抛物线G7.2/G7.3指令在广数系统中应用
2019-02-03吴言政

摘 要:抛物线在数车上的加工,就目前而已主要是宏程序编程或者软件编程来完成,本文另辟蹊径,讲述抛物线手工编程在GSK980TDa数控车床上的实际加工,详细介绍了抛物线指令应用、编程举例、刀具轨迹、加工产品等。
关键词:抛物线;手工编程;广州数控
在职业学校数控专业教学中,面对编程加工只有中级工水平的学生,在考证或比赛中遇到抛物线,可以说几乎无法完成。碰到这些非圆曲线要不采用宏程序编程完成或者其它加工软件完成,而数控车编程因学时有限,课堂上老师一般都不会教授宏程序,采用计算机条件又不允许的条件下,选手碰到抛物线被迫选择放弃,本文通过对抛物线指令G7.2/G7.3实例加工介绍,来完成抛物线指令说明,这个抛物线指令在教科书和机床说明书上都没有具体介绍,也只有广州数控系统可以用。
一、抛物线指令介绍
抛物线插补指令:G7.2、G7.3
编程格式:G7.2(G7.3)X(U)_ Z(W)_ P_ Q_
指令功能:
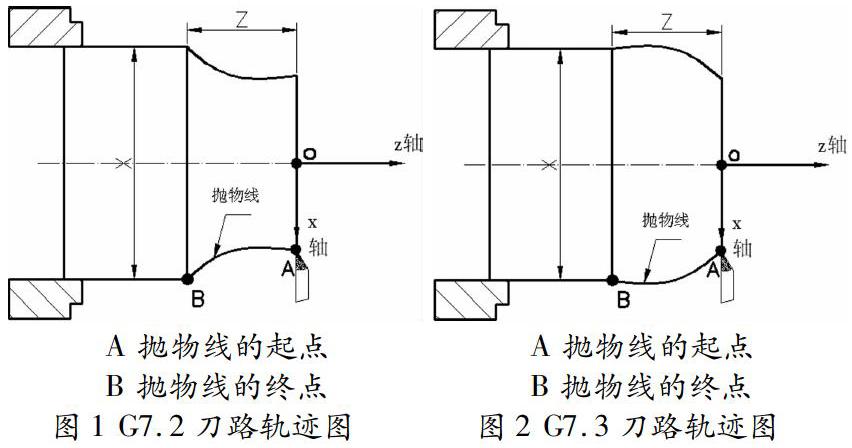
G7.2指令运动轨迹为丛起点到终点的顺时针(后刀座坐标系)/逆时针(前刀座坐标系)抛物线,轨迹如图1所示。
G7.3指令运动轨迹为丛起点到终点的逆时针(后刀座坐标系)/顺时针(前刀座坐标系)抛物线,轨迹如图2所示。
指令轨迹图:
代码说明:
P:为抛物线的标准方程Y2=2PX中的P值,取值范围1-9999999(单位:0.001mm)。
Q:为抛物线对称轴与Z轴的夹角,取值范围1-360000(单位:0.001度,无符号)。
X_ Z_:椭圆切削终点的绝对坐标值。
Q值说明;Q值是指右手直角笛卡尔坐标系中,丛Y轴的正方向俯视XZ平面,Z轴正方向绕顺时针方向旋转到与抛物线对称轴重合时所经过的角度,见图3。
编程注意事项:
(1)P值不可为零或省略,P值不含符号。
(2)当抛物线对称轴与Z轴平行,Q值可省略。
(3)抛物线插补指令G7.2、G7.3配合G71、G73这些常用的复合循环指令中时,可以较快的完成完成零件的粗车、精车加工,极大的提高加工效率。
二、抛物线编程举例
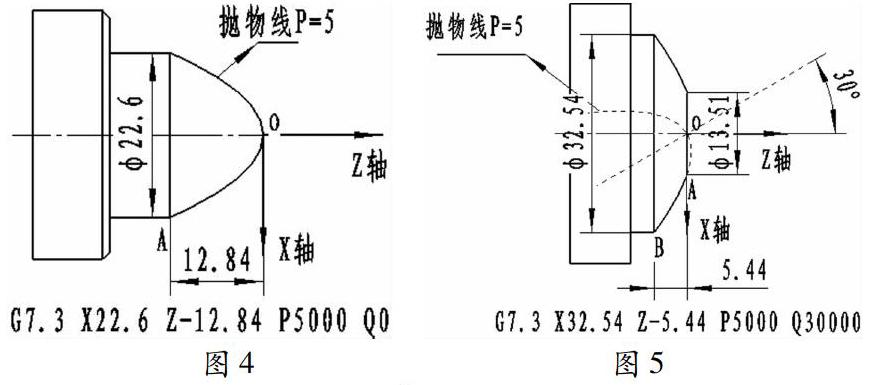
图4中,抛物线段是O-A段,通过计算或已知P是5,刀具切削起点在O点,抛物线对称轴与Z轴平行,角度是0度,切削终点在A点,A点绝对坐标为(X22.6,Z-12.84),因此编程为:G7.3 X22.6 Z-12.84 A5000 Q0,Q可省略。
图5中,抛物线段是A-B段,通过计算或已知P是5,刀具切削起点在A点,抛物线对称轴与Z轴的夹角是逆时针30度,切削终点在B点,B点坐标为(X23.54,Z-5.44),因此编程为:G7.3 X32.54 Z-5.44 P5000 Q30000。
