某型吸声头罩到寿更换技术探究
2019-01-11冯明瑛管萍
冯明瑛 管萍
摘要:某型吸声头罩主要作用为吸收海水噪声,为确保噪声吸收性能,选用专用吸声阻尼材料制作而成。随着时间的延长,该型吸声头罩存在不同程度老化或性能降低现象,需对其进行更换,确保其技术性能。本文主要围绕某型吸声头罩的更换技术和方法进行研究、分析。
Abstract: A certain type of sound absorption hood is mainly used to absorb seawater noise. In order to ensure noise absorption performance, a special sound absorption damping material is used. Over time, this type of sound absorbing hood has different degrees of aging or performance degradation. It needs to be replaced to ensure its technical performance. This article focuses on the research and analysis of the replacement technology and method of a certain type of sound-absorbing hood.
关键词:吸声头罩;到寿;更换;技战性能
Key words: sound-absorbing hood;end of life;replacement;technical performance
中图分类号:TQ339 文献标识码:A 文章编号:1006-4311(2019)36-0214-02
0 引言
为确保某产品目标信号探测、识别的精确性,在其头盖组上设计有吸声头罩主要用于吸收干扰噪声。随着时间的延长和材质特点,吸声头罩随之存在不同程度的老化现象,对噪声吸收性存在一定影响。目前,该型吸声头罩的更换技术尚属空白。因此,研究和掌握吸声头罩的更换技术是提升该产品修理能力的迫切需要。
1 结构、材料性质分析
头盖组使用耐海水腐蚀的某型铝合金材料,采用卷板焊接工艺加工而成。吸声头罩选用海洋科研专用吸声阻尼材料,采用模压工艺一次成形。該阻尼材料是能够吸收、耗散声能,其特性阻抗与海水声特性阻抗匹配,使声波能无发射的进入材料内部,利用材料中的内耗使进入材料内部的声波信号能有效衰减掉,继而达到抗干扰效果。其结构特性为中间厚、边缘薄,呈厚度渐变结构特性。
吸声头罩与头盖组之间采用专用胶粘剂粘贴,为避免装备长期与海水接触的脱胶与腐蚀等问题,胶粘剂采用高强度、高防水防腐的无溶剂改性环氧树脂材料,其与铝制材料的粘合强度高,从而保证了其在海水长期腐蚀浸泡下的粘贴可靠性和耐腐蚀性。
2 难点分析
2.1 旧吸声头罩的拆卸
