钢包倾翻装置传动系统改进
2019-04-28徐光庆蒋根柱李英杰
徐光庆,蒋根柱,李英杰
(上海梅山钢铁股份有限公司,江苏 南京210012)
0 前言
钢包倾翻装置用于钢包热修。将带有内衬及钢残渣的空包倾翻至一定角度:0°、90°、135°,进行更换滑动水口、热修内衬、清理底吹转、吹通滑动水口、倒空钢水包内残渣等作业。
上海梅山钢铁炼钢厂原150 t钢包倾翻装置于2009年5月投产,为提升产能、节约能源,2017年新增了钢包全程加盖系统,因钢包加盖后整体重量增大、重心上移,会显著增大倾翻力矩,因此改变了原倾翻装置的整机使用性能,承载能力需重新进行校核。
1 钢包倾翻装置工艺流程
钢包倾翻装置工艺流程如图1所示。待热修的钢包(带包盖)由行车从南向北吊入并放在倾翻装置座包处。钢包锁紧装置气缸伸出,推动连杆机构,压住钢包耳轴箱两侧的凸块。松开主制动器,启动主电机,驱动翻转台架和钢包、包盖由北向南转动至90°检修位置,主制动器抱紧,事故制动器投入制动保证安全。北边电动维修平台靠近倾转装置,在北边拆装滑动水口机构、拆装底吹氩接头、拆装下渣检测接头,维修平台移开。