浇口对PC+ABS注塑产品的影响分析
2019-03-05赵书言曹慧林谢全广姜娜
赵书言,曹慧林,谢全广,姜娜
浇口对PC+ABS注塑产品的影响分析
赵书言,曹慧林,谢全广,姜娜
(北京汽车研究总院有限公司,北京 101300)
PC+ABS良好的强度及韧性等优良特点,广泛的应用与汽车行业中。文章针对浇口对以PC+ABS为材料的产品外观的影响进行分析,优化浇口方案。通过模流分析对产品的注塑过程进行模拟分析,其模具浇口的位置和数量对制件的翘曲变形量、表面质量、气泡、熔接痕的位置、都有很大的影响。故根据分析确定合理的模具浇口位置及数量,并应用于实际注塑中,获得了外观质量理想产品。
浇口;注塑;模流分析;PC+ABS
1 概述
由于PC+ABS的良好的强度、抗冲击性、使用温度的范围广、耐候性及阻燃性也很好的特点,在汽车行业中被广泛的应用。又因PC+ABS具有优良的电镀性能,也作为表面电镀产品的材料得以广泛的应用,如汽车外拉手、内扣手及装饰亮条等。随着市场竞争日趋激烈,人们电镀件的质量也越来越高。但由于产品的结构特征,模具设计,成型工艺,电镀工艺等原因,也给PC+ABS产品表面带来了不同的问题。
浇口是浇注系统的重要部位,是熔融料进入型腔的入口。浇口的数量、位置、形式对制品的曲翘量、气泡、熔接痕的数量及强度都有影响,最终决定成型件的质量及外观。所以合理的浇口位置和数量也是决定产品质量的重要因素之一。
2 原始方案分析
在实际工作中,采用PC+ABS材料生产某车型拉手饰条,产品外观要求进行哑光镀铬,产品结构如图1所示。产品呈”C”型,背面结构复杂,带有多个单边卡子结构及定位限位结构。

图1 产品结构图
2.1 浇口位置
此模具设计采用一模两腔,浇口位置设计在如图2所示位置,浇口类型为潜伏式浇口,尺寸15m×1.5mm。如图可知,此种浇口布置相当于单件单浇口进行注塑,需要一定的注塑压力才能保证产品末端质量。

图2 原始方案——浇口布置
2.2 填充时间
充填过程是塑件成型的关键步骤。充填分析是对塑料熔融体从开始进入型腔,直至充满型腔的全部过程进行模拟。由图3的等高线图可看出,此方案可以将产品完全充满,没有出现短射现象,离浇口较远端最后完成填充,在零件转角处料流速度稍缓慢,但整体流动均匀。
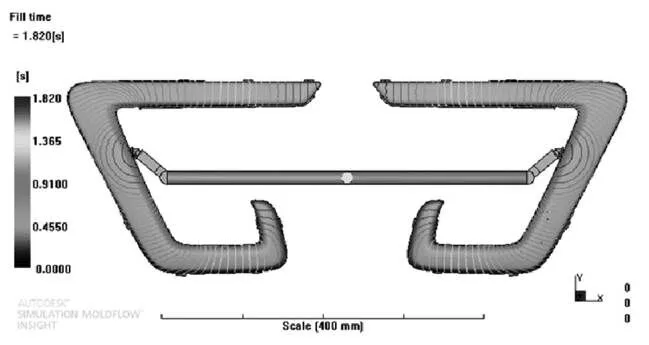
图3 原始方案——填充时间
2.3 变形量
翘曲分析通过数值模拟熔料的充型过程,可以算出塑件在相应方案下的翘曲量,如图4所示结果,所有因素的变形量在3.409mm,出现变形最大的位置是填充的末端,此处离浇口最远,熔料流动性要比填充开始时差很多。
