基于单片机控制的玻璃管搬运机械手设计
2019-01-14于复生祝凯旋张华强
于复生 祝凯旋 张华强
(山东建筑大学机电工程学院,山东济南250101)
玻璃管广泛应用于装饰品、医疗和药品、化工、光源器件、管制灯、电子器件、太阳能等中.我国的玻璃管生产工艺已经相对成熟,但是生产后的玻璃管的搬运目前还处于人工搬运状态,不仅提高了工人的劳动强度,降低了搬运效率而且容易造成玻璃管的二次划伤甚至损毁.特别是刚从工厂生产出来的玻璃管温度很高,工人在搬运过程中容易被烫伤,掉落的玻璃管会对工人造成伤害.
针对下线的玻璃管搬运目前有些学者发表了相关论文,如彭硕[1]等提出了一种玻璃管火焰下料机的设计,通过两个机械手进行玻璃管的夹取和旋转,给玻璃管提供夹紧固定作用.也有一些研究者已经研发了一些装置,例如:专利201320145252.4公开了用于玻璃管夹持的夹紧机构,该夹具实现了对玻璃管的自适应夹紧[2];专利201520083111.3公开了玻璃管竖直夹持上料装置,该装置包括回转机构、升降机构、夹持机构,大大降低人工劳动强度,实现了对玻璃管的良好夹持及准确定位[3];专利201510928724.7公开了玻璃管摆管机,该装置可以自动完成每层玻管的摆放,并码放成捆[4].尽管上述研究者对于太阳能玻璃管的夹持、定位以及自动码垛做出了很大的贡献,但是其装置在体积上或者效率上都存在一些问题.因此本文研发了基于单片机控制的玻璃管搬运机械手.
1 玻璃管搬运机械手机械结构设计
1.1 玻璃管搬运机械手结构设计
玻璃管搬运机械手由两部分组成,顶部有提升电动机组件、直线滑轨等,下部有玻璃管夹持机械手、玻璃管固定装置和玻璃管运送机构等,顶部靠两端支架支撑.所设计的玻璃管搬运机械手如图1所示.
玻璃管搬运机械手的工作流程和功能即为首先将玻璃管运送到玻璃管固定装置的最左端通过前后两个V型槽固定,接着玻璃管运送机构通过两个V型抓手将最左端的玻璃管抓起并依次放到玻璃管固定装置右端V型槽上,玻璃管排列整齐后,提升电动机组件带动玻璃管夹持机械手到达排列整齐的玻璃管的正上方,通过玻璃管夹持机械手抓取一排玻璃管,提升电动机组件再次带动玻璃管夹持机械手将一排玻璃管运送到指定位置,最终完成玻璃管的搬运和码垛工作.提升电动机组件和玻璃管夹持机械手通过3台步进电动机协同工作,能够实现对玻璃管的精确抓取以及准确运送玻璃管到指定位置,三自由度工作提高了装置整体的灵活性,保证了机械手的运动精度.

1.2 玻璃管夹持机械手结构设计
玻璃管夹持机械手能实现安全、精准的抓取一排玻璃管,其结构如图2所示.由于刚生产出来的玻璃管温度很高所以玻璃管开口边顶板、玻璃管圆头顶板、第一弹簧压条和第二弹簧压条采用耐高温橡胶制作而成.第一弹簧压条与其上方的多个弹簧和第二弹簧压条与其上方的多个弹簧共同作用来实现对夹紧玻璃管的固定和压紧,这样能够避免玻璃管在运送过程中出现晃动以至于脱落的现象.采用电动机驱动一个齿轮同时啮合两根齿条做相反方向的直线运动,能够保证玻璃管夹持机械手在夹取玻璃管时两滑块顶板运动的同步性,避免了两个滑块顶板不同步运动而造成玻璃管在夹取过程中出现偏差、掉落的现象,同时齿轮齿条啮合具有严格的传动比,提高了玻璃管夹持机械手的抓取精度.将滑块顶板和下部底板通过直线滑块导轨连接起来,由于滑块与导轨的连接具有定位精度高、润滑构造简单、摩擦小等优点,更保证了机械手的抓取精度.
1.3 玻璃管固定和运送装置结构设计
玻璃管固定装置的V型槽口和玻璃管运送机构的V型抓手同样采用耐高温橡胶制作而成.玻璃管的运送采用滚珠丝杠作为动力传递装置.由于滚珠丝杠具有运动精度高、无侧隙、刚性高、摩擦小等特点,更加保证了玻璃管在运送过程中的稳定性和准确性.采用电磁元件作为V型抓手动作的驱动力,保证了玻璃管抬起放下的稳定性.采用光电开关贴附在玻璃管固定装置的每个V型槽口侧面,用来监控玻璃管的运行状态,保证了玻璃管运动位置的准确性.