松开主制动器,启动主电机,继续由北向南转动至90°~135°间合适位置,主制动器抱紧,倒出钢包内残渣。由南向北转动至0°座包位置,主制动器抱紧,东边热修平台开到灌引流砂位置,在上部对准滑动水口机构灌入引流砂;热修平台移开。钢包锁紧装置气缸缩回,拉动连杆机构,行车将热修完毕的钢包连同包盖从北向南吊出。
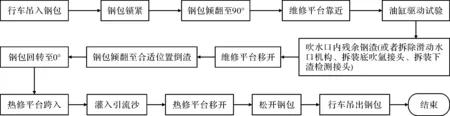
图1 钢包倾翻装置工艺流程图
2 原传动系统分析计算
梅钢炼钢厂150 t钢包倾翻装置原设计采用框架结构,两侧翻转台均为对称L型结构,两者之间采用楔行板连接。倾翻装置设计为单侧电机减速机传动,一级减速电机输出轴制动的传动方式,其结构如图2所示。
按照此传动系统对三种不同工况分别进行计算分析,三种工况分别为空载、不带包盖含冷钢、带包盖。
钢包参数:
钢包重量(含耐材、粘渣及滑动水口)G1=931 000 N
倾翻台架重量G2=460 600 N
包盖重量G3=88 200 N
钢包带冷钢重量G4=49 000 N
钢包倾翻转速n=1 r/min
