三维打印无人车间实验平台研发
2019-04-02林志伟傅建中吴森洋
林志伟, 傅建中, 吴森洋, 钱 俊
(浙江大学 a.机械工程学院,浙江省三维打印工艺与装备重点实验室, 杭州 310027; b.工程训练(金工)中心, 杭州 310058)
0 引 言
三维打印是一种以数字模型为基础,运用粉末或流体等可黏合材料,通过逐层堆积的方式来构造实体的技术[1-2]。经过30多年的发展,三维打印出现了选择性激光烧结(SLS)[3]、光固化(SLA)[4]和熔融沉积制造(FDM)[5]等工艺,为零件原型制作、新设计思想校验等方面提供了一种高效低沉本的实现手段[6]。三维打印集成了CAD/CAM、机械、电子、计算机、控制等技术,非常适合学生综合能力培养。目前,国内很多高校已将三维打印引入实验教学环节[7-9],成为技术支持教育应用创新不可或缺的元素[10-11]。
尽管如此,三维打印在向学生课堂推广过程中仍然存在一些问题。首先,相对普通机加工,三维打印涉及的工艺参数更多且设置更为复杂。以FDM为例,它在模型切片过程中涉及的工艺参数多达60多个,包括层高、填充率、速度、壁厚、喷头温度等。其次,三维打印逐层堆积的工艺特性决定了制造工时一般较长。对一普通鼠标大小的模型,打印时间短则0.5 d,长则1 d,这样的工时在课堂环境下一般是无法容忍的。
目前,针对三维打印的研究主要集中在工艺、材料及单机打印设备开发上[12-14],而针对三维打印网络互连及无人车间构建等方面的研究较少。孟炯等[15]研究了三维打印分布式智能制造创新模式,揭示了三维打印分布式智能制造模式的管理特征。刘利钊等[16]针对三维打印设备、三维相关设备和运行数据的统一建模问题,建立了三维网络系统合成模型,实现了三维打印设备与相关设备间的互操作、信息共享、协同工作。
本文开发了一套面向网络制造的三维打印无人车间实验平台。该平台可以理解为一种三维打印服务,无论何时何地,用户只需在网页上上传或在模型库中选择模型,设置简单的工艺参数,便可下单打印。订单在打印过程中,用户还可在网页上查看打印进度,查询相关打印参数。车间端主要由三维打印机群、立体仓库、工业机器人、工控机(IPC)等硬件设备组成,能够实现自动接单、自动上下料、自动打印、自动出入库等功能。
1 无人车间布局及工作流程
