喷丸对23Co14Ni12Cr3Mo超高强度钢表面性能的影响
2019-03-04谭晓明
钱 昂,金 平,谭晓明,王 德,王 鹏
(1.海军航空大学 青岛校区,山东 青岛 266041;2.海军驻景德镇航空军事代表室,江西 景德镇 333001)
0 引言
航空工业的发展为超高强度钢材料的应用提供了广阔的平台。23Co14Ni12Cr3Mo作为一种新型超高强度钢,具有良好的强度、韧性和疲劳性能,被日益广泛地应用于制造飞机起落架等关键结构部件[1]。
飞机结构件在实际服役条件下,由于受到服役环境及疲劳载荷等影响,易产生腐蚀损伤和疲劳断裂。因此,为了提高飞机构件的耐久性、可靠性和安全性,常采用表面强化技术来提高构件的使用寿命。喷丸强化工艺具有实用性好、适用范围广、价格低廉等特点,能够显著改善材料表面特性,提高其耐腐蚀性和疲劳性能,常被运用于构件表面的强化。国内外学者在喷丸强化对材料性能的影响方面也进行了诸多研究。肖志瑜等[2]研究了喷丸表面强化处理Fe-2Cu-2Ni-1Mo-1C材料的弯曲疲劳性能,结果表明:喷丸前的试样表层有较多的孔隙,且孔隙的尺寸较大;喷丸后试样表层的孔隙显著减少,接近全致密,表面致密层厚度大约为70 μm。孙寒骁等[3]研究了疲劳载荷对17CrNiMo6喷丸强化层残余应力与组织的影响,结果表明:喷丸前试样的残余压应力场深度约50 μm,最大残余压应力为-220 MPa,位于试样表面;喷丸后试样的残余压应力场深度达400 μm,最大残余压应力为-650 MPa,位于距表层约100 μm深处。徐星辰等[4]研究了喷丸强化对2060铝锂合金表面完整性和疲劳性能的影响,结果表明:喷丸使试样表面粗糙度增大,出现不同深度的丸坑,在丸坑交叠的边沿处存在明显的塑性损伤流变和开裂、脱层现象;喷丸后试样表层硬度增大9%~12%。郭长刚等[5]研究了喷丸表面强化对镁合金在模拟体液中腐蚀行为的影响,结果表明:喷丸处理后,试样中Mg的质量分数由82.88%减少至70.13%,Al的质量分数由16.28%增加至28.08%,Mg的减少和Al的富集提高了镁合金的耐腐蚀性。
喷丸是目前用于金属材料表面强化的常用方法,其既能在材料表面引入提高疲劳性能和耐腐蚀性能的有利因素,也会造成材料表面粗糙度增大以及开裂等不利影响。本研究以23Co14Ni12Cr3Mo超高强度钢为研究对象,分析喷丸对其表面性能的影响,为进一步研究喷丸对材料疲劳性能和耐腐蚀性能的影响奠定基础。
1 试 验
1.1 试验材料与试样
试验材料为新型超高强度钢23Co14Ni12Cr3Mo,化学成分见表1。采用线切割的方式将材料加工成规格为10 mm×10 mm×5 mm的块状试样,用于喷丸强化。
材料热处理制度为:879 ℃固溶处理1.5 h,空冷至95 ℃保持3 h,-72 ℃深冷1.5 h,升至室温后在483 ℃失效处理4.5 h,冷却至室温。其力学性能如表2所示。

表1 23Co14Ni12Cr3Mo钢化学成分 (质量分数 /%)Table 1 Chemical composition of 23Co14Ni12Cr3Mo (mass fraction /%)

表2 23Co14Ni12Cr3Mo钢力学性能Table 2 Mechanical properties of 23Co14Ni12Cr3Mo
材料的金相组织如图1所示,可以看出,23Co14Ni12Cr3Mo钢的金相组织主要由板条状马氏体和多边形奥氏体构成。

图1 金相组织Fig.1 Metallographic organization
1.2 喷丸处理
根据标准(SAE)AMS-S-13165—1997[6],采用RT3-G81-4自动喷丸设备对试件进行喷丸处理。弹丸为铸钢弹丸,直径为0.3 mm,硬度为HRC 56~60,喷丸覆盖率为200%,根据阿尔门试片饱和强度测试确定喷丸强度为0.246 mmA。
2 试验结果
2.1 表面形貌
喷丸前后试样的表面形貌如图2所示。可以看出,喷丸前试样的表面平坦光滑,存在明显的加工痕迹线(图2a)。喷丸后试样表面产生了明显的塑性变形,留有大小不同、深浅不一的弹坑,弹坑之间相互重叠,原来的加工痕迹线消失(图2b)。
2.2 粗糙度
采用NeXView型三维白光干涉仪对喷丸前后试样表面的粗糙度进行检测,结果见图3。可以看出,粗糙度测试结果很好地反映了喷丸前后试样的表面形貌特征。从表3中的喷丸前后表面粗糙度值可以看出,喷丸后试样表面粗糙度值有所增大,粗糙度的略微增加可能会提高试样表面的应力集中水平[7]。



