发动机曲轴加工过程中跳动控制方法
2019-04-24梁雄荣
梁雄荣
上汽通用五菱汽车股份有限公司 广西 柳州 545000
1 跳动的定义
径向跳动是指被测回转表面在同一横剖面的表面上各点到基准轴线间距离的最大变动量。 曲轴弯曲变形直接表现出来的结果就是各轴的外圆相对主轴颈A1、A5或中心孔轴的线跳动量较大。
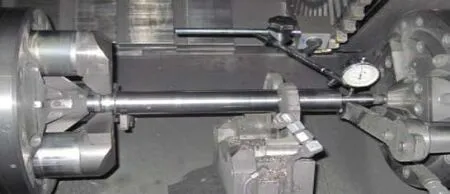
图1
2 跳动原因分析及措施
2.1 夹具的影响
曲轴轴颈表面的加工,通过安装在左右两主轴上的顶尖夹紧曲轴中心孔进行轴向定位,再通过卡爪夹紧法兰端和芯轴端表面,驱动工件旋转而进行切削,因曲轴的刚性差,在加工中容易因切削力而变形,因此使用中心支架加以辅助。因此对跳动分析时需要对这些因素进行分析。
(1)主轴卡盘回转中心不同心
所有夹具的安装调试,是基于左右卡盘回转轴线在同一直线上进行的,回转中心不同心,在曲轴顶尖顶紧、卡盘夹紧时,自定心精度功能将失去,出现工件一边高一边低的现象,夹紧时就会出现弹性变形,加速顶尖及卡爪的磨损。因此要控制左右两轴的高度差在20um内,以确保主轴回转中心的同心度。
(2)中心顶尖跳动大导致不同心
定位工件的顶尖和卡盘回转轴线的同轴性决定了支承的精度,顶尖套和顶尖座的同轴度由轴孔配合决定,顶尖座和顶尖套磨损后,精密轴孔配合失效无法保证,受力时工件回转中心偏离中心轴线较大,这种情况下加工出现跳动较大情况,此时需要更换备件以确保机械部件的正常。当机械部件正常的情况下,需要通过调整来获得所要精度。调整到允许范围内,通常半精加工调整后的顶尖跳动值为10un以下,而精加工则为1um~3um。见图1。
(3)左右主轴卡盘
卡盘是机床上用来夹紧工件带动工件旋转的机械装置,曲轴在加工前以两端中心顶尖顶紧定心,再用卡爪夹紧工件,若卡爪夹紧时与主轴中心不同轴,车削出来的工件就偏心,而在实际测量曲轴时是以中心孔为定位的,车出的曲轴偏心,测量出来的主轴颈跳动肯定会超差。从卡爪的数量来分为两爪卡盘,三爪卡盘,四爪卡盘。目前影响工件跳动的主要是三爪卡盘和四爪卡盘。
三爪卡盘:内部是通过三个液压缸带动一个推杆机构来推动卡爪臂在万向节轴承上前进和夹紧,理论上是能够同步前进到位夹紧工件的,当出现活塞固定螺栓断裂活塞前进受阻或是万向节错位时,会导致某个卡爪臂前进不到位,三个臂出现受力不均匀,从而将工件夹偏的情况出现;卡爪作为与工件直接接触部分,长期使用会出现磨损不均匀的情况,从而将工件夹偏,因此在处理跳动时需要将卡爪夹紧后的跳动控制到20um以下为好。
四爪卡盘:在双砂轮磨床上使用,两对卡爪以90度相间对称分布,分别由两对液压缸控制,内部有一对液控单向阀,当液压油通过单向阀的流量不一样时,会出现两组液压缸进给不同步,夹紧到位时会出现曲轴从中心孔滑出来的现象,曲轴中心孔定位出现偏移,磨削出现偏磨,从而导致粗加工磨不完,精加工时因余量不足产生跳动,需要检查液压油路及卡盘内部阀芯,清洁卡盘组件。在卡爪出现磨损不均的情况也会出现把工件夹偏,此时需要更换卡爪。
(4)中心支架辅助支承
中心支架支承在刀具作用点相近的位置,减少切削力作用下工件的弯曲变形,提高加工的精度。中心支架对工件跳动的影响主要有两种:夹紧中心与主轴旋转中心不同轴、中心支架圆柱滚子轴承磨损。
抬高或拉低中心支架都会使得夹紧后的中心与主轴中心不同心,中心支架将工件的中心拉偏旋转中心,工件受到切削力时得不有效的支撑而变弯,出现跳动偏大。因此在粗加工阶段,中心支架抬起度控制在10um,精加工中控制在抬起2um、推出8um左右,能够有效的控制受力变形,获得所需加工精度。
滚轮型中心支架,当出现润滑不良导致异常磨损或是滚子被铁泥卡住时,中心支架夹持工件时产生震动,加工不平稳,继续使用就会产生振纹或是工件压伤,轴颈跳动变大,此时需要疏通油路或是更换轴承。