1.1 总体布局
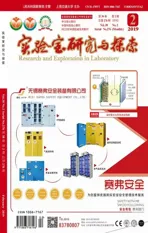
三维打印无人车间总体布局如图1所示,实物展示如图2所示,主要包括三维打印机群、工业机器人、直线导轨、立体仓库等制造执行单元,其中三维打印机群组成车间制造系统,机器人和导轨组成搬运系统,立体仓库为仓储系统。这些单元以直线导轨为中心布置在一长方形周边,导轨总长8 m,水平安装在地面上。6自由度工业机器人安装在导轨滑块上,一方面可随导轨滑块做直线运动;另一方面可在其自身坐标系内自由运动。三轴并联式FDM三维打印机位于导轨两侧,左右各5台,呈线型固定在工作台上,左右工作台间距约6 m。立体仓库及各电气机柜位于导轨两端,其中仓库位于导轨下端,主要包含堆垛机和立体货架。电气机柜包括仓储系统控制柜、机器人控制柜、导轨控制柜、搬运系统总控柜、主控机柜以及Web服务器机柜等。
无人车间中,制造、仓储、搬运各系统功能如下。三维打印机是最终制造执行单元,负责将用户网络订单转化成实体模型。FDM三维工艺将工件打印在底部台面(热床)上,打印完成后,工件与台面存在一定的黏附力,一般需要借助专用工具才能将工件剥离。由于三维打印个性化程度高,工件形状各异,设计夹具直接在产线上夹取工件并使其剥离工作台面难度较大。为此,本文从打印机工作台面互换的角度出发,将台面看成工件载具(如图1所示的六边形钢化玻璃盘),即打印开始前,在打印机上放置空盘,打印结束后,将粘附工件的成品盘从打印机取出。仓储系统用于存储托盘载具,包括空盘和成品盘,包含3个进出口,分别为空盘出口、成品进口以及成品出口。机器人及导轨衔接仓储系统和打印机,负责上下料,搬运空盘和成品盘。在机器人的末端法兰上,安装了为本项目专门设计的U形夹具,夹具上装有4个吸盘,这些吸盘可利用负压抓取或释放载具。
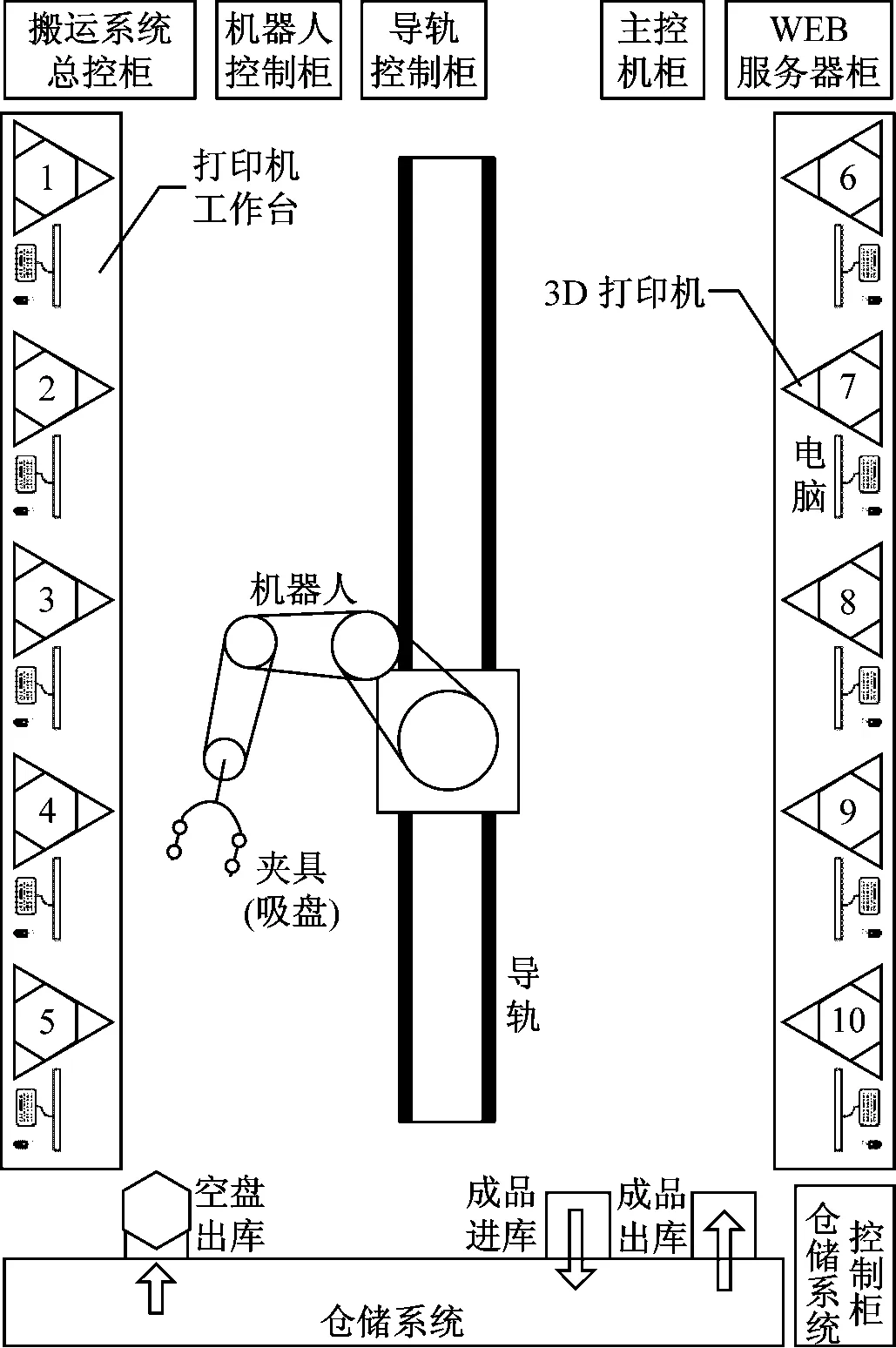
图1 三维打印无人车间总体布局示意

图2 三维打印无人车间实物展示
1.2 工作流程
