DT公司汽车顶盖加工流程改善—案例研究
2018-12-26万杰林建康
万杰 林建康
河北工业大学 经济管理学院 天津 300401
引言
无论是汽车制造业或者其他产品的生产制造过程中,生产加工流程的不合理必然会导致瓶颈工序的存在,从而影响到整体的作业效率。本文以DT公司无锡分公司车身车间汽车顶盖的加工流程为研究对象,基于工业工程思想,利用程序分析的方法对该流程进行分析和改善,从而提升整体生产加工效率,并为汽车企业解决类似问题提供一定的参考。
1 公司介绍
作为上汽集团旗下的国际汽车品牌,DT公司销量持续快速增长,产品以“国宾车”品质,多次服务于APEC峰会、G20峰会、青奥会、金砖五国等国际会议。经过六年的蓄势积累和滚动式发展,DT公司从初期两年推出一个产品,深耕细分市场,到一年推出两个全新产品,形成整车平台+新能源汽车业务+房车出行,为消费者提供整体体验方案。海外市场方面,全球经销网络初步建立,形成了五大重点核心市场,产品覆盖全球44个国家和地区,澳大利亚、新西兰、英国、爱尔兰等发达国家成为海外销量主要来源。
DT公司无锡工厂设有冲压、焊接、涂装、总装四大车间,主要生产V80和G10两大平台产品。2017年三季度,皮卡及SUV产品投放市场,年产能达到20万台规模。至此,无锡分公司产品将覆盖轻型客车、MPV、轻型卡车、特种改装车、SUV等多个领域,近500个车型。
2 问题及原因分析
DT公司无锡工厂四大车间使用多车种柔性化生产模式,以提升效率并保证产品稳定性。但由于现场工艺及加工流程的不合理,产生了一系列瓶颈工位,严重影响了生产效率。DT公司无锡工厂冲压、焊装、涂装、总装四大车间所有工位中排名第一的瓶颈工位UB025工位节拍时间为280秒,该工位目前的平均生产加工时间为361秒,平均延时超过20%。平均延时是指该工位平均作业时间比节拍时间多出的时间。可以看出,部分瓶颈工位的延时时间严重影响了整体的生产效率,需要予以优化改善。
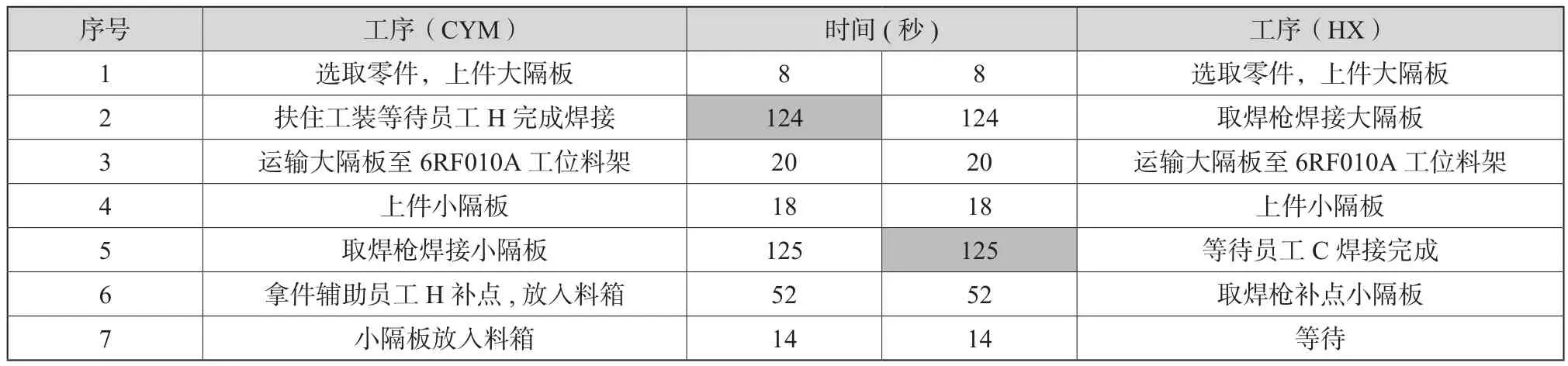
表1 改善前UB025工位流程
本文针对UB025工位进行研究分析和改善。UB025工位的作业为汽车顶盖的焊接加工,目前UB025工位由CYM和HX两位操作工完成汽车顶盖的加工焊装作业。两人共用一把焊枪,在同一工位完成大隔板和小隔板的焊接,然后运至6RF010A工位料架。具体工序如表1所示。
从表1中的工序2和工序5可以看出两位操作工都存在大量的等待时间。这就导致了该工位的加工时间远超于节拍时间,有很大的优化改善空间。
然后使用鱼骨图从人、机、料、法、环等五个方面对UB025工位成为瓶颈工位进行原因分析。分析如图1所示。
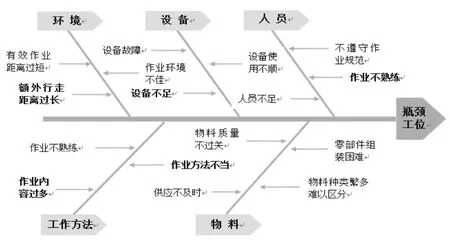
图1 UB025工位鱼骨图分析(粗体为无关因素)
通过上述分析可以总结出UB025工位成为瓶颈工位的原因如下:
1.设备不足。两人共用一把焊枪,导致同一时间内只能一人操作,另一人只能辅助甚至等待。
2.作业工序有待改善。由于两人协同完成的工序设计不合理,导致作业内容和作业方法受到限制,从而影响整个工位的作业时间。
3.额外走动时间过长。工序3和工序4为物料运输时间,由于工位和料架有一定的距离,导致运输时间稍长,在不影响其他工位加工和改动成本较小的情况下可以考虑这方面的改善。
