接头的制造工艺优化与车削夹具设计
2018-12-28赵忠刚曹学亮赵政策
赵忠刚 曹学亮 赵政策

3山东能源重型装备制造集团新汶分公司 山东 泰安 271222)
摘 要: 本文通过对接头的应用要求分析,论述了其工艺优化的过程,并阐述了其车削专用夹具的设制和应用方法,改变了接头的常规制造模式,有效降低了接头的制造成本。
关键词: 车削;接头;夹具
0.引言
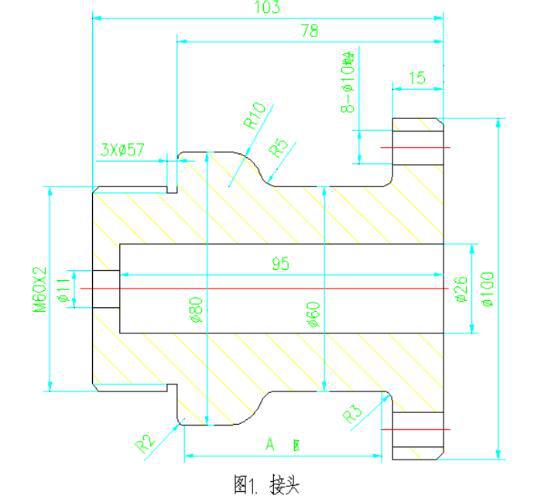
许多高压电网系统所用的形如图1所示的铝制接头的制做过程各生产厂家目前基本都是先精密铸造后全部车削、钻削或者用棒材直接加工成形。当然,用棒材加工是比较浪费原材料的,但铸造毛坯后全部加工也不科学,因其A区范围在其使用过程中属于外露部分,没有装配上的要求,只要该范围尺寸足够、表面光滑即可。因此,笔者经过认真分析,选择了当前比较可行的制造方案:精铸毛坯(A区无加工余量)——车削A区以外各部——钻削8-φ10孔——打磨修光。为保证该件A区与其它部位的形位尺寸符合图纸要求,該件在加工时必须以A区部位为车削校正的基准。如果在车削过程中采用常规的敲击微调校正的方式,效率必然很低,且有一定难度,一般车工也操作不了。因此,许多厂家的工艺人员也就没有改变该件传统的加工模式——照旧进行。当然,大家也都知道,如果有定位准确且高效的车削夹具,该件的A区是可以直接铸造成形而不用车削的。笔者了解到上述情况后,优化了其铸造工艺和车削工艺,即A区直接铸造完成,车削时以A区为基准直接用专用夹具装夹。铸造方面只是改变一下模具的成形腔体即可,这里重点介绍该件的车削夹具设制与使用。
1.夹具的设制
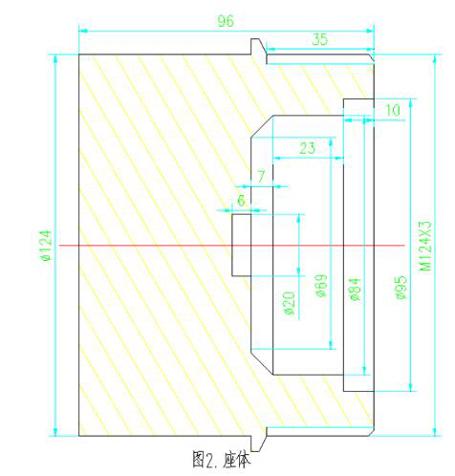
如果以该件的A区作为车削其它部位的基准,那就必须以A区作为夹具的夹持部位,即加工基准。通过对该件的使用要求(8-φ10安装螺栓,15左面须车削)和其A区的外形轮廓分析,装夹时必须以其103左端面为轴向定位基准,以其φ60外圆作为径向定位基准,以其R10处作为夹紧过程中的轴向及径向推挤面。因此,专门设制了起着联接车床卡盘与工件的装夹主体,即图2座体;设制了具有定心和协助夹紧工件作用的轴向和径向定位装置,即图3定心卡;最后设制了具有锁紧作用的图4螺套。
为定位牢靠,座体外圆中部有个适当凸起的定位台,在其夹紧过程中该台靠实卡爪端面,杜绝了在车削工件的过程中由于过力现象引起座体轴向滑移的隐患。定心卡的圆弧面必须淬火处理,以增强其使用寿命,由于工件φ60处不很规则,定心卡与此处接触定位处的孔径按照φ60适当加大0.3mm左右加工,该处也要淬火处理,定心卡在车削并适当淬火后在线切割上轴向切开,并留有4mm的间隙。由于工件的φ100处在加工前是φ104mm,螺套的过孔刨削大于该尺寸,设计为φ106mm,且其与定心卡外圆的定位接触为微间隙配合,为使其在应用过程中定位准确和方便装卸,设计尺寸为φ118 ~φ118.05mm,其与定心卡接触部位也要淬火处理,以提高其使用寿命。
2.夹具的应用
其应用非常简便,如图5所示,首先将座体夹紧在卡爪中,将工件连同定心卡安装在座体上,再将螺套旋拧在座体上即可。为紧固牢靠,用φ9.5mm的圆钢柄插入螺套径向孔中适当拧紧一下螺套即可车削工件的右部及内孔等。之后再夹持工件的右部φ100处,车削其左部,然后钻孔、打磨。
3. 结尾语
应用该方案制造接头成本合理,且该夹具设计科学,便于制做和应用。
参考文献
[1] 王健石 主编.机床夹具和辅具速查手册[M].北京:机械工业出版社,2007.
[2] 成大先 主编. 机械设计手册(第五版第1卷). 北京: 化学工业出版社 2010.
作者简介内容:赵忠刚(1969年—),男,汉族,山东泰安市人,毕业于山东科技大学:机电一体化,专科。在省级和国家级刊物发表科技论文90余篇,国家镗工技师,技术员,泰安良辰工贸有限公司常务副总经理,主要协助总经理项目开发及编制体系文件和解决生产过程中的各类问题等。