制造、仓储、搬运各系统在主控IPC协调下有序工作,三维打印无人车间整体工作流程如下:首先,用户在远端电脑上通过网页访问三维打印云平台网站,选择或上传模型并设置简单的打印参数,包括精度、强度、颜色等,完成下单操作。工厂端在接收打印订单后,首先调动仓储系统中的堆垛机从空盘出口出一空盘;随后调动机器人及导轨运行至仓库附近抓取空盘,并将空盘搬运至某一空闲打印机上;打印机接收打印指令后,自动下载模型文件,开始切片、打印;打印完成后,机器人及导轨运行至打印机附近抓取成品盘,并将其搬运至仓库成品进口;仓储系统在感知成品进口的载具后,自动启动堆垛机将成品盘收纳进仓库空仓位。与此同时,用户可通过云平台网站随时查看订单打印进度。
需要指出的是,以上介绍是在单个订单任务下,三维无人车间从订单下达到完成打印、搬运、仓储的简单流程;事实上,当订单数量增加,无人车间在运行过程中还会涉及订单分配、设备调度等优化问题。
2 制造执行单元选型和设计
2.1 三维打印机
本文选用的三维打印机为三轴并联式FDM打印机,外观呈三棱柱形,两端截面为正三角形。该打印机喷头直径为0.4 mm,最小打印层高为0.1 mm,最大打印尺寸为φ650 mm×1 250 mm,适用材料包括PLA、ABS、人造橡胶等。打印机各轴运动、送丝以及喷头热床温度调节等由基于单片机的运动控制卡控制,该控制卡运行开源Marlin固件。每台打印机配备一台专用IPC,IPC和打印机控制卡通过USB(转串口)线连接,具体通讯协议可参见Marlin固件中对G代码的定义。每台IPC上安装由项目组自主研发的三维打印控制软件,可实现三维模型编辑、打印代码生成、本地及网络打印控制等功能,并提供远程操控打印机相关接口函数(API)。
为适应无人车间机器人自动上下料需求,本项目对打印机底部工作台面进行改造,从原来一体的三角形钢化玻璃台面掏出一个六边形可互换托盘,作为工件载具,如图3所示。托盘底部装有圆形铁块,打印机底座装有电磁铁,电磁铁和工业机器人IO相连,信号通断通过机器人示教得到,即:当机器人向打印机放置空盘后,电磁铁通电从而固定托盘;当机器人过来从打印机抓取成品盘时,电磁铁断电,释放托盘。
2.2 仓储系统
相对来说,仓储系统是无人车间最为独立的智能制造执行单元,主要由立体货架系统、堆垛机系统、输送机系统和仓储控制系统等组成,可独立实现物料自动化供应、库存管理等功能。如图4所示,立体货架包含左右两排货架,每排4层,每层7个仓位,共计56个仓位,其中首层有3个仓位用作载具进出口,分别为空盘出口、成品进口以及成品出口,实际有效仓位为53个。三轴堆垛机位于两排货架中间,可在货仓之间点对点运动,搬运载具实现进库、移库、出库等功能。载具进出口处各装有一套皮带输送系统,当有载具靠近时,输送系统自动启动输送电机。其中空盘出口装有RFID写卡器,可将当前打印订单号写入载具RFID芯片,从而实现仓储订单追溯。