2.2 工件中心孔的影响
曲轴中心孔作为各工序的加工基准,对后工序曲轴加工跳动的产生有重要的影响,主要有以下两方面:
(1)中心孔圆度不好
经过验证,当中心孔圆度大于0.03时,磨削工位对主轴颈产生的跳动增大较多,因此需要对圆度进行控制。影响的要素有主轴的跳动过大、丝杠反向间隙大、夹具不稳定、刀具刚性不好、使用单刃加工等,要对各要素进行控制,如使用双刃刀代替单刃刀,加工时工件受力平衡,可以有效的控制中心孔的圆度。
(2)中心孔上有铁屑
曲轴在加工过程中使用油雾和冷却液,加工后会有铁屑粘在中心孔上,在磨削时顶尖将铁屑顶在中心孔上,使得定位面不能很好地跟顶尖贴合,受力时产生偏移,从而产生跳动超差。通过在曲轴移动过程中增加毛刷、吹气、清洗水管装置将铁屑去掉。
2.3 滚压校直对跳动的影响
滚压校直,经过深滚压后,由机床自带的Marposs测量系统测出工件的跳动量,当轴颈的跳动值超过设定值时,会通过RTC(实时计算机)计算出当前最佳的校直方法,用适当的力对其中某一轴颈进行校直,以降低工件的径向跳动。
(1)marposs测头对校直的影响
滚压后使用测头对主轴颈的跳动进行测量,如果小于设定的跳动值,则完成滚压;如果大于设定值,通过运算比较后对某一个轴颈施加力进行校直,然后重复测量,直到达到要求。如果测量的数值不准确,在RTC判定后,判定错误施加力对轴颈进行校直,造成跳动的累加变大。需要检查测量数据的准确性,提高校直数据的可靠性。
(2)滚压过程中滚压力异常
过小的滚压力使得工件达不得滚压的效果,需要多次校直或无法校直;过大的滚压力且方向不对时,会出现弯曲方向与原跳动方向的叠加加大跳动量,后工序加工时就会出现磨偏、跳动大,因此需要定期地进行滚压力检查校准。
2.4 精车止推面工序对跳动的影响
止推面位于A3主轴颈的两侧位置,加工时曲轴受切削力,由于没有中心支架进行支撑,加工过程中受力产生变形,出现A2、A3、A4的跳动变大。可通过减小止推面的加工余量,降低进给速度来减小该工位造成的跳动。
2.5 磨床磨削导致跳动变大
(1)残余应力曲轴变形影响
曲轴在粗加工、热处理后内应力过大,导致曲轴弯曲变形,经回火、滚压校直后应力得到了一定的释放,但仍有较大的残余应力带到了磨削工序中,在曲轴磨削的过程中,残余应力持续释放导致曲轴变形而导致跳动超差。
因此控制淬火、干切削变形,降低曲轴内应力是解决磨削后曲轴变形超差的根本措施。通过对感应器有效圈改进以及毛坯应力的控制,解决曲轴淬火变形,降低曲轴的内应力,进而解决磨削后曲轴变形超差。在磨削工位,在粗磨结束后,通过松夹卡爪然后精磨,以此来释放压力,减少跳动超差。对于热胀冷缩和组织转变,引起曲轴整体长度变化,此时曲轴要可以自由伸缩,尾架顶紧力不能太大,否则跳动超差就比较明显了。
(2)磨偏对跳动的影响
在磨削过程中,磨削力受到磨削余量的影响,当来料的毛坯圆度不好、连杆颈相位不稳定、中心孔圆度超差、或是有铁屑粘在中心孔定位面上时,工件会往一个方向偏,磨削循环就会将工件磨偏,曲轴受力不均而弯曲,产生跳动超差。因此需要控制好曲轴来料的各个尺寸公差、保证磨削时受力均匀。
3 主轴颈跳动超差案例
2018.7.4 白班,生产线车车拉机床加工出来的工件除A3外,其它主轴颈A1、A2、A4、A5的跳动都超差,检查发现三个卡爪伸出量不一致,原因为第3个卡爪万向轴承外圈定位销断裂旋转一个角度,外圈上的台阶卡到卡爪,使其伸出量减小,夹紧力达不到而夹偏。重新正确安装后跳动问题得到解决。
4 结论
曲轴的加工工艺复杂多样化,引起曲轴颈跳动超差的因素多种多样,需要根据曲轴的加工工艺及定位方式来进行逐一排除,为了能够快速查找到问题的起因点,需要熟悉机床的夹具结构、工作原理、工艺步骤。以上是这些年来对故障处理后的经验总结,同时还存在一些未明因素,需要继续探讨分析。