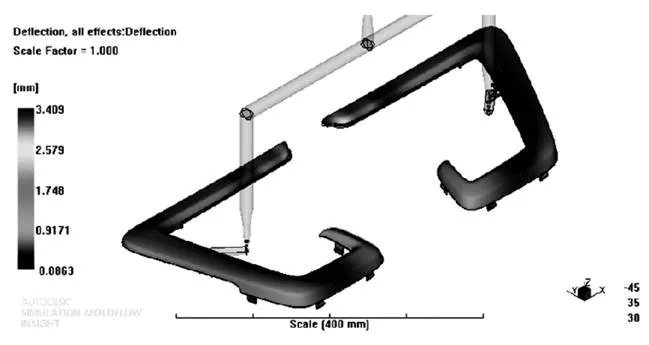
图4 原始方案——变形量
2.4 气穴
如图5所示是产品成型时可能产生的气穴情况。气穴的产生不仅会影响塑件的外观,而且由于高温导致的气穴爆破会降低产品的强度,故应尽可能地减少气穴。如图所示,气穴位置均在零件边缘分型面处,气体通过熔体填充是会自行排出。
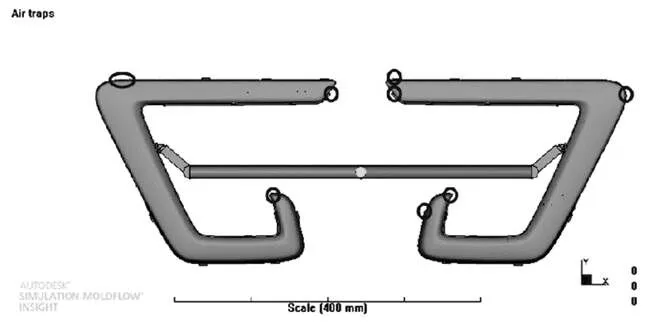
图5 原始方案——气穴
2.5 熔接痕
如图所示,因为是一点进胶,在溶料流动过程中不会产生两股料流明显汇聚的现象,故零件表面无缩痕产生。
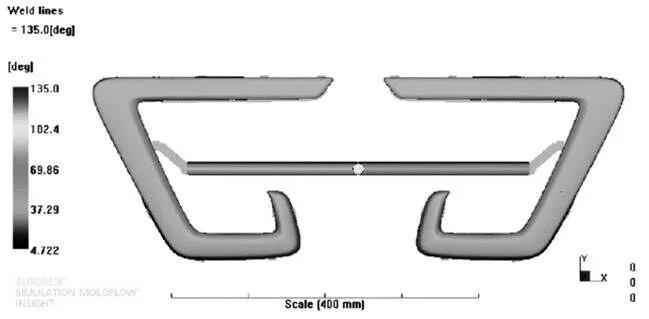
图6 原始方案——熔接痕
2.6 流动前沿温度
在分析中合理的前沿温度分布应是均匀的,若温差较大,则会产生残余内应力,会加大制品的曲翘变形。从图7中可以看出,产品表面前锋温度相差不大,在B面定位柱处较低,由于转角,筋位高度及料厚原因,故流动阻力较大,且筋位末端离浇口较远,所以熔体温度下降较大。整体前锋温度相差20℃稍大,但表面温差均匀分布相差2℃,满足要求。

图7 原始方案——流动前沿温度
2.7 实际产品问题
如图所示,用单浇口方案制作出的产品表面产生冷料痕,其原因是此浇口用了潜伏式浇口,在产品出模时,潜伏式浇口断裂退出,会在模具中留下粉末状固体料,不会随产品带出,而随着下次注塑过程的进行,此固体料会通过浇口再次进入模具,使熔融的热料中混入固体冷料,在浇口附近形成花纹形状料痕。

图8 原始方案产品
3 优化方案分析
3.1 浇口布置
相对原始方案,优化浇口位置、浇口形式及浇口数量,优化后模具如图9所示,采用单件两点进胶,两浇口间距:260mm,第一点进胶口尺寸是1.5mm,第二点进胶口尺寸是1.2mm。调整原方案单浇口进胶,优化浇口位置及加大进浇口尺寸,且将浇口形式由潜伏式浇口调整成侧浇口进胶,提高了填充速度,使料流更加稳定平衡,产品填充也更加完整,避免短射现象及产品表面冷料痕的产生。图10是优化后浇口布置方案,且采用顺序阀的形式进行填充。
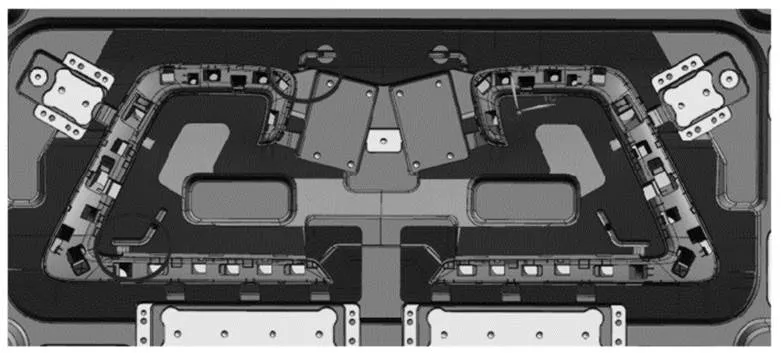
图9 优化方案——模具图

图10 优化方案——浇口布置图
3.2 填充时间
如图11所示,调整浇口后的填充时间及等高线,与图3原始浇口布置方案相比较,明显看出优化后填充末端填充效果更佳,更加均匀,顺序阀在1.4s开放,解决了原始方案的填充末端填充慢的问题。产品增加一点进胶大大改善了产品在两个开放是末端的变形问题。