如图3所示,坐标系X轴与钢包耳轴重合,Y轴与钢包中心重合,由钢包质量属性表中可得:带盖情况下,钢包重心距钢包耳轴Y轴方向距离为-305 mm;不带盖情况下,钢包重心距钢包耳轴Y轴方向距离为-530 mm;现倾翻装置钢包耳轴中心距回转中心Y轴方向距离为940 mm。
根据提供的钢包及砌砖图纸,应用solidworks软件详细进行三维建模,得出具体的钢包本体重心(分带盖和不带盖两种情况)如图3所示。带盖工况:m=95006.743 kg,重心位置:X=-2.005 mm,Y=-305.174 mm,Z=0.694 mm;不带盖工况:m=85722.304 kg,重心位置:X=-2.222 mm,Y=-530.474 mm,Z=0.770 mm。
2.1 空载工况
空载工况下三维建模如图4所示。
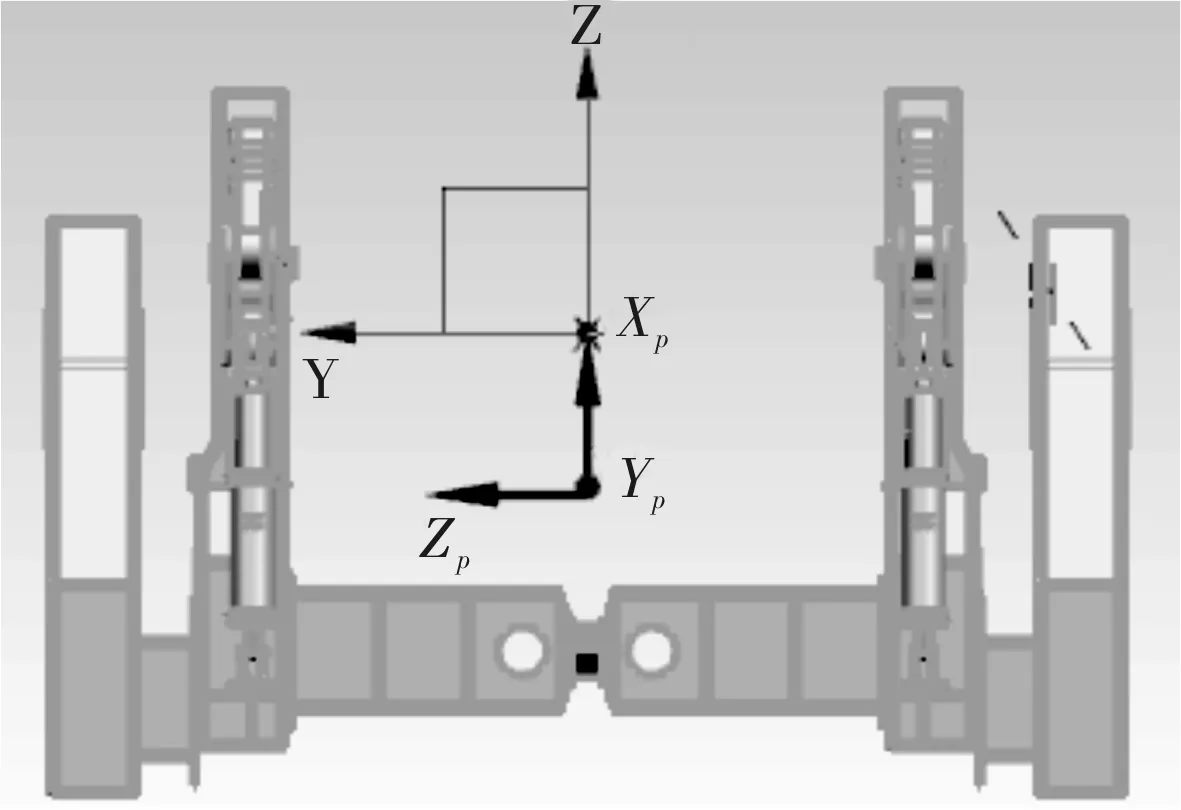
图4 空载工况下三维模型
空载工况下,倾翻架重量为:G=460 600 N

倾翻力矩为T=G×0.664=305 838 N·m
在没有安全系数情况下,空载倾翻所需的电机功率为
根据以往设计经验,并参照德马克设计,设备的工况系数按照k=1.7,电机的传动效率为0.85,计算出电机的功率为
