接线盒内焊点失效分析及可靠性模拟计算
2019-01-03国家电投集团西安太阳能电力有限公司魏亚楠苗林李媛媛张银环张勤善
国家电投集团西安太阳能电力有限公司 ■ 魏亚楠 苗林 李媛媛 张银环 张勤善
0 引言
光伏接线盒的主要作用是将组件产生的电流通过线缆导出,作为光伏组件的重要组成部分,其汇流带与接线端子焊接是否可靠,直接关系着光伏组件电流输出的稳定性与连续性[1]。本文对光伏电站出现的焊点脱落现象进行了分析,确定了影响焊接的主要因素,并通过试验设计(DOE)方法,得出最优的焊接参数。
1 焊点失效的原因
光伏组件在运行一段时间后,由于热应力等原因会导致焊点脱落,使组件功率下降,影响发电量。同时,在脱落的焊点中,部分焊点出现脱开后中间有硅胶残留的现象,如图1所示。

图1 焊点中间夹有硅胶的图片
高温焊接时焊锡与被焊金属之间会快速形成一层薄的类似“锡合金”的化合物。此化合物主要是锡原子与被焊金属原子之间相互结合、渗入、迁移及扩散的结果,并在冷却固化后立即出现一层薄薄的化合物;其在后期会逐渐成长增厚,主要表现为Cu6Sn5和 Cu3Sn两种化合物。其中,Cu3Sn的合金结构强度差,表现为焊点表面多孔、较脆,会影响焊点强度[2]。