表3 喷丸前后表面粗糙度值Table 3 Surface roughness before and after shot peening μm
2.3 硬度
沿试样横截面深度方向进行硬度测试,同一深度测试3个点,取其平均值作为该深度的硬度值。图4为喷丸前后材料硬度分布曲线,从图4中可以看出,喷丸后试样的硬度显著增大,最表层硬度由喷丸前的HV 476增加至HV 497,硬化层深度约150 μm。这是由于喷丸加工过程中,弹丸的冲击作用使得试样表面产生塑性变形,变形层内发生晶粒细化和位错等微观组织变化[8-10],导致应变硬化,从而提高了试样的硬度。试样内部的晶粒细化和位错等变化有利于提高其耐腐蚀性和疲劳性能[11-13]。
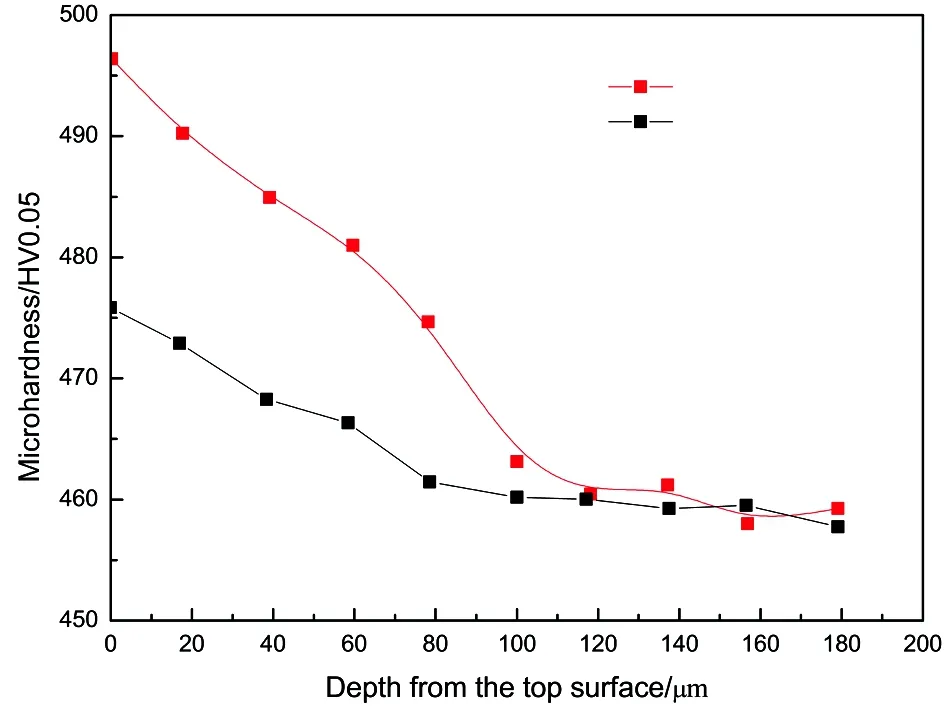
图4 喷丸前后硬度分布Fig.4 Hardness distribution before and after shot peening
2.4 残余应力
沿试样横截面深度方向进行残余应力测试,同一深度测试4个点,取其平均值作为该深度的残余应力值。图5是试样喷丸前后不同层深的残余应力测试结果。可以看出,喷丸后试样表层的残余压应力值由375 MPa增加至475 MPa,最大残余压应力值约518 MPa,位于距表面约50 μm深度处,喷丸形成的残余压应力层深度约为134 μm。残余压应力的存在可抵消循环载荷下的部分拉应力,降低局部有效应力,延缓疲劳裂纹的萌生和扩展[14-15]。
2.5 元素含量
图6为试样喷丸前后的能谱测试结果,表4为喷丸前后试样中的元素含量。可以看出,喷丸后材料中C、Si、Cr等各元素的质量分数均稍有增加,这主要是由于在喷丸过程中存在物质转移现象,在高的碰撞速率和频率下,产生接触疲劳磨损,撞击过程中,钢球碎屑产生分解而使合金元素(如Cr、C等)转移进入试样表面,由于存在浓度梯度使合金原子快速向深处扩散[16]。另一方面,材料在高能量的碰撞作用下产生大量的缺陷(空位、位错等),空位的形成降低了扩散激活能,扩散系数增大,使扩散容易进行[17]。

图5 喷丸前后残余应力分布Fig.5 Distribution of residual stress before and after shot peening


表4 元素含量Table 4 Element content
3 结 论
1)喷丸后试样表面产生明显塑性变形,表面粗糙度有所增大,算术平均粗糙度Ra值由喷丸前的0.47 μm增加到1.33 μm。
2)喷丸使试样硬度显著增大,最表层硬度由喷丸前的HV 476增加至HV 497,喷丸形成的硬化层深度约为150 μm。
3)喷丸后试样表面的残余压应力由375 MPa增加至475 MPa,最大残余压应力值约为518 MPa,位于距表面50 μm深度处,喷丸形成的残余压应力层深度约为134 μm。
4)喷丸后试样中C、Si、Cr等各元素的质量分数均略有增加,这主要是由于喷丸过程中的物质转移现象造成的。