2.2 不带包盖含冷钢工况
不带包盖含冷钢工况下的三维建模如图5所示。
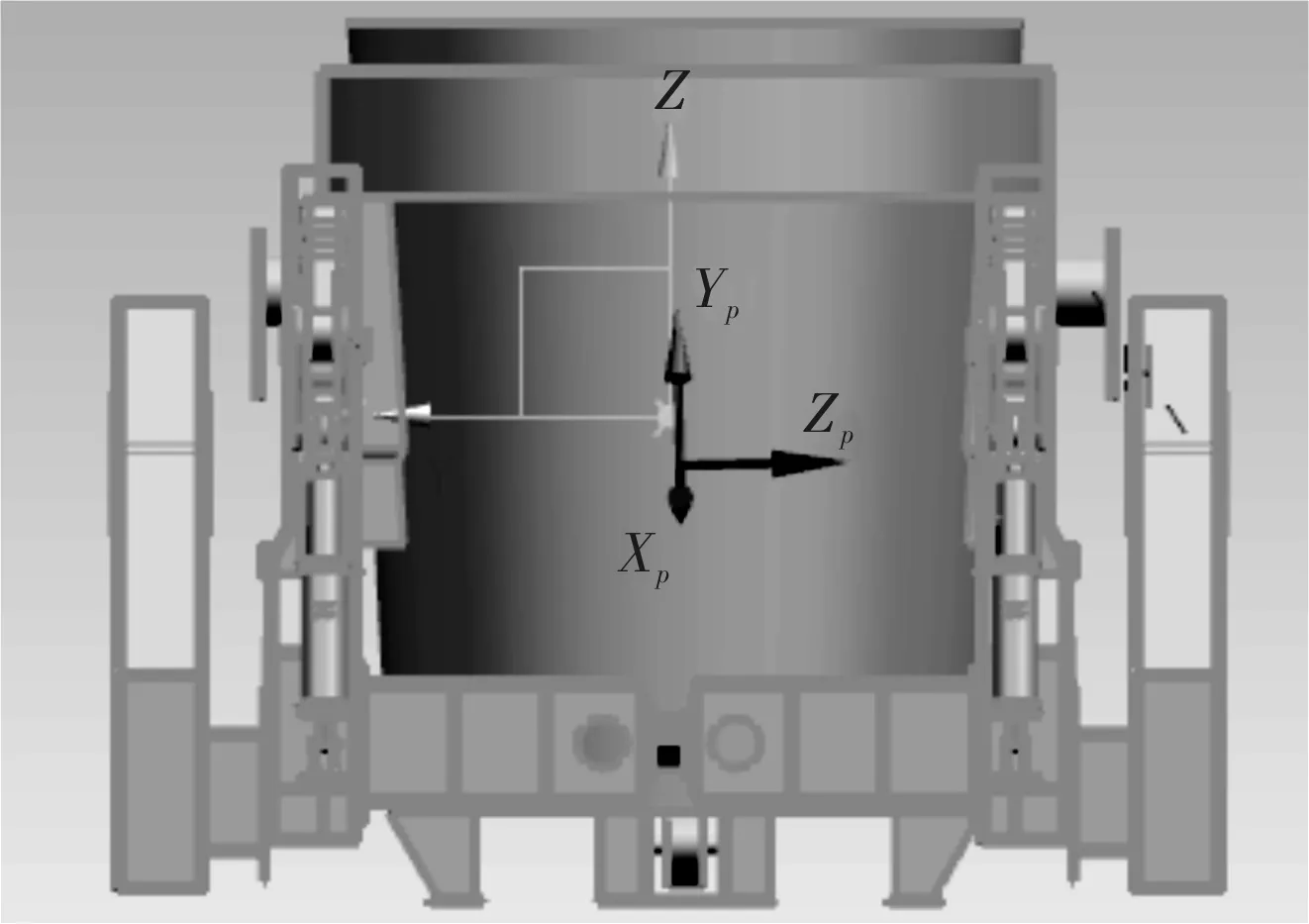
图5 空载工况下三维模型
不带包盖含冷钢工况下,倾翻重量为
G=G1+G2+G4=1 440 600 N

倾翻力矩为T=G×0.072=103 723 N·m
计算所需电机功率为
此工况下,电机功率、输出扭矩能满足使用要求,但设备的整体重心高于回转中心,会产生负力矩。
2.3 带包盖工况
带包盖工况下的三维建模如图6所示。
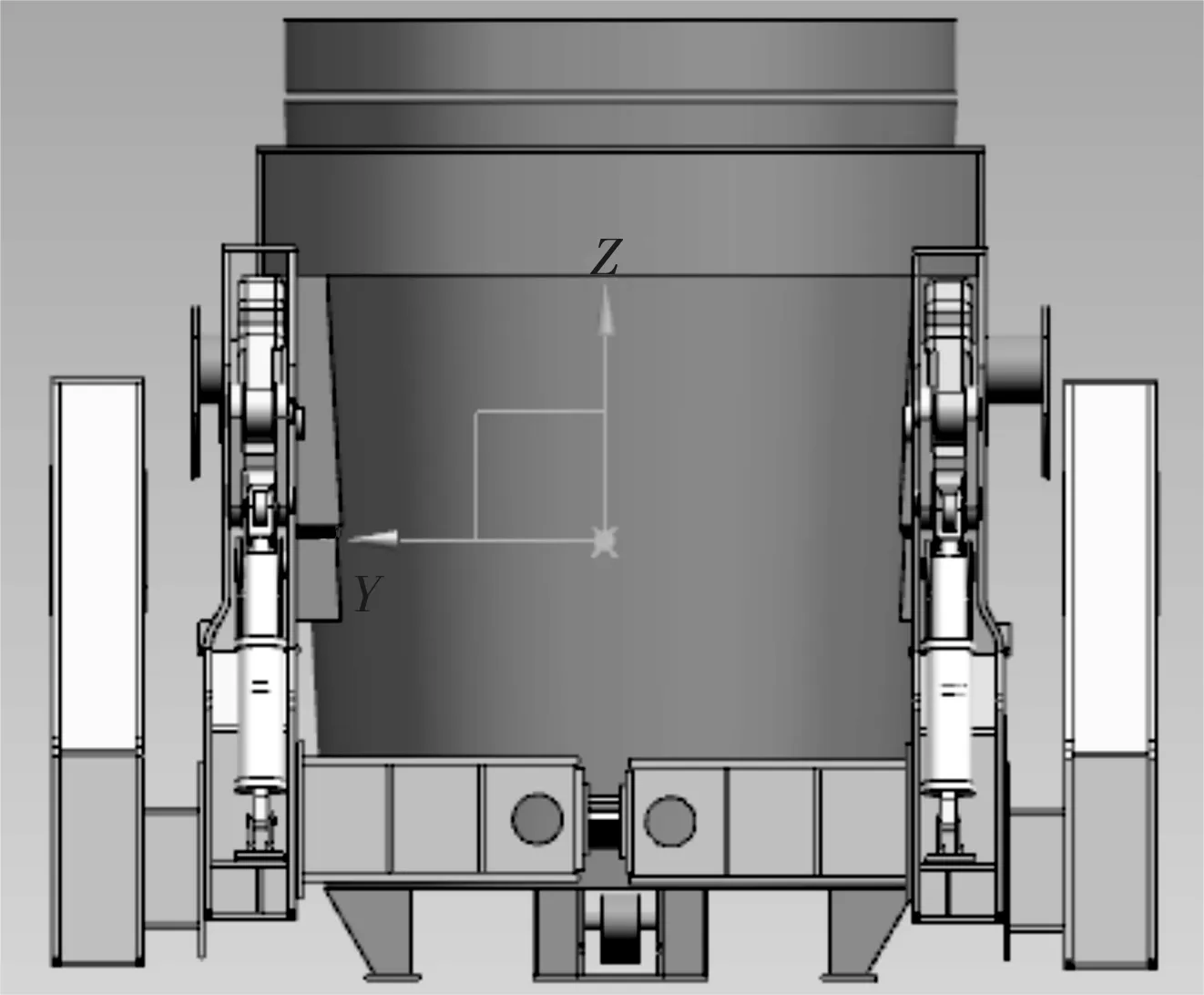
图6 带包盖工况下的三维建模
带包盖工况下,倾翻重量为
G=G1+G2+G3=1 479 800 N

倾翻力矩为T=G×0.166=245 647 N·m
计算所需电机功率为
此工况下,目前使用电机功率(37kW)不能满足使用要求,而且设备的整体重心高于回转中心达150 mm,产生负力矩。