图4 智能仓储系统
上述堆垛机、输送机系统在仓储PLC统一控制下运行。PLC和仓储系统IPC通过以太网相连,共同组成仓储控制系统。IPC上运行智能仓储系统人机界面,同时提供外部设备操作仓储系统的API,通过调用该API可以查询各个仓位存储状态,如空仓、空盘、成品盘等,此外,通过外部调用API还可实现进出库、移库等功能。
2.3 机器人及导轨
无人车间选用的工业机器人为柯马(COMAU)NJ60型机器人,该机器人末端最大承重60 kg,最大工作半径为2 258 mm,重复定位精度为0.06 mm,满足三维打印载具搬运需求。为扩大机器人活动范围,将机器人安装在直线导轨滑块上,如图5所示。直线导轨总长8 m,由两段导轨无缝拼接而成,最大载重量可达2 t,最大运行速度1 m/s,重复定位精度为0.05 mm。

图5 工业机器人及直线导轨
机器人和导轨分别由两个控制系统独立控制,其中机器人由柯马自带的机器人控制器控制,直线导轨则由PLC实现简单的点位控制。机器人上下料路径由机器人示教器示教得到,对当前包含10台打印机及1套仓储系统的无人车间而言,共需示教得到22套程序,包括20套分别给各台打印机的上料和下料程序,以及从仓库空盘出口抓取空盘程序和向仓库成品进口放置成品盘程序。与之配套的直线导轨共需示教保存12个点位坐标,包括10个打印机点位及2个仓库取、放盘点位。导轨坐标点示教可在导轨控制柜的人机界面完成。
机器人控制器和导轨PLC经以太网相连后通过组态软件和另一PLC组态,建立相关寄存器地址相互映射关系,该PLC作为机器人及导轨系统总控PLC,位于搬运系统总控柜内,如图1所示。总控柜内的IPC上运行一套API程序,该API内部通过TCP/IP协议和总控PLC通讯,外部程序通过调用该API可实现机器人及导轨状态查询、示教程序选择及执行等功能。
3 制造执行系统通讯框架