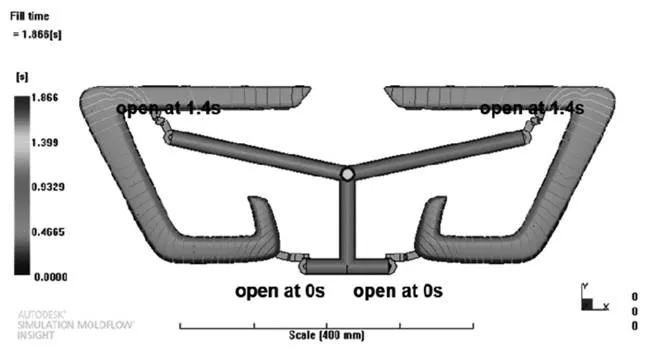
图11 优化方案——填充时间
3.3 前沿温度
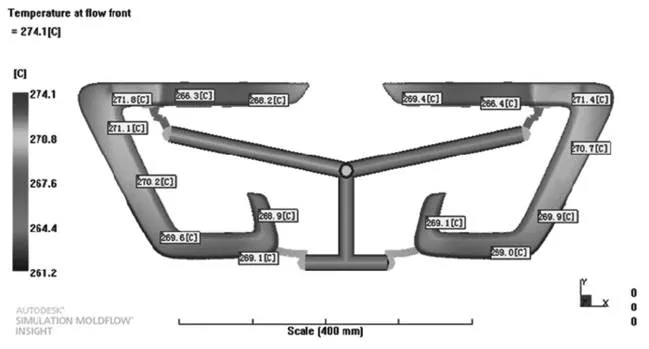
图12 优化方案——前沿温度
如图12所示,整个产品的前沿问题温差在13℃左右,产品表面前沿温度分布均匀,温差在2℃,与原始方案相比,此方案无明显温差过大现象,由于顺序阀形式,保证了产品两侧末端的温度基本一致,减少了两侧产品变形量不一致问题。
3.4 气穴
如图13所示,气穴位置均在配合处位置及分型位置,通过配合间隙调整可消除,或通过分型可消除,不会对产品表面及强度产生影响。与原始方案相比,气穴数量明显减少。
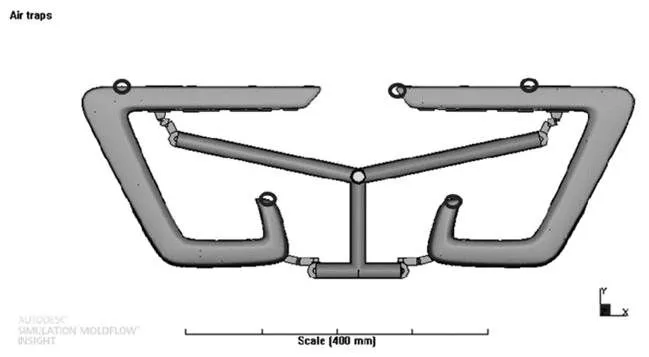
图13 优化方案——气穴
3.5 熔接痕
通常情况下,两浇口进胶容易因为两股料流汇聚而产生熔接痕,但是此方案由于采用顺序阀填充,料流方向一致,故不存在此问题,产品表面无熔接痕。
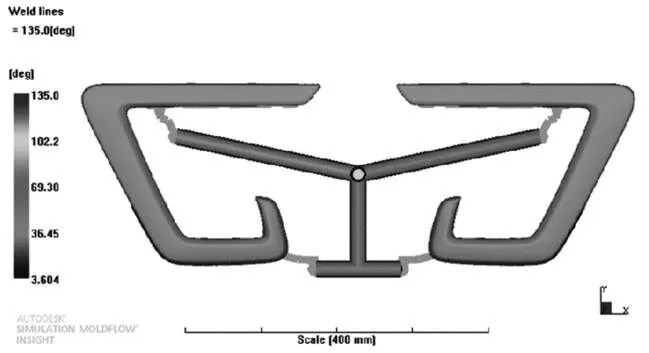
图14 优化方案——熔接痕
3.6 变形量
如图15所示,变形量为1.228mm,与原始方案比较,所有因素的变形量明显降低。浇口优化后,整个填充过程更加充分均匀,压力均匀分布,不存在由于末端填充速度慢及温度低而产生的变形问题。
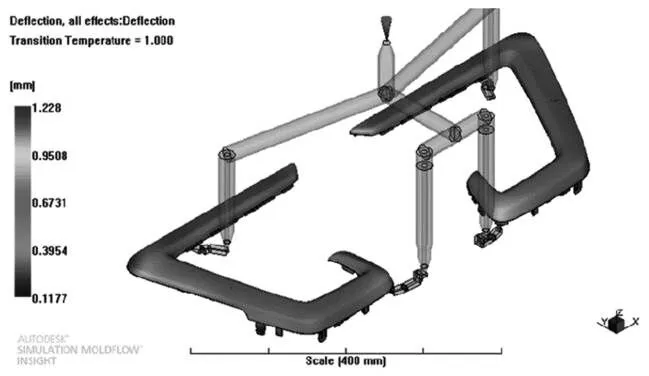
图15 优化方案——变形量
3.7 浇口优化后产品

图16 优化方案后产品
如图16所示,根据优化后方案制作产品,原产品表面花纹、冷料痕等现象得以优化消除。
4 结论
通过模流分析模拟充填过程,对充填时间、流动前沿温度、熔接痕、气穴及变形量进行分析,以及通过实际产品状态对浇口形式、浇口尺寸及数量进行了优化,解决了产品表面花纹、冷料痕的问题,优化了产品末端变形量大的问题,在实际生产中获得高质量制品。
针对产品表面需要二次处理的零部件,避免素材件表面质量不良问题,不建议使用潜伏式浇口进胶。
[1] 陆书来.ABS电镀工艺及其常见问题分析[J].弹性体,2013-06-25, 23(3):59-62.
[2] 傅永林.PC/ABS塑料合金注塑制品缺陷及避免措施[J].工程塑料应用.1991年第4期:22-25.
[3] 蒋艳云,尧永春,徐伟.国内汽车用PC/ABS合金的研究进展[J].企业科技与发展.2017年第五期:88-90.
[4] 夏金林,李渊博,王少军.基于CAE的注塑成型缺陷分析及优化[J].汽车实用技术.2018年第12期:124-126.