综上所述,空载、带包盖工况下,目前现场的电机不能满足使用要求。现场空载使用时依靠电机启动时将功率过载,勉强满足空载所需的力矩,但没有安全系数。加盖后所需电机功率更大,即使电机启动时过载也不能满足要求。
依据以往设计钢包倾翻的经验,设备的整体重心低于回转中心以下-100 mm左右的距离,倾翻运行可靠、安全。通过计算可以看出,不带包盖含冷钢以及带包盖工况下,设备的整体重心均高于回转中心,与理想的距离(-100 mm)相差较大,倾翻时存在很大的安全隐患,因此原设备不能使用,需进行更换并优化改进。
3 传动系统的改进
基于分析计算,首先对倾翻架进行优化设计,将本体框架钢板加厚增强刚度,其次对倾翻转矩进行计算分析,电机功率的选择确保在空载、带钢包、带钢包含加盖含渣等多种情况下均能够具备一定余量。电机抱闸制动力矩按两倍的电机输出力矩选型。优化设计后的倾翻架本体如图7所示。
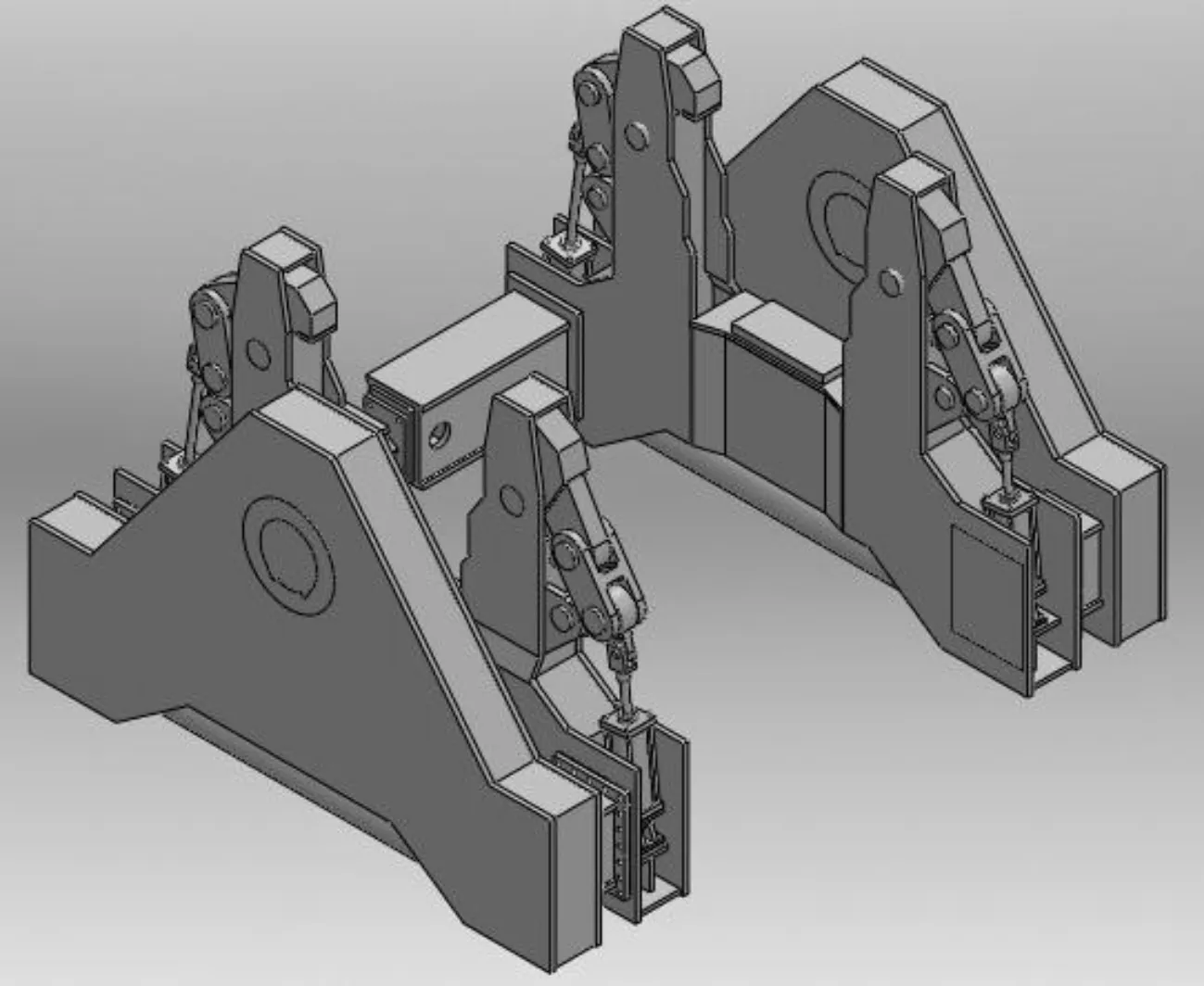
图7 优化设计后倾翻架本体
针对钢包倾翻低转速、大扭矩的要求,改进后的传动装置由变频主电机、抱闸、一级行星减速器、二级非标传动齿轮箱、二级齿轮箱出轴盘式抱闸、鼓型齿式联轴器以及与其相连的传动轴和轴承箱组成。传动系统采用二级减速,即一级行星减速、二级平行轴减速方法,增大倾翻力矩;并采用两级制动,即电机后采用盘式制动,末端增加安全事故制动器。