无人车间各制造执行单元主要通过以太网实现内部及外部通讯。如图6所示,每台打印机首先通过串口和对应的IPC通讯,每台IPC则直接通过网线连接至车间局域网。仓储系统的PLC和IPC首先连接至该系统专用交换机,然后通过该交换机连接至车间局域网,通过该交换机,仓储IPC上的智能仓储人机界面可直接访问仓储PLC数据。与此类似,对机器人及导轨组成的搬运系统,机器人控制器、导轨PLC、总控PLC以及IPC首先连接至该系统专用交换机,然后通过该交换机连接至车间局域网,通过该交换机,一方面总控PLC可通过组态软件和机器人控制器及导轨PLC组态;另一方面,IPC可直接访问总控PLC。
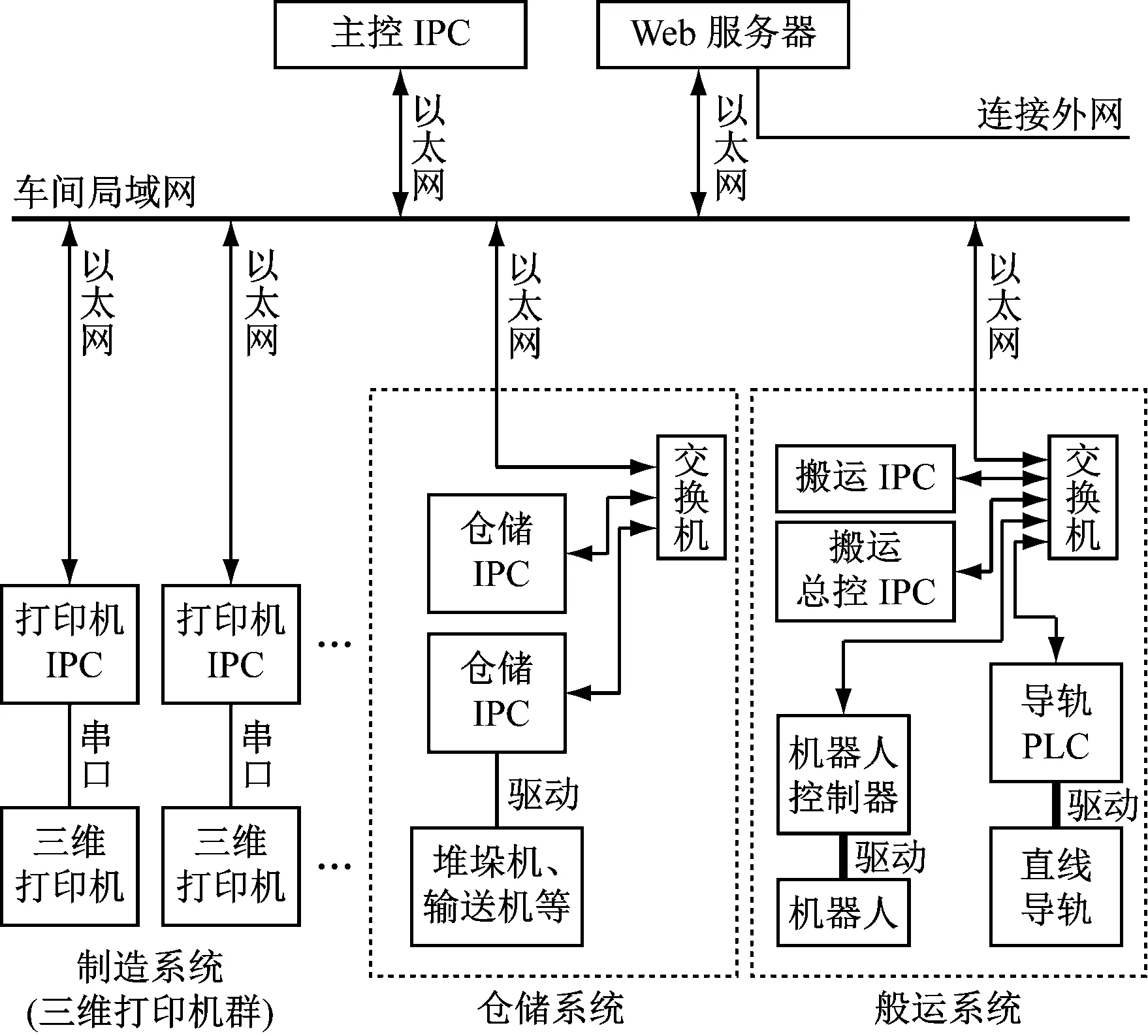
图6 制造执行系统物理通讯框架
主控IPC和Web服务器直接和工厂局域网相连,其中Web服务器又和外网相连,上面运行三维打印云平台网站,用户可在外网完成打印订单下达。主控IPC是无人车间控制的核心单元。在此通讯框架下,主控IPC可直接访问各台打印机IPC、仓储IPC、仓储PLC、搬运IPC、搬运总控PLC、机器人控制器、导轨PLC以及Web服务器等。为降低各控制单元耦合程度,如图7所示,逻辑上主控IPC仅和打印机IPC、仓储IPC以及搬运IPC通讯,通过间接调用这些IPC上的API实现和下位设备通讯。

图7 制造执行系统逻辑通讯框架
4 制造执行系统控制软件设计
传统的生产线大都将PLC为主控单元,其优势在于来自不同设备的PLC可以组态,易于协调各设备工作节拍。然而对于本文三维打印无人车间,完全依靠PLC实现车间控制难度较大。这是因为打印机的控制程序运行在IPC上,很难和机器人、导轨以及仓储系统的PLC直接组态;另一方面,以PLC为车间主控的架构也很难实现云平台订单数据下载。本文开发的三维打印无人车间以IPC为主控单元,通过主控程序及设备状态表协调各制造执行单元有序工作。
4.1 控制软件架构
无人车间制造执行系统控制软件架构如图8所示,包括一个云平台网站、一套主控程序、一套驻留程序、两个数据库以及三套下位控制程序,其中运行于主控IPC上的主控程序和设备状态表为控制核心,驻留程序为通讯核心,云平台网站为用户接口,用于生成打印订单,运行于下位IPC上的各控制程序一方面负责收集设备状态,另一方面负责和驻留程序通讯。