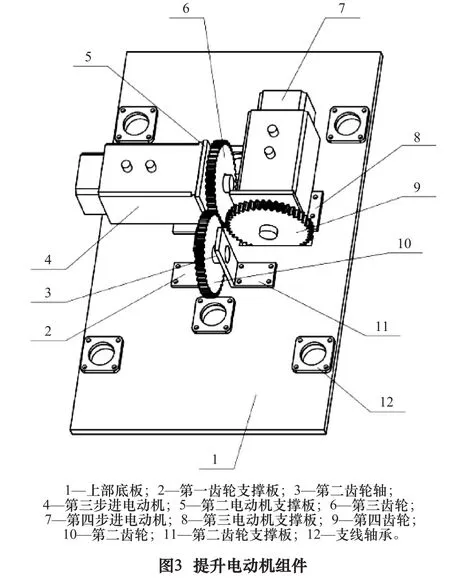
1.4 提升电动机组件结构设计
提升电动机组件能带动玻璃管夹持机械手稳定自如的横向和竖向运动,其结构如图3所示.通过第三步进电动机带动两齿轮啮合转动,两个齿轮分别啮合玻璃管夹持机械手的两个垂直方向导向齿条,其作用是单电动机通过两齿轮带动两个垂直方向导向齿条同步的做上下运动,保障了下部玻璃管夹持机械手上下运动的稳定性.玻璃管夹持机械手的4个底部导杆通过提升电动机组件的四个支线轴承起到导向作用,保证玻璃管夹持机械手运动的稳定性,避免了运动倾斜状态,同时支线轴承具有良好的耐冲击性和良好的吸振性能、运转平稳、旋转精度高等优点,也提高了玻璃管夹持机械手运动的稳定性.第四步进电动机带动齿轮与两直线滑轨中间的齿条做啮合运动,且通过直线滑块导轨连接提升电动机组件和直线滑轨,使提升电动机组件做横向直线运动,由于滑块和导轨具有定位精度高、润滑构造简单、摩擦小等优点,以及齿轮齿条啮合具有严格的传动比,更保证了提升电动机组件运动的稳定性和运动精度,同理保证了玻璃管夹持机械手横向运动的稳定性.
2 控制系统设计
2.1 系统控制结构框图
目前机械手控制系统或机器人控制系统多是以PLC或单片机作为控制核心[5-6].根据对玻璃管搬运机械手的分析和控制要求,单片机具有体积小、输入输出信号处理稳定、功能强大,使用单片机作为装置的控制核心能够满足控制要求.该控制系统框图如图4所示.
(1)步进电动机的转动和电磁元件的控制由单片机发出信号进行控制.(2)光电开关和自复位微动开关通过信号采集,将信号反馈给单片机.
2.2 控制系统硬件设计
本文设计的基于单片机控制的玻璃管搬运机械手设计,采用单片机作为设备整体控制核心.采用混合式步进电动机作为整个装置的执行机构和驱动核心,能保障玻璃管搬运机械手各部件运动的精确性,混合式步进电动机综合了反应式和永磁式步进电动机两者的优点[7],具有步进角小,精度提高等优点,能实现对机构运动位置精确控制.该机械手采用16个光电开关作为玻璃管运动位置的信号反馈元件,保障玻璃管在运送过程中能够精确地到达其预期位置;采用微动开关作为限位开关,监控提升电动机组件的运动位置信息,并将位置信息反馈给单片机,保障提升电动机组件横向运动到固定位置的准确性;采用电磁元件作为V型抓手动作的驱动力,保障玻璃管在运送过程中玻璃管抬起放下的稳定性.其电路原理图如图5所示.


3 单片机系统软件设计
该控制系统单片机程序采用C语言编写,实现对玻璃管搬运机械手各个部件控制和反馈信息的处理工作.该装置整体工作流程是从按下电源控制开关开始,刚生产的玻璃管运送到玻璃管固定装置的最左端通过前后两个V型槽固定.最左端的光电开关检测到玻璃管落下,接着第二步进电动机开始旋转,当第二步进电动机将两个V型抓手运送到最左端玻璃管下方时,第二步进电动机停止工作.控制两个V型抓手上下运动的两个电磁元件开始向上工作将玻璃管顶起一段距离之后,电磁元件停止工作.这时第二步进电动机开始反转,将两个V型抓手和玻璃管运送到玻璃管固定装置的右端,通过光电开关检测玻璃管的运动状态,当玻璃管运动到右端V型槽相应位置上时,第二步进电动机停止转动,电磁元件向下运动将玻璃管放到V型槽上.依次运动状态反复运动将玻璃管依次从左向右排列在V型槽上,光电开关检测玻璃管放置位置和个数,当玻璃管达到要求的个数时,玻璃管固定和运送装置停止动作.

这时第三步进电动机和第四步进电动机连同工作,将玻璃管夹持机械手搬运到排列完整的玻璃管的正上方,通过直线滑轨上限位开关检测提升电动机组件的运动状态.当到达指定位置时,第四步进电动机停止转动,第三步进电动机反向旋转,当机械手接触到玻璃管时,第三步进电动机停止转动,第一步进电动机开始旋转,实现机械手夹取玻璃管的动作.当第一步进电动机到达指定位置时,第一步进电动机停止旋转.这时第三步进电动机和第四步进电动机再次协同工作,将携带一排玻璃管的玻璃管夹持机械手运动到指定位置,通过限位开关检测运动状态,当到达指定位置时,第四步进电动机停止旋转,第三步进电动机反向旋转,将机械手下放.当到达指定位置时,第三步进电动机停止旋转,第一步进电动机反向旋转,将一整排玻璃管整齐的松开,然后步进电动机一停止旋转.这样就完成了单次玻璃管搬运机械手搬运和摆放整排玻璃管的动作.程序流程框图如图6所示.
4 结语
玻璃管搬运机械手能实现对一整排玻璃管的整体搬运和摆放.提高了玻璃管搬运工作的效率,避免了人工搬运造成的损失和对工人的伤害.玻璃管夹持机械手和提升电动机组件的设计提高了机械手搬运玻璃管的准确性、安全性,避免对玻璃管造成二次伤害.通过单片机控制,配合使用多个光电开关和限位开关等模块的信息反馈工作,能实现对多台混合式步进电动机和电磁元件等执行机构精确控制,更加保障了玻璃管搬运机械手的运动精度,增加了可靠性.其全自动化控制,操作简单,具有较高的推广应用价值.