传动系统可使倾翻台停在任意需要的角度或定位停在0°、90°、135°角度不动。传动系统能减少啮合过程中的刚性冲击,并能吸振,使运动平稳,具有较高的工作可靠性。倾转机构转速≤1 r/min,电机采用变频驱动。改进后传动系统结构如图8所示。
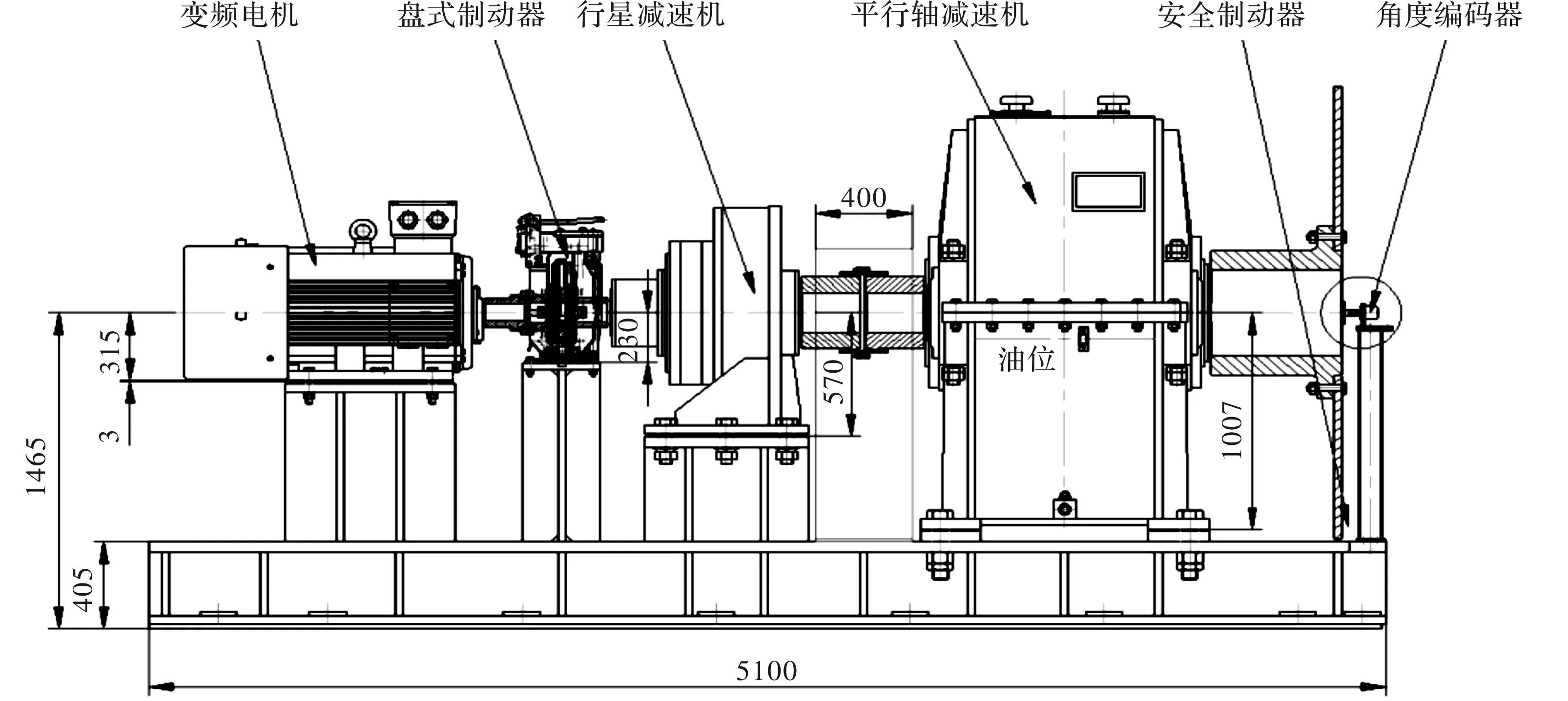
图8 改进后传动系统布置图
计算得出一级行星减速机及二级平行轴减速机相关参数分别见表2、表3。
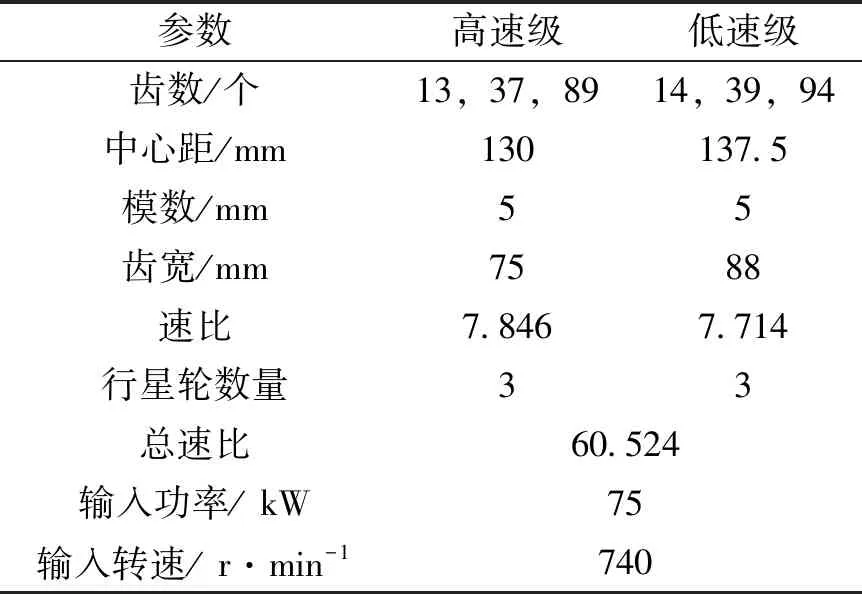
表2 一级行星减速机参数
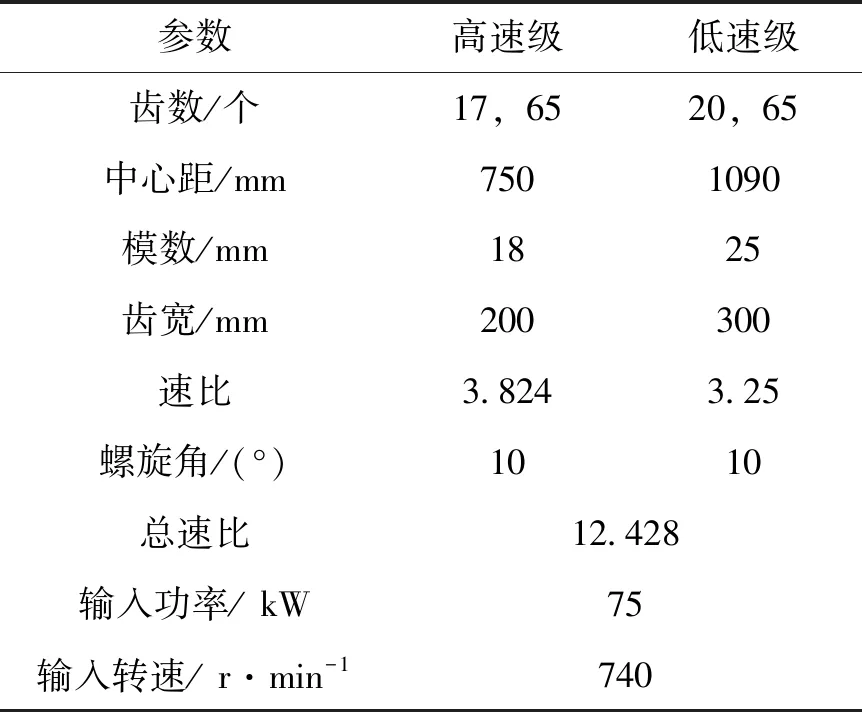
表3 二级平行轴减速机参数
电机选用YVF2-315M-8变频电机,功率75 kW,额定转矩955 N·m,通过二级减速后输出转矩为T=955×60.524×12.428=718 344 N·m=718.3 kN·m
