曲面单层网壳精确定位分块安装技术应用
2019-02-22史佳
史 佳
(杭州市萧山区建设工程质量监督站,浙江 杭州 311201)
单层球面网壳结构具有结构简洁,网格划分灵活、造型美观,节点构造简单、安装方便等一系列优点,备受建筑师们的青睐。但是,由于整体稳定对缺陷敏感、施工控制难等一系列问题,大大限制了该类结构的发展。
于是,减小施工误差带来的几何缺陷——即选择合适的安装控制技术和方法对网壳结构的空间节点准确定位、精确安装,是保证结构的整体稳定和顺利施工的关键。
1 安装方案的选择
网壳的安装方法随拼接方法和安装机具的不同,主要有高空散装法、分块安装法和整体安装法,其中分块安装法是大型曲面网壳安装采用常规吊装设备,简洁支撑实现安装的有效方法。
杭州国际博览中心屋面城市客厅为单层球面网壳结构,杆件为H型钢,节点为焊接毂节点,直径达60 m,总重约600 t,底部通过52个销轴式铰节点支承于屋面48.93 m标高的环形桁架上,安装最高点标高为85.625 m。结构具有直径大、构件数量多、安装高度高等特点,因此采用了分块安装法的做法。
2 空间精确定位分块安装施工方法
为确保安装的空间精度,首先使用三维设计软件Solidworks建立球面网壳的三维模型取得各节点的空间坐标;并根据吊装起重能力将网壳分块,见图1;再对不同的分块网壳设计拼装胎架并出具加工详图,然后根据模型进行测量定位,每个网壳节点下均设有专门定位十字撑;最后分块起吊分层安装来完成网壳的整体拼装。

图1 杭州国际博览中心单层网壳分块示意图
杭州国际博览中心单层网壳共分89块,其分块胎架设计成如图2所示的十字型支撑胎架。使用Solidworks软件设计的拼装胎架见图3、图4。

