某铜钼尾矿二次资源综合利用工艺流程设计研究
2019-04-26郑海雷
郑海雷,张 敏
(昆明有色冶金设计研究院股份公司,云南 昆明 650051)
0 引 言
近年来,尾矿资源综合利用已经成为发达国家缓解资源供需矛盾、减轻环境污染的重要途径。随着我国经济的快速发展,大量矿山不断采深,矿石品位日趋下降,尾矿量逐步增大,环境压力越来越大。据相关统计,我国工业固体废物80%以上来自矿山,每年矿山产生尾矿6亿多t,矿山尾矿累计已达到45 亿t。尾矿资源再利用已成为矿业开发的一项主要内容,也是我国解决资源、环境对经济发展制约的必由之路,相关要求已明确列入《中华人民共和国国民经济和社会发展第十三个五年规划纲要》。
同时,为进一步推动资源综合利用,提高资源利用效率,发展循环经济,建设资源节约型、环境友好型社会,国家发展和改革委员会、科学技术部、工业和信息化部、国土资源部、住房和城乡建设部、商务部组织编写并实施《中国资源综合利用技术政策大纲》(2010年第14号)。该项目长石、石英的综合回收符合《中国资源综合利用技术政策大纲》中,化工原料非金属矿产资源资源综合利用技术“研发钾长石综合利用技术”以及建材原料非金属矿产资源资源综合利用技术“推广石英砂岩提纯技术”的相关要求。
1 矿山资源简介
中国有色金属工业昆明勘察设计研究院对该铜钼多金属矿进行补充地质勘查,经其估算,该矿山保有工业铜矿石量575.82 万t,金属量35 619 t,平均品位0.62%,伴生钼金属量2 131 t,平均品位0.037%;保有工业钼矿石量4 992.09 万t,金属量46 283 t,平均品位0.093%,伴生铜金属量10 231 t,平均品位0.020%;以上2种矿石总计保有长石量879.92 万t(主要是钾长石和斜长石)。
2 选厂现状简介
原有铜钼选厂分为2个系列,各1 500 t/d,总处理量为3 000 t/d。分别于2007年、2009年建成投产,实际生产能力均达到设计能力。2个系列设备选型、配置等大致相同:由1台C80、1台GP11F与1台YA1842圆振动筛构成两段一闭路破碎流程;1台MQSD2740格子型球磨机与2台Φ660水力旋流器构成I段闭路磨矿,1台MQYD2740格子型球磨机与4台Φ350水力旋流器构成II段闭路磨矿,最终磨矿细度为-200目占80%(-0.15 mm)。主流程采用“铜钼混选(一粗三扫三精一精扫)—铜钼分离(一粗两扫三精)—二段弱磁选铁(一粗一精)+磁铁中矿再磨”的原则流程,其中,二段弱磁选铁(一粗一精)+磁铁中矿再磨为选厂自行改造。浮选设备选型为13台SF/JJF-8,21台SF-1.2,8台SF-0.7,弱磁选设备选型为2台CTB1230,1台CTB1024,1台MQY1530球磨机。精矿脱水流程采用沉淀池脱水,尾矿采用湿排排入尾矿库,整个选厂布置紧凑,开挖土石方少,占地面积小。