由倾翻力矩计算得出最大转矩475.29 kN·m,安全系数为1.5。
钢包倾翻传动系统电机出轴设置电液盘式制动器,倾翻框架倾转到0°、90°、135°时通过二次减速机输出轴的安全制动器(盘式)锁紧。回转角度通过角度编码器来控制。
4 传动系统配套件的选型
齿轮材料选用20CrMnMo,光轴材料选用42CrMo。所有材料均采用锻件。齿轮经渗碳+淬火HRC57-61,磨齿工艺精度达GB/T10095-2008 6级。齿轮强度采用GB3480标准,使用系数选用1.5,齿轮弯曲强度达1.6,接触强度达1.45。
行星减速机采用飞溅润滑;主减速机采用外置CB-B63JZ电机油泵强制润滑。
轴承设计寿命为20 000 h,实际计算寿命为:高速级轴承72635/253166;中间轴轴承277720/168485;输出轴承13506324/2256 571。

通过计算完全满足钢包倾翻要求。
5 结束语
通过改进后的传动系统使钢包倾翻装置运行平稳,安全可靠,效果良好,实现了带包盖能进行翻转热修。该传动系统的改进为以后设计同类产品积累了经验,对各种工况条件下倾翻所需的转矩须仔细计算核实,选择合理的结构形式满足需求。