拆卸旧吸声头罩要解决的首要问题就是专用胶粘剂的脱胶。通过样板试验发现,该胶粘剂系A、B组分配比混合而成,固化后的硬度较高、且涂抹厚度为2mm~3mm,在拆卸旧吸声头罩时,专用胶粘剂的脱胶成为难点。如何在不影响头盖组壳体性质的前提下,有效去除胶粘剂,保证旧吸声头罩的可靠拆卸,是亟需解决的首要问题。近年来,随着科学技术的发展,对环氧胶粘剂的耐热性提出了更高的要求,一般环氧胶使用温度为-60℃~150℃,长期可靠工作温度低于100℃[1]。为满足更多领域的使用需求,提高胶粘剂粘贴可靠性。近年来,专业研制单位采取诸多改性措施提升胶粘剂的耐热性,该胶粘剂就是其中之一。经对胶粘剂组分分析,其理论稀释值为180℃~200℃,可采取热传递方式对头盖组恒温加热,降低胶粘剂粘接强度,实现吸声头罩的拆卸;由于该胶粘剂系化学试剂,考虑是否可用其他试剂的化学作用降低该胶粘剂的强度;由于胶粘剂强度较高,在加热、试剂等物理、化学方法无效情况下,可考虑采用机械方式实现吸声头罩的拆卸。
2.2 头盖组上专用胶粘剂的去除
旧吸声头罩取下后,头盖组壳体表面尚残留一定厚度的专用胶粘剂,表面凹凸不平。依据胶粘剂的粘接原理,从机械理论认为,胶粘剂必须深入被粘物表面的空隙内,并排除其界面上吸附的空气,才能产生粘接作用。从吸附理论认为,粘接力的主要来源是分子间作用,只有胶粘剂浸入固体表面的凹陷与空隙才能形成良好的润湿。利用公式:γSV=γSL+γLVcosθ[2]
其中,γSV、γSL、γLV各代表了固气接触,固液接触和液气接触。θ为0°表示完全浸润。
如果胶粘剂在表面的凹处被架空,便减少了胶粘剂与被粘物的实际接触面,从而降低粘接强度[3]。这就要求被粘接物表面具有一定的清洁度、平整度,若头盖组壳体表面胶粘剂清除不彻底,壳体表面平整度不高,将使新吸声头罩与头盖组的贴合度降低,从而影响吸声头罩粘接的牢固性与可靠性。吸声头罩与海水接触,极易导致脱胶现象。因此,头盖组壳体专用胶粘剂的彻底去除及壳体表面处理,是保证吸声头罩更换质量的前提。对于残留胶粘剂的去除,可考虑采取化学试剂稀释的化学方式或机械方式。
2.3 开孔位置的灌胶封堵
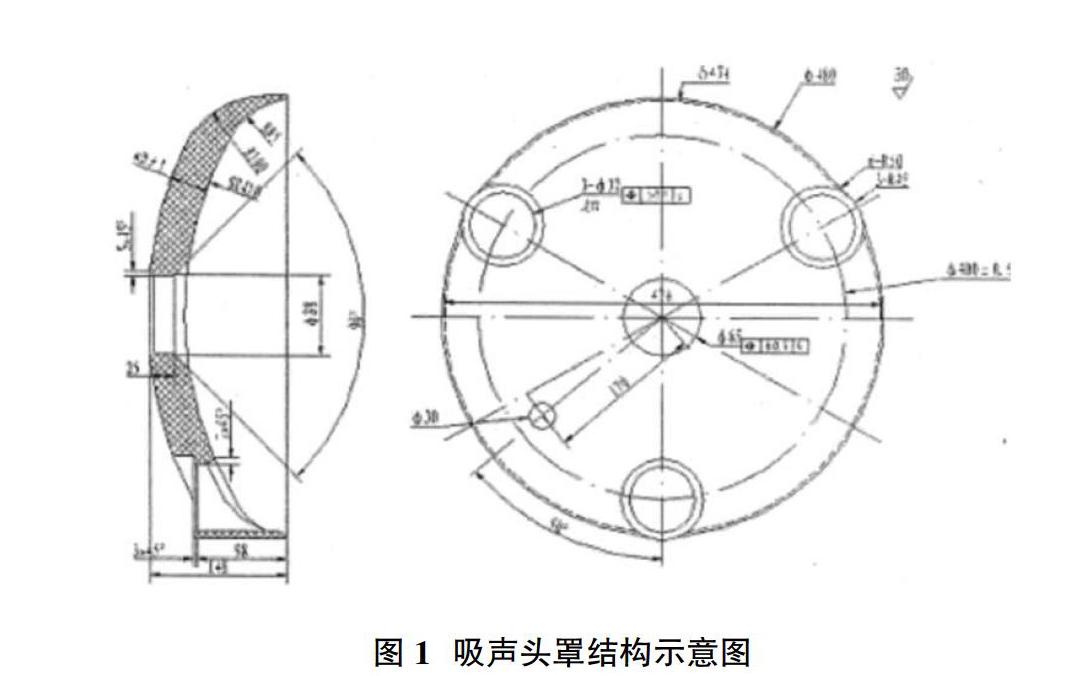
头盖组上设有三个换能器安装孔、一个吊环安装孔及一个深度传感器安装孔。依据头盖组定型设计尺寸,吸声头罩上也相应开有五个安装孔。吸声头罩结构示意图见图1。
因头盖组及吸声头罩的曲面结构特性,两者安装后开孔处均存在一定缝隙。为保证新吸声头罩安装后的密封性及粘接可靠性,需对各开孔缝隙可靠灌胶封堵以保证气密及粘贴要求。要保证吸声头罩粘贴质量首先要保证两者缝隙的可靠填充并保证内部无气泡和空隙。吸声头罩与头盖组之间的间隙较小,在狭小的空间中实现胶粘剂的灌注可采用注射方式实现封堵。
3 可行性分析
3.1 舊吸声头罩的拆卸
可采取的方案主要有以下几种:化学方法即化学稀释剂脱胶、物理方法即高温脱胶、机械方法即机械切割。
①化学试剂脱胶:利用化学特性采用专用化学稀释剂使专用胶粘剂的化学特性发生变化,粘接强度降低,当粘接强度降低至一定程度后,整体将吸声头罩整体从头盖组上取下。