3 物料工艺矿物学特性及试验简介
该试验物料为该矿山钼选厂的浮钼尾矿,物料工艺矿物学特性及试验报告均由由广州有色金属研究院提供,试验类型为扩大连选试验,处理能力:1.8 t/d(75 kg/h)。
3.1 物料工艺矿物学特性
1)钼尾矿矿物定量测定
采用MLA矿物定量仪测定浮选尾矿各矿物含量。其测定结果见表1。

表1 钼尾矿MLA矿物定量分析
上表结果表明:扩大连续试验样中主要矿物为正长石和石英,2种矿物的矿物量分别为33.972%和27.088%;其次为斜长石和钠长石,其矿物量分别为12.757%和6.982%,杂质脉石主要是白云母、黑云母及高岭土等。
2)钼尾矿主要元素多元素分析见表2。

表2 钼尾矿多元素分析
3)钼尾矿粒度分析
对钼尾矿进行了水筛分析,其结果见表3。
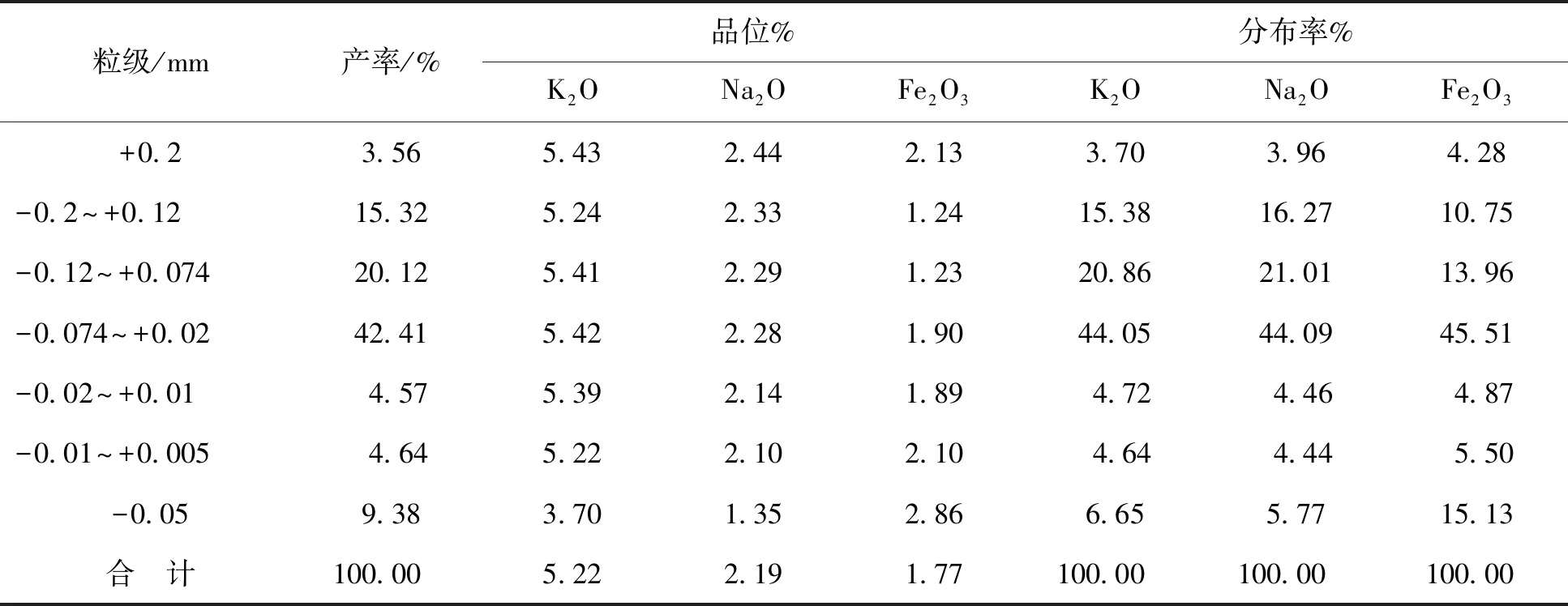
表3 钼尾矿粒度分析
结果可见,K2O、Na2O、Fe2O3在各粒级的分布跟其产率呈正相关性,具体呈现出两端低、中间高的特点,由于-0.02 mm粒级的矿泥具有质量小,比表面积、比表面能大,吸附能力强、吸附选择性差的特性,当物料中含有较多的细泥时,严重恶化浮选过程。生产指标普遍存在“二低二高”的问题,即精矿品位低,回收率低,药剂消耗高,精矿水分高,因此,浮选前的脱泥作业是必不可少。
3.2 试验简介
广州有色金属研究院根据该钼尾矿的工艺矿物学特性,提出:“磁选尾矿脱泥—两段强磁脱杂—浓缩—浮选除杂—浓缩—再磨、浮选脱杂—长石石英分离浮选”,产出磁铁精矿、长石精矿1、长石精矿2、石英精矿1、石英精矿2及粗砂(即浮选脉石及磁性杂质,可作为建材外售),各产品多元素分析结果详见表4。

表4 各产品多元素分析结果(%)
注:上表中白度在1 200℃下煅烧。
该流程扩大连选试验获的含K2O 9.33%、Na2O 2.84%、Fe2O30.16%、Al2O317.71%、SiO268.81%,烧白度为49.0的长石精矿,达到优质钾长石标准,可作为白色釉药用;含SiO299.32%、K2O 0.14%、Na2O 0.039%、Fe2O30.013%、Al2O30.33%,烧白度89.6的石英精矿,达优质石英精矿品级,扩大连选试验流程详见图1。
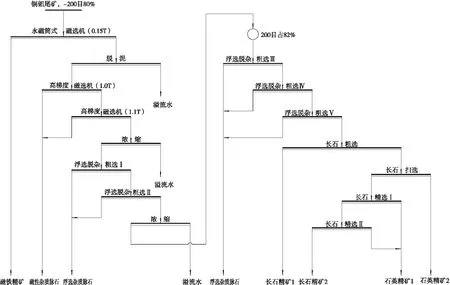
图1 实验室扩大连选试验流程
4 工艺流程优化设计
为实现该铜钼尾矿二次资源的综合利用,整合现有生产条件,在满足生产工艺需求的前提下尽量利用原有厂房及公辅设施,昆明有色院相关设计人员在广州院推荐试验流程、原料性质及现场地形条件的基础上,对该铜钼尾矿的工艺流程进行优化设计,设计拟定工艺流程:“两段弱磁选尾+磁铁中矿再磨(已建设)—两段强磁脱杂—浮选除杂—长石石英分离浮选—长石、石英精矿浓缩、过滤以及干燥、打包”,具体内容如下。
4.1 弱磁选铁