驻留程序使用WCF(Windows Communication Foundation)库开发,WCF是由微软开发的一系列支持数据通信的应用程序框架。驻留程序和状态数据库相连,该数据库包含3张设备状态表,分别为打印机状态表、仓储系统状态表、搬运系统状态表,其中打印状态表包含10条记录,分别对应10台打印机,仓储和搬运系统状态表各仅包含1条记录。驻留程序对外仅提供HTTP访问接口,外部程序使用POST方法封装SQL语句和驻留程序通讯,间接完成对各状态表读写。如某台打印机需要向状态表更新自身运行数据,则它首先需要封装一条以“UPDATE”开头的SQL更新语句,然后使用POST方法将其发送至驻留程序,完成状态更新。类似地,如果某台打印机需要获取状态表数据,则它需向驻留程序POST一条以“SELECT”开头的SQL查询语句。
图8 制造执行系统控制软件架构
主控程序通过改写状态表间接操控各下位控制程序及设备。以下以打印机状态表为例说明,仓储和搬运系统状态表类似。打印机状态表包含的主要字段如表1所示,表中ID字段为打印机编号,因有10台打印机,故取值为1~10;OrderID为打印机当前打印的订单编号。Emergency字段用于控制打印机急停,当打印机控制程序读取到该字段为true时,则急停打印机。LayerCount和LayerIndex为打印过程状态参数,由打印机控制程序写入,通过这两个字段可计算当前打印进度。LastUpdateTime为打印机控制程序最后读写状态表时间戳,主控程序通过对比时间戳和当前系统时间判断打印机是否仍然在线。

表1 打印机状态表设计
State为打印机控制的关键字段。State为0表示打印机处于空闲状态。State为1须由主控程序写入,表示开始打印任务,当打印机控制程序扫描到State为1时,则从ModelPath指示的远程FTP路径下载模型文件,开始切片、打印过程。当打印机进入打印状态时,其控制程序将State写为2,表示打印任务正在执行中。当打印完成后,打印控制程序将State写为3,表示打印任务完成;当主控程序读取到State为3时,将其重置为0,即恢复打印机空闲状态,等待下一次打印任务。
4.2 主控程序设计