图2 毂节点下部的十字形支撑

图3 拼装胎架图
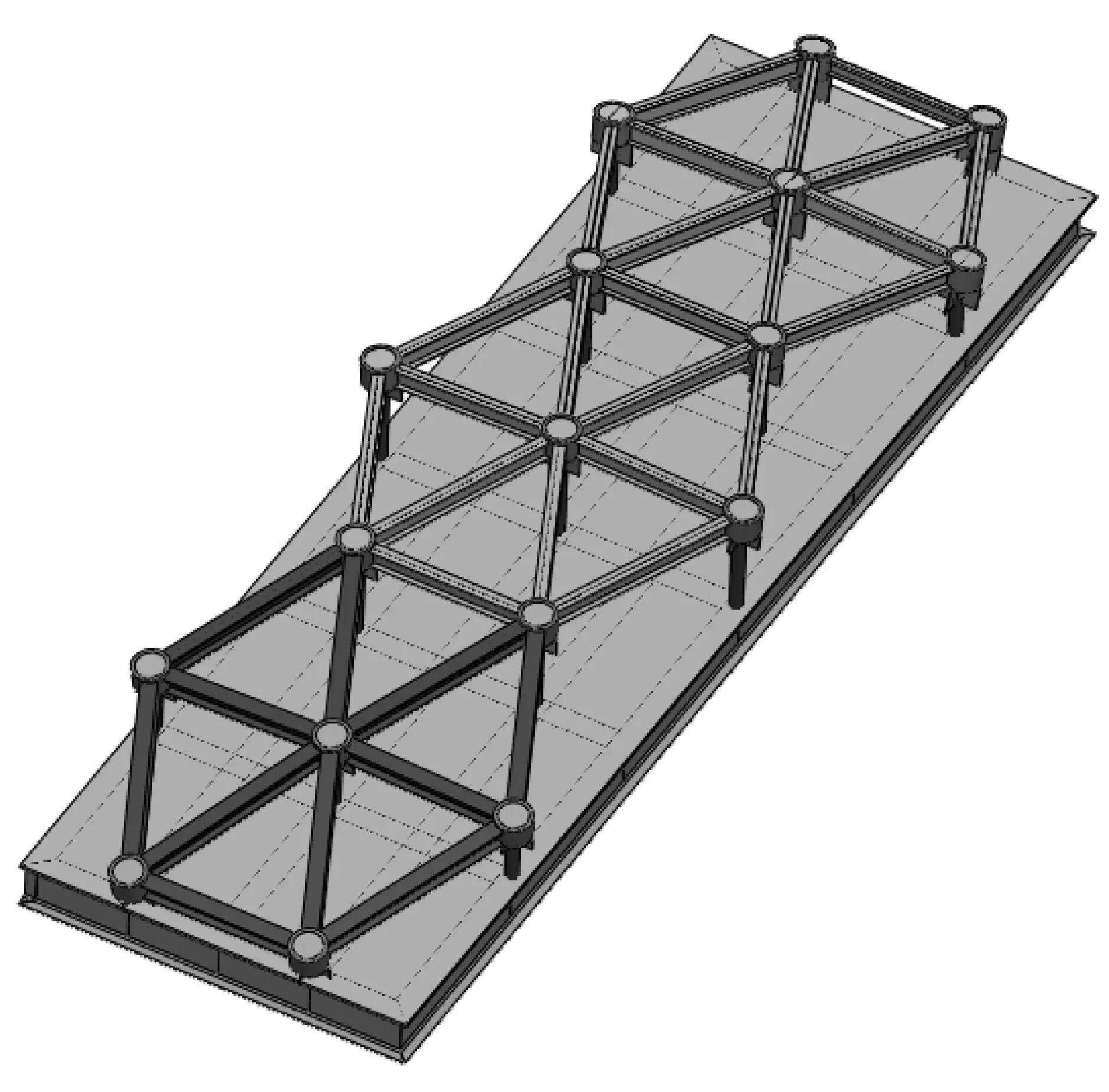
图4 分片单层球面网壳拼装示意
3 网壳分块的拼装与焊接
按各分块网壳拼装加工详图进行分片网壳拼装时,首先使用全站仪定位胎架节点支架,测定十字形支撑面的高程、方位和倾角并焊接牢固,复核固定后的十字形支撑的定位偏差应≤3 mm,然后放置好毂节点并点焊固定,再组装H型杆件,组装间隙偏差调整在±1.0 mm以内点焊固定;而后将实测拼装节点坐标输入计算机进行契合度复核,找出并调整偏差后进行焊接。
在地面拼装时,节点与单根杆件焊接应遵循一定的焊接顺序来减少拘束,尽量使每条焊缝能自由的收缩,以便减小焊接残余应力。
对于杆件为H型钢、节点为焊接毂节点的网壳结构,应先焊接杆件的腹板焊缝,再焊接下翼缘焊缝,最后进行上翼缘焊缝的焊接,见图5。节点上的杆件均采取对称施焊,见图6。
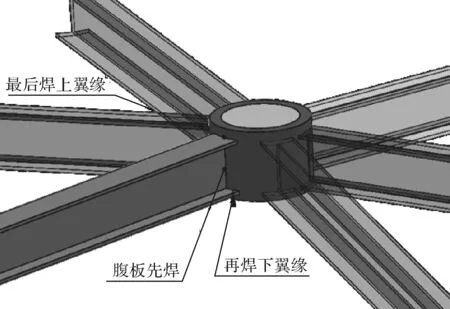
图5 毂节点上单根杆件焊接顺序