现场弱磁选铁为“弱磁粗选—粗铁精矿开路磨矿—弱磁精选”,产出的磁铁精矿品位较低,本次将其改为“弱磁粗选—粗铁精矿再磨-200目占90%—弱磁精选”,提高磁铁精矿质量,增设3台FX-150旋流器(2用1备),2台KMLSS40T型渣浆泵(3 kw,1用1备),其余设备利旧。
4.2 除杂作业
根据原料性质分析,影响长石、石英品质的杂质主要是磁性脉石、部分硫化物以及云母等,扩大连选试验采用“脱泥—两段强磁除杂—浓缩—两段浮选脱除硫化物—浓缩—再磨、三段粗选脱除硫化物”,流程较为冗长繁琐,环节多、且有两次脱水,增加主矿浆的泵送次数。现场用地较为紧张,经现场实地考察以及多次与试验方沟通,优化为“两段强磁除杂—脱泥脱药—再磨—三段浮选除杂”。
强磁作业的设计选型为Slon-2500与Slon-2000高梯度磁选机各两台,布置于新增的MQYD2730溢流型球磨机右侧,分别呈阶梯布置于外扩的磨矿厂房,厂房高度不变,可共用原有起吊设施。
4.3 脱泥脱药
矿泥主要来自于原料中的原生矿泥及碎磨阶段产生的次生矿泥,其具有质量小、比表面积大,当物料中含有较多的细泥时,严重恶化浮选过程,浮选效果显著降低。生产指标普遍存在“二低二高”的问题,即精矿品位低,回收率低,药剂消耗高,精矿水分高,由表3筛水析结果可见,微细粒级-0.020 mm的产率18.59%,矿浆脱泥的同时,还可有效脱除矿浆中硫化矿浮选药剂,可为后续的浮选除杂创造良好的条件。
脱泥脱药作业选用KLMF1000/55斜板浓密机,+0.020 mm粒级经脱泥脱药后进入开路磨矿,磨出目的矿物的新鲜表面。
4.4 再磨—浮选除杂—长石石英分离浮选
设计流程取消浓缩-两段浮选脱杂,强磁尾脱泥脱药后再磨(细度为-200目占82%)出新鲜表面,利于后续的硫化物及脉石矿物的上浮。
再磨粒度要求为-200目占82%,处理量2 250 t/d。再磨设备选择MQYD2730溢流型球磨机一台,可在原磨矿车间往右侧外扩4垮,共24 m,厂房高度不变,共用原有起吊设施。
根据现场总图布置情况及地形条件,浮选车间(包括三段脱杂浮选以及后续的长石、石英分离浮选)单独设置。经计算,浮选除杂选择KYF/XCFⅡ-16浮选机16台,长石、石英分离浮选选择KYF/XCFⅡ-16浮选机3台。
4.5 长石—长石、石英精矿的浓缩、洗涤、过滤
1)精矿浓缩设备
可供选择的浓缩设备主要有普通浓缩机、高效浓缩机及斜板浓密机等。经试验单位产品沉降曲线测定以及非金属矿选厂应用实例,该浓缩设备选型如下:
石英精矿设计选择NXZ-16浓缩机1台,浓缩面积113 m2。
长石精矿设计选择NXZ-24高效浓缩机1台,浓缩面积452 m2。
2)精矿过滤设备
长石、石英的脱水:选用带式真空过滤机 DU45/2500、DU25/2500各1台。
3)粗砂的脱水设备
设计选用1-ZZY-1836脱水筛1台。
4.6 干燥、打包作业
