材料的微观组织
为研究预热温度和浇铸温度对复合材料中碳纤维的分布,了解碳纤维与基体镁合金界面的结合情况,对制备出的2种复合材料进行扫描电子显微镜(SEM)分析。图1为不同预热温度和浇铸温度条件下制备的T300/AZ91复合材料。由图1(a),1(b)和1(c)可见:当浇铸温度为800 ℃、预热温度为450 ℃时,碳纤维在基体合金中的分布最为致密和均匀;随着预热温度的升高,碳纤维在基体合金中的分布越来越稀疏,碳纤维表面出现黑色的损伤。由图1(d),1(e)可见:当预热温度为450 ℃、浇铸温度为820 ℃和750 ℃时,T300碳纤维未渗透;当浇铸温度为820 ℃时,碳纤维表面发现损伤且无法完全浸渗。

表1 AZ91D的化学成分

表2 碳纤维与AZ91D的部分物理性能

图1 不同温度条件下制备的T300/AZ91复合材料的SEM照片Fig.1 SEM photographs of T300/AZ91 composites prepared at different temperatures
在不同预热温度、不同浇铸温度条件下制备的T700/AZ91复合材料如图2所示。由图2(a),2(b)和2(c)可见:当浇铸温度为750 ℃时,随着预热温度的升高,T700碳纤维在基体中的分布规律和T300/AZ91复合材料中的一样,即预热温度为450 ℃时,碳纤维在基体合金中的分布最为致密和均匀。由图2(a),2(d)和2(e)可见:当预热温度为450 ℃时,随着浇铸温度的升高,碳纤维在基体中的分布愈加不均匀,表面损伤愈加严重。
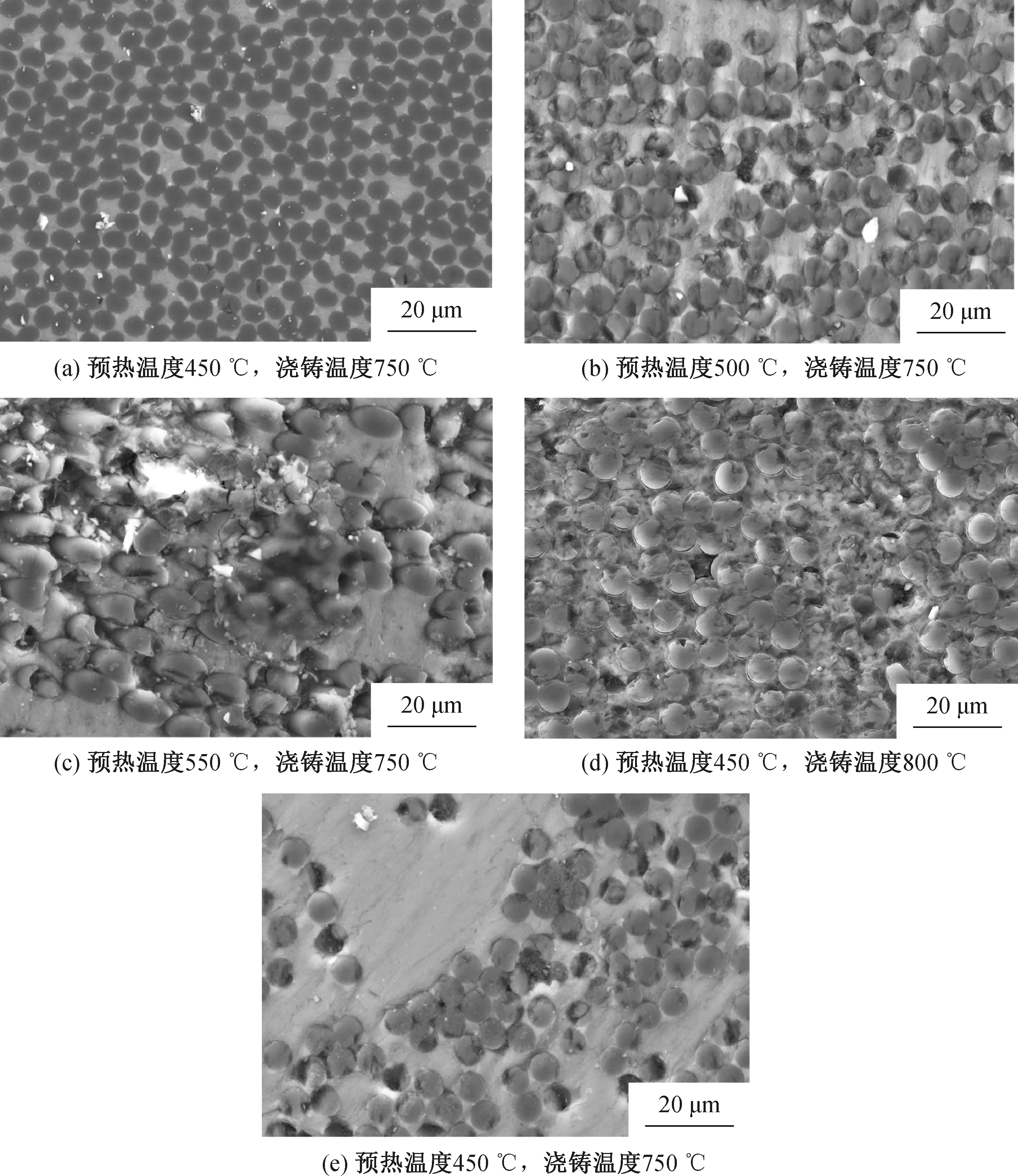
图2 不同温度条件下制备T700/AZ91复合材料的SEM照片Fig.2 SEM photographs of T700/AZ91 composites prepared at different temperatures
2.2 Cf/Mg复合材料的弯曲断口组织
在不同预热温度、不同浇铸温度条件下制备的T700/AZ91复合材料的弯曲断口如图3所示。由图3(a),3(b)和3(c)可见:在浇铸温度为750 ℃、预热温度为450 ℃条件下制备的复合材料,其弯曲断口中发现纤维拔出的断裂现象,一定程度上提高了复合材料的力学性能。随着预热温度的升高,纤维拔出现象逐渐消失,断口逐渐变为平端口,并发现纤维表面大量损伤。由图3(a),3(d)和3(e)可见:当预热温度为450 ℃时,随着浇铸温度的升高,纤维表面与镁熔体的表面温度差变大,界面处产生较大的应力差,弯曲断口中碳纤维与基体的界面处出现明显的脆性断裂。