[5] 苗瑞,宋桂珍,亓秀梅.基于模流分析的注塑模浇口优化设计[J].太原理工大学学报.2013年7月,第44卷第4期:457-460.
Effect of Gate on Injection Molding Products with PC + ABS
Zhao Shuyan, Cao Huilin, Xie Quanguang, Jiang Na
(Beijing Automobile Research Insititute Co. Ltd., Beijing 101300)
PC + ABS has good strength and toughness, and was widely used in the automotive industry. In this paper, the effection of gate on the appearance of PC + ABS products was analyzed, and thescheme of gatewas optimized. The injection process of the product was simulated and analyzed by Mold Flow. The position and quantity of the gate had a great influence on the warpage deformation, surface quality, air traps and weld line of the product. According to the analysis, the reasonable position and quantity of the gate were determined, and the ideal product of appearance quality was obtained when it was applied in actual injection moulding.
Gate;Injection;MoldFlow;PC+ABS
A
1671-7988(2019)03-189-04
U465
A
1671-7988(2019)03-189-04
U465
赵书言(1985-),女,就职于北京汽车研究总院有限公司。主要研究车内硬质注塑产品的材料、结构、表面处理、加工工艺等方面,重点负责车门内饰板系统的产品设计与开发。
10.16638/j.cnki.1671-7988.2019.03.063
