凝汽器管板的开槽位置及胀管分析
2019-01-18晁红伟
楼 滉,晁红伟
(杭州汽轮辅机有限公司,浙江,杭州 310022)
0 概 述
钛材的抗腐蚀性能较好,同时又具有较好的强度。当机组的冷却水为海水时,常选择钛管与碳钢复合钛管板组合的凝汽器。由于钛材的弹性模量约为钢材的一半,而屈服限又与碳钢接近,这就导致钛管难以被胀接。因此,对于钛管与碳钢为基材的复合管板的胀接问题,有必要着重进行研究。为了加固钛管与钢材的胀管连接,常需在碳钢管板孔内开槽。现重点讨论胀接钛管时在管板孔内开槽的方式和位置,通过有限元分析,可发现管孔开槽的利弊。同时,也可为钛管的胀接,制订较佳的工艺方案。
1 开槽的位置与结构
1.1 常见的材料组合
钛管凝汽器通常应用于海水为冷却水的机组中。钛管与碳钢管板的胀管工艺较难制订,有关碳钢管板开槽后再与钛管胀接的研究较少。现根据对此类材料胀接组合的研究,分别制订了3种开槽后胀接的方案。根据开槽的位置,可分为接近管侧、接近壳侧、中间位置的单槽等形式。碳钢管板的开槽位置及结构,如图1所示。钛管与碳钢管板应力应变曲线,如图2所示。

图1 碳钢管板的开槽位置与结构
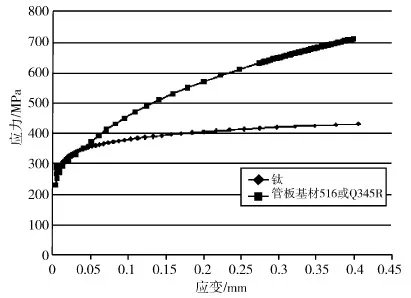
图2 钛管与碳钢管板应力应变曲线
2 有限元模型
在管壳式换热器中,换热管的排列有4种方法,分别是正三角形布管、方形布管、转角三角型、转角正方形。正三角形的排列方式是最常用的,这种布管方式能在相同面积内布置更多的换热管,具有更大的换热面积。在电站凝汽器中,较常见的也是正三角形的布管方式。
2.1 有限元模型的建立及简化
正三角形布管时,换热管是以60°周期性对称布置的,因此,只需建立360°/12°的接头模型即可。建立的模型,如图3中着重显示的部分。
计算时,在管板的外径设置上,采用了Krips和Podhorsky等提出的等效套筒[2]方法。为了研究各种材料组合下的胀管状态,在凝汽器前参考截面上,建立了具有流速分布状态的有限元模型,如图4所示。

图4 模型在凝汽器前参考截面上的流速分布
建模时,换热管的内径为23 mm;换热管外径为25 mm;换热管长度为121 mm;换热管伸出管板的长度为1 mm;管板厚度为40 mm;管板的开孔直径为25.3 mm;孔距为32 mm。
材料的硬化形式,采用了各向同性Von Mise硬化模型[3]。选用Marc 2017软件进行计算,调用软件的Hex7单元,建立有限元模型。计算时,考虑接触及材料非线性行为[1]。
3 计算条件
在计算过程中,涉及了接触非线性及材料非线性等状态,计算比较复杂,所加载的负荷也是经过反复试算后,才能最终确定。计算需分步进行。首先在管内施加一定压力,迫使管子变形并与管板接触,同时约束管板外端和管子的另一端。第二步计算时,放开管子上的约束,并增加管子内表面上的压力,使管板也发生较大的变形。随后,再卸载管子内表面的压力。最终在管子的另一端施加拉力,测试管子接头所能承受的拉脱力。计算时,在管板及管子的对称面上,施加对称约束力,选取的接触面摩擦系数,为0.4[4-5]。在胀管处施加的压力,如图5所示。
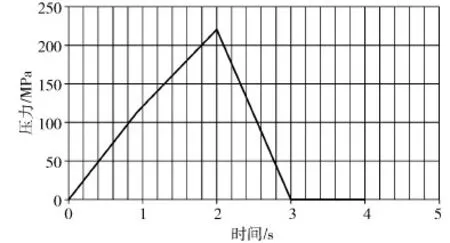
图5 在胀管处施加的压力
4 分析与讨论
通过计算和试验,针对各种开槽形式,分别对胀接后残余应力的分布状态进行了比较。胀管后的应力分布状态和位移,如图6~图9所示。从应力分布可知,开槽部位的局部残余应力比无槽部位的应力高了很多。较高的残余应力,有利于提高接头承受轴向拉力的能力,但过高的残余应力,将产生多种不良的后果[6-8]。在管孔中间开槽后的管子胀紧率,明显要大很多。虽然,在管孔中间开槽,可提高管子接头的拉脱力,但还不能达到标准中拉脱力的要求值。因此,按同等的胀接压力进行比较,在管孔的中间位置开槽并无优势。若仅为获取足够的拉脱力,讨论的结果可能会不一样,需进一步进行研究。对于开槽位置分别在近管侧或近壳侧的胀管状态进行比较,发现当开槽位置近壳侧时,接头的拉脱力大于开槽近管侧的接头拉脱力。

图6 无槽时的应力分布和位移(垂直对称面)
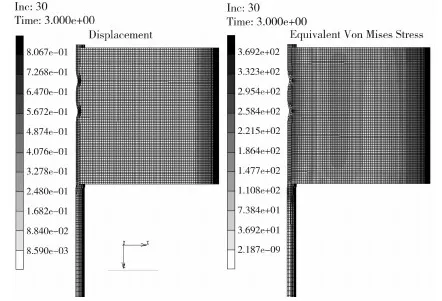
图7 近管侧开槽后的应力分布和位移(水平对称面)

图8 近壳侧开槽后的应力分布和位移(水平对称面上)

图9 单槽的应力分布和位移(垂直对称面上)
通过不同的胀管试验,列出了开槽与不开槽的胀接数据,还根据开槽位置的不同,测试了管子的胀紧率、管子减薄率、卸载后的回弹百分比等数据。胀管试验后所测数据,如表1所示。胀管是材料复杂的形变过程,不是仅用某个参数就能衡量胀管的效果,需要综合考虑各种参数的影响,方可制订出较佳的胀管工艺。

表1 胀管试验后所测数据
4 结 语
通过试验,分析了在管板孔内开槽的各种形式,并对胀管的各项参数进行计算和比较,寻求更佳的开槽形式和开槽位置。计算结果显示,当开槽位置接近壳侧时,管子的胀紧率低而拉脱力较高。若在管孔中间位置开单槽,并不能提高管子的拉脱力。对于开槽后拉脱力的提升,主要应增加开槽边缘与管子接触,当有2个槽时,对管子的接触边缘要更多一些,因而拉脱力也就更大。同时,对于胀接接头的评定,也应制订全面的评定标准,不应仅对拉脱力进行评定。目前,针对胀接的标准多着重于此,忽视了对接头寿命的评定。为了建全胀接评定标准,还需对胀管时的变形进行针对性的研究工作。