图6 毂节点上的杆件采取对称施焊
4 网壳的分块吊装与整体安装支撑
杭州国际博览中心单层网壳安装的临时支撑体系见图7。
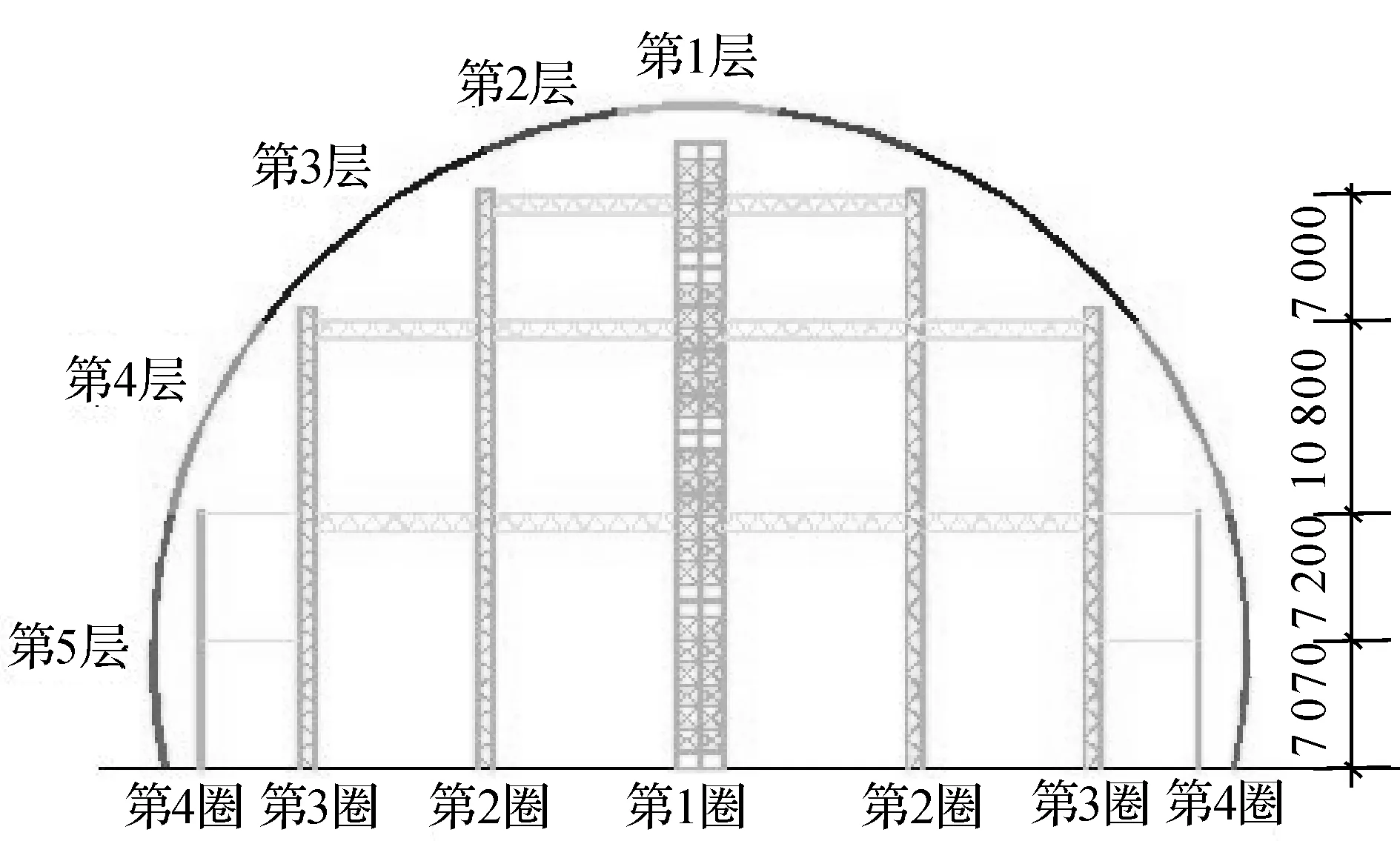
图7 杭州国际博览中心单层网壳支撑的剖面示意
此网壳从上往下共分为5层,89块,最大分块重量为9 t,共设置4圈支撑架。第1圈支撑架为中心支撑,支撑第1层分块球面网壳;第2圈支撑架支撑第2层和第3层球面网壳;第3圈支撑架支撑第3层和第4层球面网壳;第4圈支撑架支撑第5层球面网壳。支撑架最高35 m,各圈支撑架之间拉有水平支撑。
吊装流程:先施工第1层和第5层,然后施工第2层,再施工第3层,最后施工第4层。
为实现网架分块吊装的精确定位,每分块网壳选择3个或3个以上节点作为安装定位点,在定位点上设置定位托架(图8),定位托架固定在临时支撑上部。

图8 分块网壳下部定位托架示意
5 临时支撑卸载
单层网壳安装完成并验收合格后,开始临时支撑的卸载。由内向外先卸载横向水平支撑,再卸载竖向支撑。
6 结 语
曲面单层网壳结构安装的关键是保证安装精度,减小施工误差带来的初始缺陷。本案采用计算机辅助3D模型定位分析与分块吊装等施工技术,保证了空间精确定位安装,提高了施工质量和施工进度,形成了一套“空间精确定位分块安装”的施工方法和经验。整体工程于2016年4月竣工。2017年11月荣获“鲁班奖”。