可行性分析:因吸声头罩与头盖组壳体之间的接触面积较大,且胶粘剂位于吸声头罩与头盖组壳体之间,无法将稀释剂完全渗透于吸声头罩与头盖组之间的粘贴部位,在操作实施上可实现性不强。
②高温脱胶法:胶粘剂的密度与温度有着密切关系,其粘接强度随着温度的升高而会呈曲线减低。利用这一特性,可从头盖组内腔给其恒温加热,利用热传递原理,使吸声头罩与头盖组之间的胶粘剂受热而减低其粘接强度,从而将吸声头罩整体从水雷头盖组上取下。
可行性分析:通过进行样板试验验证,当对涂抹于样板上的专用胶粘剂恒温加热至180℃~200℃时,专用胶粘剂的粘接性未呈下降趋势。考虑到头盖组壳体材质为5A06铝合金,若长时间高温加热,可能会导致头盖组壳体的物理性质发生变化。若其材质因高温而产生物理性变化,有可能影响其耐压性,是否能可靠承受技术指标要求的强度无法论证。因此,此方案可行性不强。
③切割法:利用机械切割的方法,将吸声头罩切割至块状,将头盖组上呈块状的吸声头罩逐一取下。
可行性分析:采用自动或手动切割的方法进行切割。使用此方案,需对吸声头罩结构了解,掌握吸声头罩厚度尺寸及厚度变化规律,采用定深切割的方式进行切割,有效避免头盖组壳体的划伤。实施此方案,在不影响头盖组壳体材质的物理性能的前提下能实现吸声头罩的拆卸。
3.2 头盖组上专用胶粘剂的去除
头盖组上残留专用胶粘剂可采用化学稀释剂的方法去除,也可采用机械打磨的方法去除。
①化学稀释:对专用胶粘剂的化学特性进行分析,配置与其相适用的专用稀释剂,清除附着于头盖组壳体表面的胶粘剂。经样板试验,对于涂抹1mm以下的胶粘剂采用化学试剂稀释的效果较为理想。但吸声头罩与头盖组涂抹的胶粘剂为2mm~3mm之间,由于厚度的增加,利用化学试剂去处效果不佳,此方案可行性不强。
②机械处理:采用表面处理的方法,将附着于头盖组表面的胶粘剂清除打磨,使其表面平整性得到满足。此外,经打磨处理后,使表面产生一定的粗糙度,增加了胶粘剂与头盖组接触的表面积,从而提高了粘接强度,可操作性强。
3.3 开孔位置灌胶封堵
利用注射式灌胶的方式对五个开孔位置的缝隙进行封堵,因该专用胶粘剂具有一定的熔体流动性,灌胶后需使胶粘剂可靠沉淀,应经过“注胶→沉淀→再注胶”的过程,在此期间,及时消除胶粘剂内部隐含的气泡和空隙,保证开孔缝隙处胶粘剂的充实填充,直至灌注的专用胶粘剂高于吸声头罩与头盖组接触的上接触面,待胶粘剂完全固化后打磨平整,该方法能够解决开孔位置的灌胶封堵要求,可操作性强。
在解决以上技术难点后,可实现吸声头罩的到寿更换问题。
4 结束语
某型吸声头罩更换技术的成形,将大大解决该型吸声头罩的到寿更换问题。
参考文献:
[1]李广宇,李子东,吉利,等.环氧胶粘剂与应用技术[M].北京:化学工业出版社,2007,12.
[2]张玉龙,唐磊.环氧胶黏剂[M].北京:化学工业出版社,2001,23.
[3]李红强.胶粘原理、技术及应用[M].广州:华南理工大学出版社,2014,10.