1)3ZG3000型三筒烘干机3台。
2)RSL720直燃式燃煤热风炉1台、RSL480直燃式燃煤热风炉1台。
3)DGC360多管除尘器3台、过滤面积192 m,H=1 700 Pa脉冲布袋除尘器3台。
4)包装机3台
该工艺流程稳定可靠且易于工程化,具备与原有生产线无缝衔接的特性,建设内容为:磁铁精矿(选厂已建)和长石、石英回收生产线、回水循环再利用、供配电等辅助生产设施,其中,原有的磨矿车间、给排水系统、供配电系统运输设备、计量地磅房等生产辅助系统,均可在新建的生产系统中继续加以利用,设计的工艺流程详见图2。
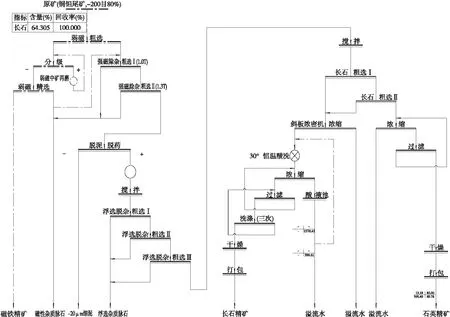
图2 二次资源综合利用设计流程
5 改扩建技术经济指标及预计成效
项目总投资为8 569.64 万元,其中建设投资为 7 925.76 万元。
最终产品为磁铁精矿、长石精矿、石英精矿及粗砂,按目前市场价格计算期达产年平均项目损益指标为:营业收入(含税)11 447.51 万元,上缴增值税950.31 万元,在评价期第1、2年共抵扣设备进项税378.13 万元。达产年平均营业税金附加95.03 万元,年利润总额3 984.51 万元,年净利润为2 988.38 万元。
项目为盈利项目,其投资规模合理,税后全部投资投资回收期(含建设期1.0年)3.34年,资金可以在生产前期回收;项目所得税前财务内部收益率达到54.85%,所得税后财务内部收益率达到42.87%,项目效益指标较高,项目盈利能力较强,投资利润率、投资利税率均超过行业平均水平,是一个较好的资源综合回收利用项目。
6 结 语
1)长石、石英生产线的建成,对该矿山及当地有着重大的经济及环保意义。铜矿中长石总量达到45%,钼矿达60%左右,以钾长石为主。从浮选尾矿中综合回收磁铁矿、长石、石英,可增加矿山的资源产出量,减少尾矿的排放量。预计项目达产后,可有效提高企业的市场竞争力与当地环境的保护力度,每年排放的尾矿将减少35%左右,可延长尾矿库使用年限8年。
2)扩大连选试验矿样为浮钼尾矿,选厂目前生产提供的浮选尾矿包括浮铜尾矿与浮钼尾矿,浮钼尾矿性质与浮铜性质相近,长石含量略有差异。扩大连选试验工艺流程对选厂目前的尾矿有一定的适应性,建议试验单位补充浮铜尾矿试验,对该流程对浮铜尾矿的适应加以验证。
3)该“二次资源”综合回收综合利用率高,高附加值产品较多。原矿不需碎矿,仅需从-200目占80%磨至-200目占90%,单位制造成本约为60.47 元/t原矿,资源综合回收率较高,具有较强的市场竞争力。
4)“二次资源”综合回收技术,不但为企业创造了巨大的经济效益,同时也促进企业实现清洁环保生产、节能减排等国家相关产业政策,本次“二次资源”综合回收工程由有色金属行业跨越至非金属及建材行业,对企业的生产、管理带来一定的挑战,同时在同类型矿山具有较强的参考示范性作用。