表1 Cu6Sn5与Cu3Sn两种金属间化合物的结合层比较
剪下一些因其他原因而报废的光伏组件的焊点处,使用拉力测试仪将焊点拉开后发现,有的焊点拉力偏小、焊点中间有孔洞,表现为虚焊;有的焊点拉开后焊点表面呈现灰色、多孔的现象,焊接处拉力偏小,表现为过焊。
结合以上的失效现象及机理分析后发现,造成组件焊点脱开的主要原因除焊点虚焊之外,过焊也是主要原因之一。部分焊点因为焊接温度过高或焊接时间过长,导致合金层变脆、强度下降。
2 焊接参数优化
2.1 模拟试验
为了对比不同焊接时间及焊接温度对焊接拉力的影响,将接线盒内的金属件取出,模拟焊接制样。图2为模拟焊接后测试的焊接拉力与电阻情况。一组样品在同一焊接温度(420 ℃) 下,逐渐延长焊接时间制样,如图2a所示;一组样品在同一焊接时间 (3 s)下,焊接温度由380 ℃逐渐升温进行焊接,如图2b所示。
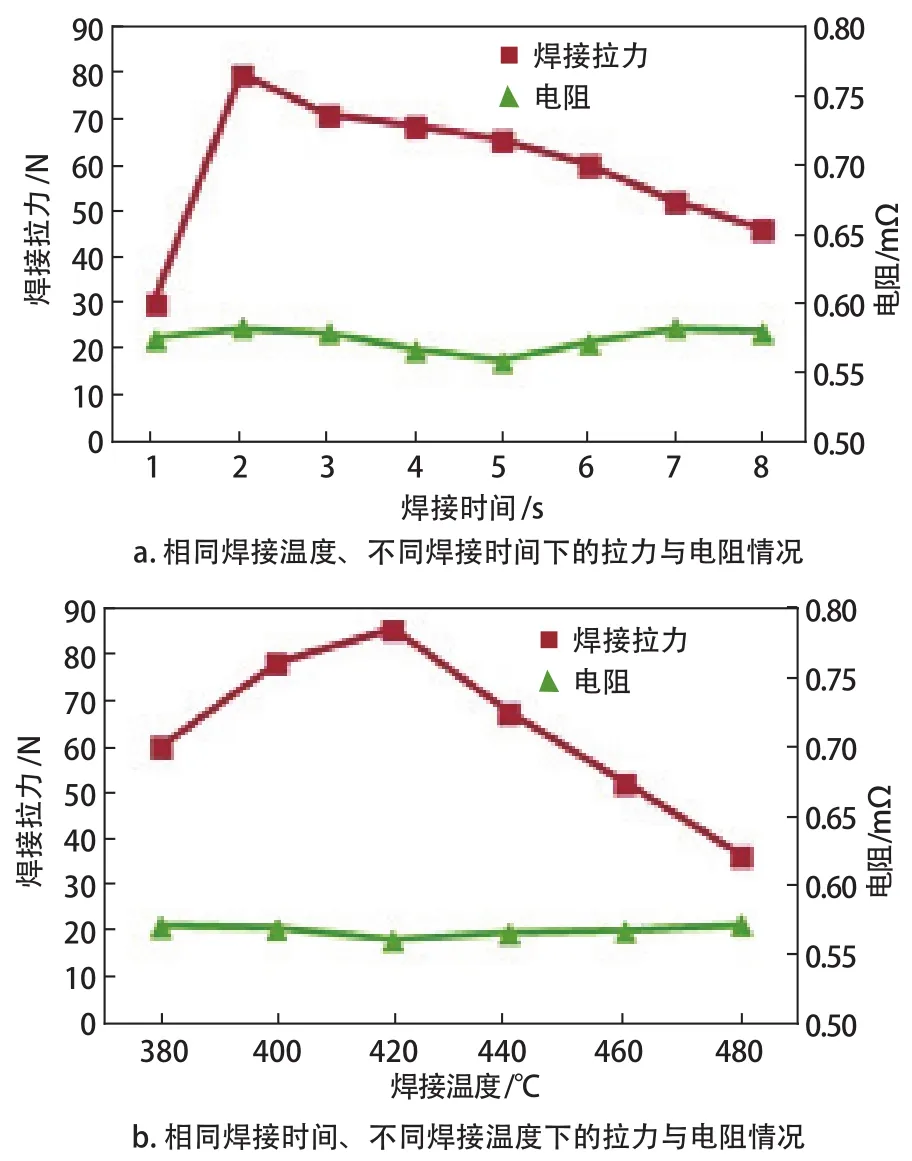
图2 不同焊接时间及温度下的焊接拉力与电阻情况
由图2可以看出,不同测试情况下,样品的电阻都相差不大;同一焊接温度下,焊接时间过短或过长时,焊接拉力都表现出下降的趋势;同一焊接时间下,焊接温度过低或过高,焊接拉力也都表现出下降趋势。
分别选取焊接拉力为30.382 N和36.371 N的样品在扫描电镜下观察其剖面结构,如图3所示。可以看出,焊接拉力较低的焊点,在初始时就已表现出裂痕或孔洞。
针对以上现象,有必要对焊接参数进行规范,因此,采用DOE方法来筛选出最优的焊接参数。

图3 不同焊接拉力时的样品剖面图
2.2 DOE方法
2.2.1 试验目的
通过以上分析可知,焊接拉力受焊接温度、焊接时间等因素的影响,通过DOE方法,可以筛选出最优的焊接参数。
2.2.2 试验过程
焊接面积100%接触、穿孔及加锡焊是保证正常焊接的必要条件,这些可通过规范操作来实现,因此本试验中不进行讨论,本试验中的样品全部是在满足以上条件的前提下进行焊接的。
本文主要考虑焊接温度、焊接时间及按压时间对焊接的影响。根据表2中的参数进行DOE建模并进行分析。