主控程序通过不断读写状态表实现各制造执行单元的生产调度以及运行节拍控制,其基本工作循环如图9所示。循环开始为延时子程序,避免主控程序对状态数据库频繁访问而致其奔溃。本文设定主控程序循环延时为1 s,即循坏周期为1 s。延时后,主控程序将打印机、仓储系统以及搬运系统3张状态表中的所有数据读入内存,根据这些数据,首先判断所有打印机中是否有打印机的State为3。
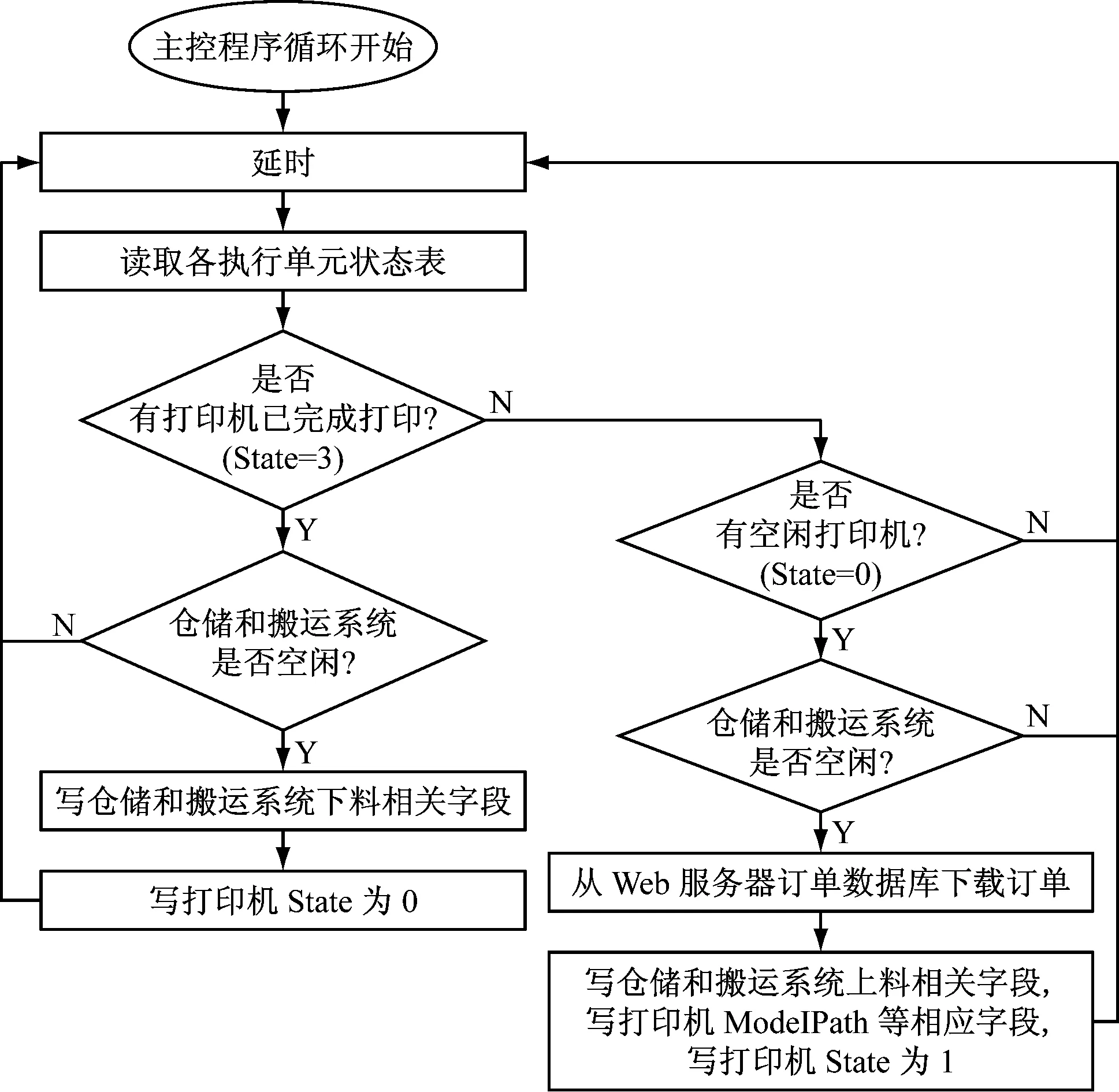
图9 主控程序基本工作循环
如果存在至少一台打印机State为3,表示有打印机已完成打印,则进一步检查仓储和搬运系统是否处于空闲状态。如果这两系统均空闲,则在两系统状态表中写入控制下料的相关字段,最后将该打印机State重置为0,表示该打印机进入空闲状态,主控程序返回循环开始。如果仓储和搬运系统处于忙碌状态,则直接返回循环开始,如此往复,直至两系统空闲,完成下料。
如果所有打印机State都不为3,则进一步检查是否有打印机State为0。如果有空闲打印机,则再进一步检查仓储和搬运系统是否空闲。如果两系统空闲,则主控程序向Web服务器打印订单数据库下载订单信息,包括订单号、模型文件等,然后写仓储及搬运系统上料相关字段,以及该空闲打印机ModelPath等相应字段,最后将打印机State写为1,表示开始打印,主控程序返回循环开始。在这一过程中,如果无空闲打印机或仓储、搬运系统处于忙碌状态,则直接返回循环开始。
5 结 语
近年来,三维打印已逐渐进入了教育培训领域,但较长的工时和复杂的工艺在一定程度上限制了三维打印课程的深化和进一步推广。据此,本文开发了一套面向网络制造的三维打印无人车间实验平台,其技术特点包括:
(1) 面向网络化制造。三维打印无人车间通过云平台网站向用户提供打印服务,用户只需在网站上上传或选择所需模型,完成下单操作,便可将打印任务下达至制造车间,并可通过云平台查看打印进度。
(2) 打印托盘互换性设计。通过对打印机底部工作台面的改造,以六边形钢化玻璃托盘替代原本一体的工作台面,并使用电磁铁固定托盘,解决了因三维打印模型个性化程度高、形状各异造成的夹具设计困难、脱料困难等问题。
(3) 基于状态表的生产线控制方法。以主控IPC上的WCF驻留程序为通讯核心,以主控程序及设备状态表为控制核心,主控程序及下位IPC控制程序通过HTTP协议间接读写设备状态表,实现下位制造执行单元有序工作。