图6中,抛物线方程为Y2=10X,抛物线对称轴与Z轴的夹角是0度,通过抛物线方程Y2=2PX,可以算出参数P值为5,当我们把抛物线插补指令G7.2、G7.3用于G71这些复合循环指令中时,我们就会发现,相对于宏程序编制程序或其他方法来编制图6加工程序,用G7.2或G7.3极大的简化了程序,提高了加工效率。
图6编程实例:
O1234
N10 T0202 M08
N20 MO3 S800
N30 G42 G00 X73 Z2
N40 G71 U1.5 R2
N50 G71 P60 Q150 U0.5 W0.2 F100
N60 GOO X16
N70 G01 Z0 F60
N80 G7.3 X36 Z-20 P5000 Q0
N90 G01 X46 Z-27.5
N100 G01 X54 Z-27.5
N110 G01 X56 Z-28.5
N120 G01 X56 Z-37.5
N130 G01 X60 Z-37.5
N140 G03 X68 Z-41.5 R4
N150 G01 X68 Z-57.5
N160 M05
N170 MO0
N180 TO202
……………………
三、机床模拟刀具轨迹
把图6抛物线程序实例输入车床,生成虚拟加工几何仿真图7,从图7中可以看出,在复合循环指令G71中套用单一抛物线指令G7.3生成了合理的刀具运动轨迹。验证了G代码的正确性和合理性,并检查了没有发生碰撞、干涉、也消除了因程序错误而导致机床或刀具的损伤等现象发生,确定了每一步程序在真实切削过程中需要的实际过程,能很清楚的看到图形右端“抛物线切削中”的加工轨迹。轨迹也是按照G71正常轴线切削进行。
四、图形加工实例
在刀具运行轨迹确认无误后,开始装夹毛坯、实施对刀,样品完整无误的加工出来(图8),产品的右端抛物线呈完整的光滑的清晰可见,产品的实际质量特征与图纸技术与图纸是相符的。也进一步说明了抛物线加工指令G7.2/G7.3的合法性,在广州数控车床980系统中可以加工的。相比宏程序编程学生更容易接受,只要圆弧插补G02/G03能判别会运用,那么抛物线插补指令G7.2/G7.3也一定会,相比之下可以节约很多时间。
五、结语
抛物线零件的加工,在各项广数系统大赛或考证中会不时出现。很多人碰到这类考题第一印象就是软件自动编程或者宏程序,但软件编程生成的程序太长,部分空行程很多,效率不高,宏程序對于综合素质较低的中职学校的学生基本上是属于“天书”,数车加工的零件都是回转体,程序简单,假如学会了G7.2/G7.3指令,手工编程加工零件范围就会变得更广。本论文重点介绍了抛物线指令G7.2/G7.3来完成抛物线编程加工,从指令介绍、编程、刀路轨迹逐一解释,简单易学,在学校教学中具有一定的推广价值,以帮助老师和学生在以后的教学、生产加工中起到借鉴使用。
参考文献:
[1]皱新.数控车床加工抛物线技术探讨.现代商贸工业,2009.
[2]张玉伟.抛物线轴零件数控加工工艺及编程分析.齐齐哈尔工程学院学报,2012.
作者简介:吴言政(1986-),男,汉族,广西河池人,大学,河池市职业教育中心学校讲师,研究方向:机械加工(数控)。