图3 不同温度条件下制备的T700/AZ91复合材料的弯曲断口SEM照片Fig.3 Bending fracture SEM photographs of T700/AZ91 composites prepared at different temperatures
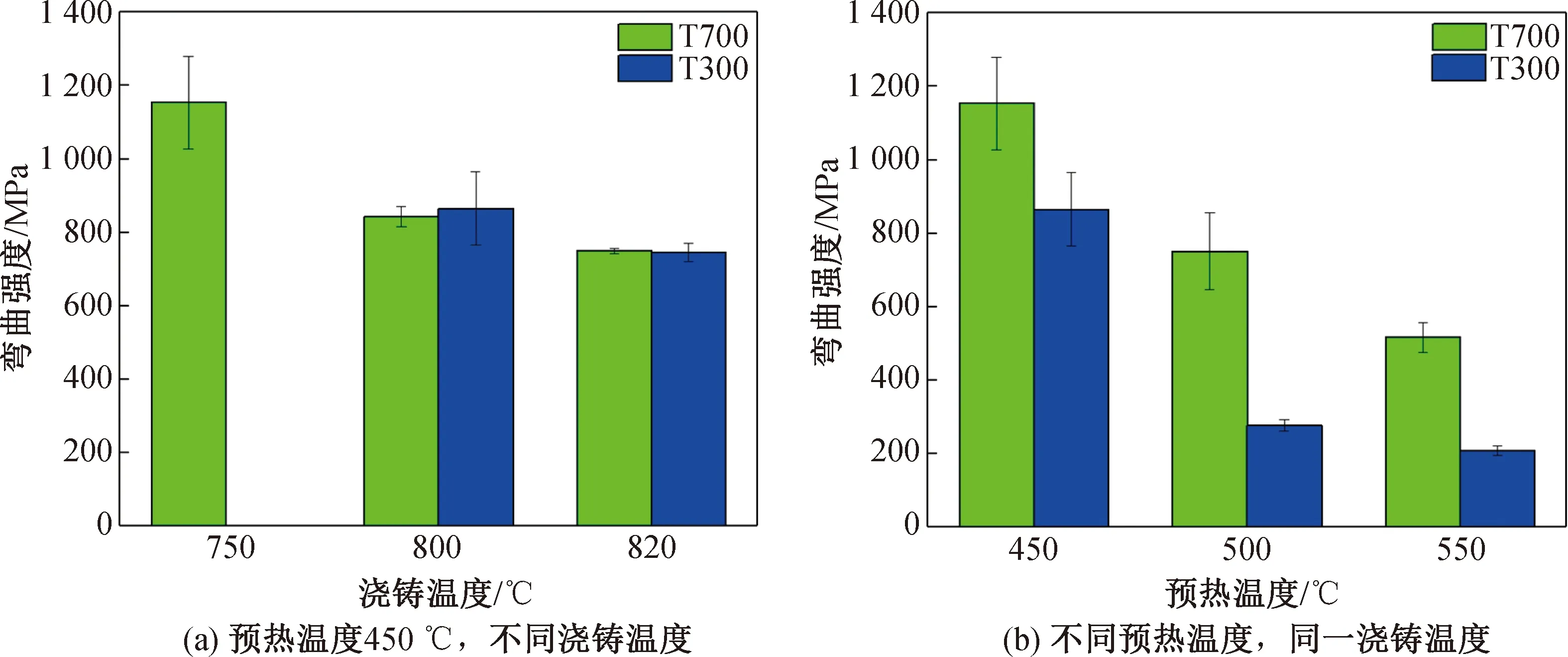
图4 不同温度条件下复合材料的弯曲强度Fig.4 Bending strength of composites prepared at different temperatures
2.3 Cf/Mg复合材料的弯曲强度
对不同压力浸渗温度条件下制备的2种复合材料分别进行弯曲试验。在不同预热温度、不同浇铸温度条件下制备的T700/AZ91和T300/AZ91复合材料的弯曲强度如图4所示。
在预热温度为450 ℃、浇铸温度不同的条件下制备复合材料,材料的弯曲强度如图4(a)所示。由图可见:当预热温度为450 ℃时,T700/AZ91复合材料的弯曲强度随着浇铸温度的升高而降低。当浇铸温度为750 ℃时,复合材料的弯曲强度达到最高,为1 153 MPa;当浇铸温度为800 ℃和820 ℃时,复合材料的弯曲强度分别为843 MPa和749 MPa,弯曲强度降低的原因应该是浇铸温度的升高使碳纤维与基体合金的界面反应过多,过高的界面结合强度使断口在纤维与基体结合的界面处呈明显的脆性断裂。在制备T300/AZ91复合材料过程中,当预热温度为450 ℃、浇铸温度为750 ℃时,复合材料未渗透,其原因应该是浸渗温度太低使碳纤维还未浸渗到基体中,熔体就已开始凝固。当浇铸温度为800 ℃时,复合材料的弯曲强度最高,为865 MPa;当浇铸温度为820 ℃时,温度较高使碳纤维表面受损,碳纤维在复合材料中的增强作用减弱,所以复合材料的弯曲强度有所下降。