表2 焊接参数
根据表2中的参数进行制样,并使用万能材料试验机以反向180°进行焊接拉力测试,测试结果如表3所示。

表3 试验样品焊接拉力测试结果
2.2.3 试验数据分析
1)焊接拉力的方差分析。根据表3中焊接拉力测试的结果,使用Minitab软件对测试结果进行方差分析,如表4所示,以确定试验设计是否有效。
根据DOE方法的判断规则,由表4可以看出,P值均小于0.05,说明模型设计有效,且主效应影响显著。
2)焊接拉力的影响分析。图4为焊接拉力的影响分析图。图中,A为焊接温度,℃;B为焊接时间,s;C为按压时间,s。
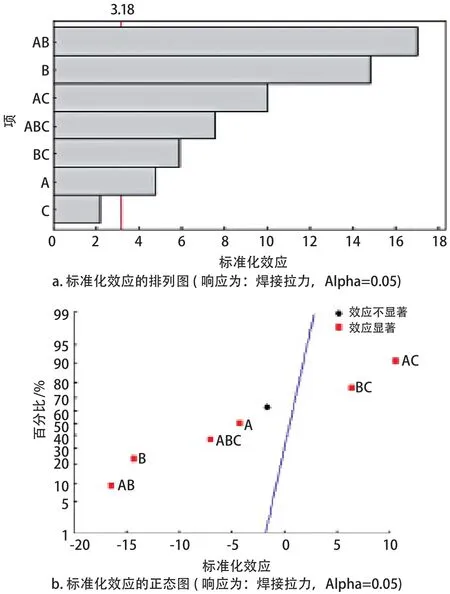
图4 焊接拉力的影响分析

表4 焊接拉力的方差分析表
由图4a可以看出,按压时间低于临界点3.18,说明其对焊接拉力的影响不大,其余参数则对焊接拉力有显著影响。
图5 为焊接拉力的主效应与交互作用图。由图5a可以看出,按压时间的回归线较平,则说明影响不显著。

图5 焊接拉力的主效应与交互作用图
3)焊接拉力最优参数选择。图6为焊接拉力的等值线图与曲面图,图7 为焊接拉力参数优化图。
结合图6与图7,并根据DOE分析结果可以看出,焊接温度在430 ℃、焊接时间为2 s、按压时间为2 s时为最优的焊接参数。

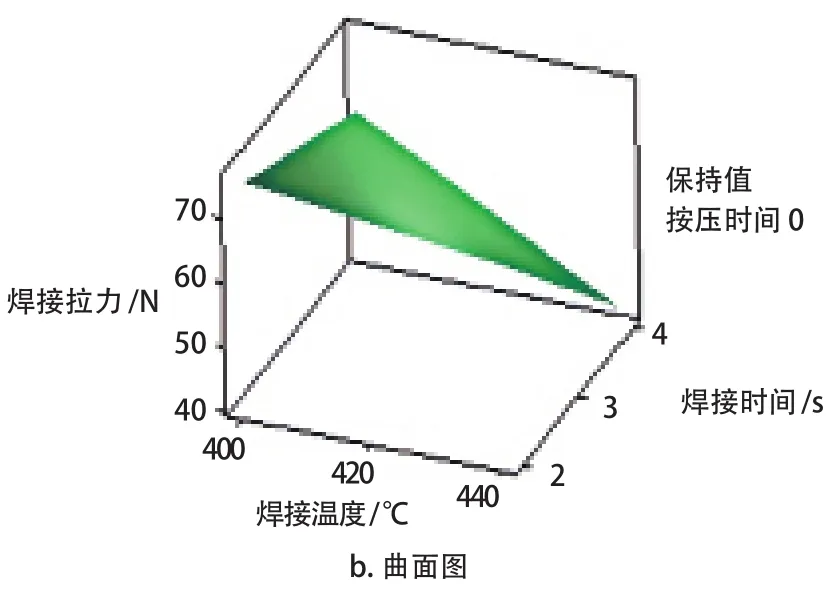
图6 焊接拉力的等值线图与曲面图
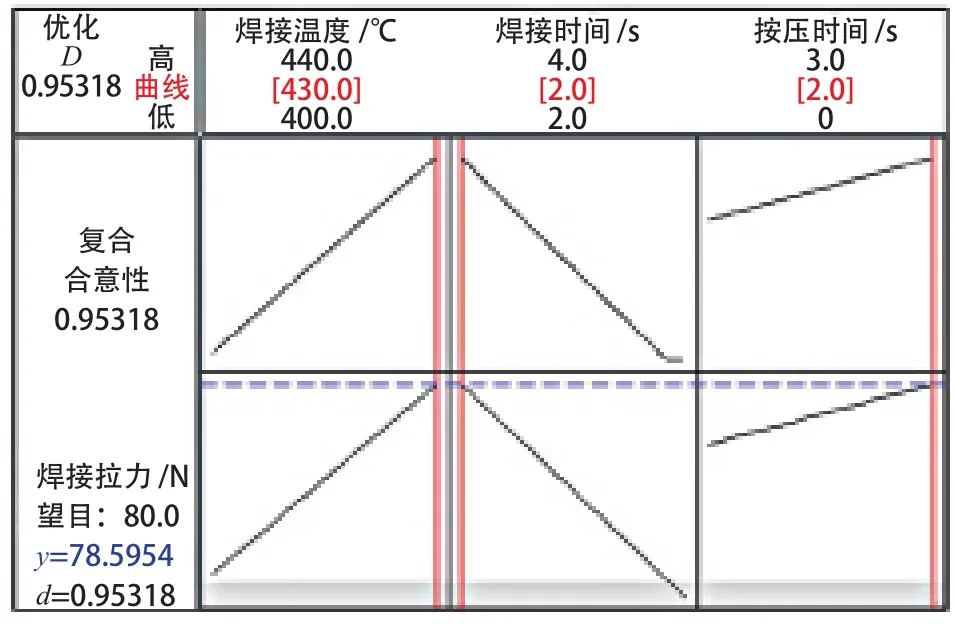
图7 焊接拉力参数优化图
2.2.4 试验参数的可靠性验证
为了验证试验得出的参数是否可靠,对根据DOE方法制作出的参数焊接样品进行环境试验[3],测试试验完成后的焊接拉力,并观察合金层结构。具体试验内容及结果如表5所示。
由表5可以看出,经过以上环境试验后,焊点的拉力依然维持在60 N以上;且观察后发现,剖面结构中间的合金层均匀、无空洞。
2.3 小结
综上所述,在保证焊接面积100%达标,焊接时加锡、穿孔的前提下,使用焊接温度为430℃、焊接时间为2 s、按压时间为2 s的焊接参数可保证焊点的长期可靠性。
3 焊点中间夹杂硅胶的原因及影响
3.1 硅胶残留的原因
焊点中间有硅胶,其产生原因主要考虑为在焊点未完全冷却的情况下,未形成牢固的合金层时即灌封硅胶,导致硅胶流入焊点。为此,我们进行了以下模拟试验以进行验证:

表5 环境试验结果汇总
以焊接温度为430 ℃、焊接时间为2 s、按压时间为2 s的参数制样2组,每组4个样品。其中,一组在焊接完成后立即放入1#未固化的硅胶中,另一组在完全冷却后放入2#未固化的硅胶中。完全固化后,将焊点从硅胶中拿出查看,发现1#盒子中有2个样品的焊点中间进入了硅胶,如图8所示。

图8 焊点夹杂硅胶的试验样品图示
3.2 硅胶残留的影响
焊点中间残留硅胶主要有以下两方面的影响:
1)硅胶渗入相当于阻碍了Sn原子与被焊金属原子之间相互结合、渗入、迁移及扩散的通路,使合金层无法形成。
2)硅胶的热膨胀系数约为6×10-4/℃,合金层的热膨胀系数约为1.7×10-5/℃。若焊点中间夹杂硅胶,由于硅胶的热膨胀系数高于合金层,则在温度不断变化时,会导致焊点脱落。
3.3 小结
若在焊点未完全冷却的情况下灌封硅胶,当焊点中间的合金层未完全固化时,焊点中间有进入硅胶的风险。
4 结论
1)焊点的可靠性主要受焊接温度、焊接时间的影响,在保证焊接面积100%达标,焊接时加锡、穿孔的前提下,使用焊接温度为430 ℃、焊接时间为2 s、按压时间为2 s的焊接参数可保证焊点的长期可靠性。
2)在焊点未完全冷却的情况下灌封硅胶,焊点中间有进入硅胶的风险。
5 建议
1)规范焊接操作及焊接参数。建议焊接参数为:焊接温度430 ℃、焊接时间2 s、按压时间2 s。
2)定期对烙铁头温度进行点检控制,以确保温度在要求之内。
3)建议焊点完全冷却后再进行灌封硅胶。员工可以利用冷却的时间对焊点进行一次全面的自检,具体做法为使用镊子挑动焊点进行检查。