在浇铸温度为750 ℃和800 ℃、预热温度不同的条件下制备T700/AZ91和T300/AZ91复合材料,复合材料的弯曲强度如图4(b)所示。由图可知:当浇铸温度为750 ℃时,T700/AZ91复合材料的弯曲强度随着预热温度的升高持续下降。当预热温度为450 ℃时,复合材料弯曲强度最高,为1 153 MPa;当预热温度升高到500 ℃和550 ℃时,复合材料弯曲强度分别为751 MPa和516 MPa,仅约为450 ℃时的一半,其原因可能是碳纤维随着预热温度的升高损伤严重,导致其在基体中分布的均匀性和致密性下降,也可能是预热温度升高造成T700/AZ91复合材料的断口由纤维拔出的断裂形式演变为平端口脆性的断裂形式,降低了复合材料的弯曲强度。当浇铸温度为800 ℃时,T300/AZ91复合材料的弯曲强度随着预热温度的升高而急剧下降;当预热温度为450 ℃时,复合材料的弯曲强度最高,为843 MPa。当预热温度升高到500 ℃和550 ℃时,复合材料的弯曲强度分别为277 MPa和208 MPa,弯曲强度降低,其原因应该是温度升高造成T300碳纤维受到热损伤,无法充分发挥碳纤维在基体中的增强作用。
3 结论
本文采用压力浸渗法制备T300/AZ91和T700/AZ91复合材料,通过改变预热温度和浇铸温度,对压力浸渗法中的温度参数进行了优化,得到以下结论:
1) 预热温度和浸渗温度既不能过高,也不宜过低。温度过高容易损伤碳纤维,影响其在基体合金中的分布;温度过低会使熔体在碳纤维还未完全浸渗时就已开始凝固。
2) 在制备T300/AZ91D复合材料的过程中,当浇铸温度为800 ℃时,复合材料弯曲强度随着预热温度的升高而降低;当预热温度为450 ℃、浇铸温度为750 ℃时,复合材料未渗透,其弯曲强度在浇铸温度为800 ℃时达到最高,当浇铸温度为820 ℃时,弯曲强度再次下降,所以最佳预热温度和浇铸温度分别为450 ℃和800 ℃,最佳弯曲强度为865 MPa。
3) 在制备T700/AZ91D复合材料的过程中,当浇铸温度为750 ℃时,复合材料的弯曲强度随着预热温度的升高而降低;当预热温度为450 ℃时,复合材料的弯曲强度随浇铸温度的升高而逐渐降低;最佳预热温度和浇铸温度分别为450 ℃和750 ℃,最佳弯曲强度为1 153 MPa。
该研究提高了Cf/Mg复合材料的力学性能,使该材料能更广泛应用于航空航天领域。后续将重点分析温度对镁基复合材料显微组织的影响规律,研究镁基复合材料的加工性能。