4.作业人员操作不熟练。在上件、焊接等操作过程中,作业人员的熟练程度也会影响到整个工位的加工时间。
3 程序分析与改善
大隔板较大需要两人抬件,所以该工位安排了两个人操作。改善前专业焊枪只有一把,在焊接时另一人只能做扶住工装或者转动工装等辅助工作。在整个工作过程中两人各存在124S和125S的等待浪费时间。
A 改善点1:增加设备
为优化操作工序和减少员工等待时间,以提高生产效率,考虑增加邻近工位,增加一把可以完成小隔板的基本焊接小型焊枪。因为专业焊枪成本较高,考虑投入成本和改善后带来的效益,增加一把可以完成小隔板的基本焊接小型焊枪既不会有过高的投入,同时也可以达到优化流程和工序调整的目的,从而使两人协同完成该作业。增加一把小型焊枪后增加小隔板加工的工位,车身车间汽车顶盖的加工现场改善前后对比如图2所示。
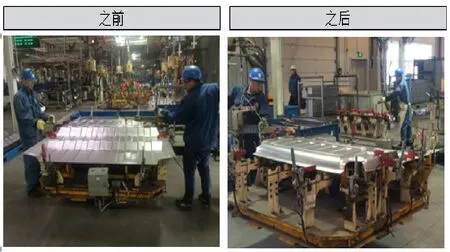
图2 车身车间顶盖加工改善前后现场图
B 改善点2:程序改善
程序改善是经过改善工艺或调整作业顺序,使各工序作业时间接近,平衡工作负荷。根据其研究和分析的对象不同可分为生产流程分析、工艺流程分析、加工路线分析、业务流程分析等。
程序分析以工艺程序为基础,采用专用的图表和符号对生产过程中的操作、检验、搬运、等待和存储等个环节进行观察、记录和描述,应用ECRS改善原则进行分析改善。
ECRS原则是利用取消(Eliminate)、合并(Combine)、重排(Rearrange)和简化(Simplify)四种手段进行改进。
程序分析是企业降低消耗、提高生产率的重要分析方法之一,一旦与企业生产实际相结合必将发挥重要作用。
对于UB025工位成为瓶颈工位的原因已在上节内容中使用鱼骨图进行了分析总结。对于作业工序的不合理,主要采用ECRS原则进行改善,实现该工位两人同时作业,缩短该工位的加工时间。首先根据现行的加工流程作出UB025工位双人作业的程序分析表,如表2所示。

表2 UB025工位双人作业程序分析表
通过对表2的分析研究,结合改善点1增加一把小型焊枪并增加工位,使用ECRS四原则对该工位两人的加工流程进行改善。
取消( Eliminate):对于不合理、多余的动作或工序给与取消。工序2在HX进行大隔板的焊接时CYM扶住工装作用不大,属于多余工序,可以取消。
重排(Rearrange):在取消、合并之后,考虑工序顺序的调整重排也能起到一定的优化效果。由于增加工位加工小隔板,两人可同时进行加工,重排之后的加工流程如表3所示。
对比表3可以发现,两人在加工过程中的等待都减少,走动有所增加,总的加工时间明显缩短,改善效果显著。
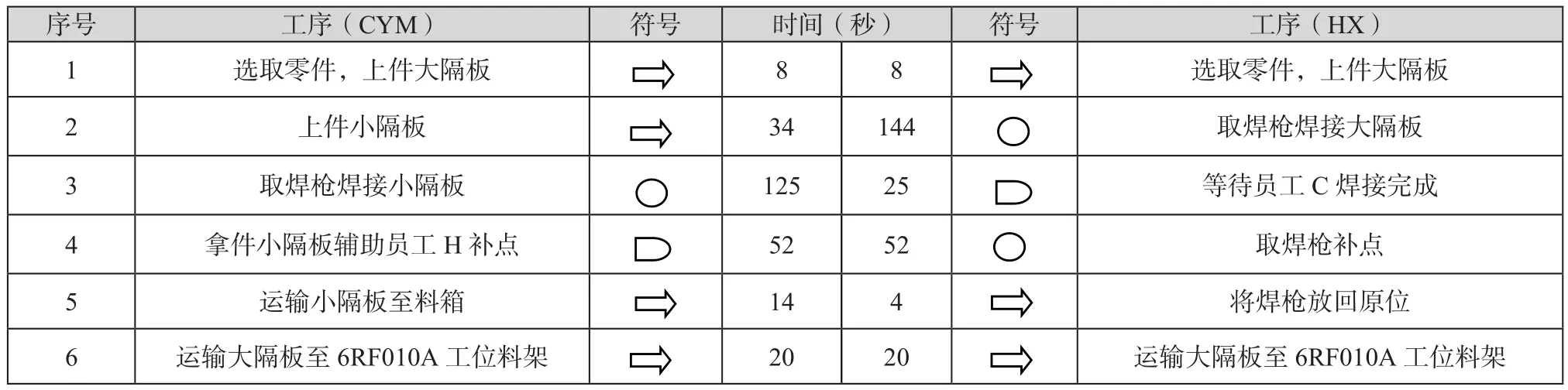
表3 改善后UB025工位加工流程
4 改善效果
通过上节程序分析和改善,UB025工位的加工时间大大缩短,完全满足节拍时间,不再是瓶颈工位。改善前后对比如表4所示。
表中增值时间、隐含浪费和明显浪费等时间属性的定义具体如下:
增值时间:作业人员对物料或半成品进行焊接加工的时间;
隐含浪费:作业人员无增值的走动或物料运输的时间;
明显浪费:作业人员等待时间
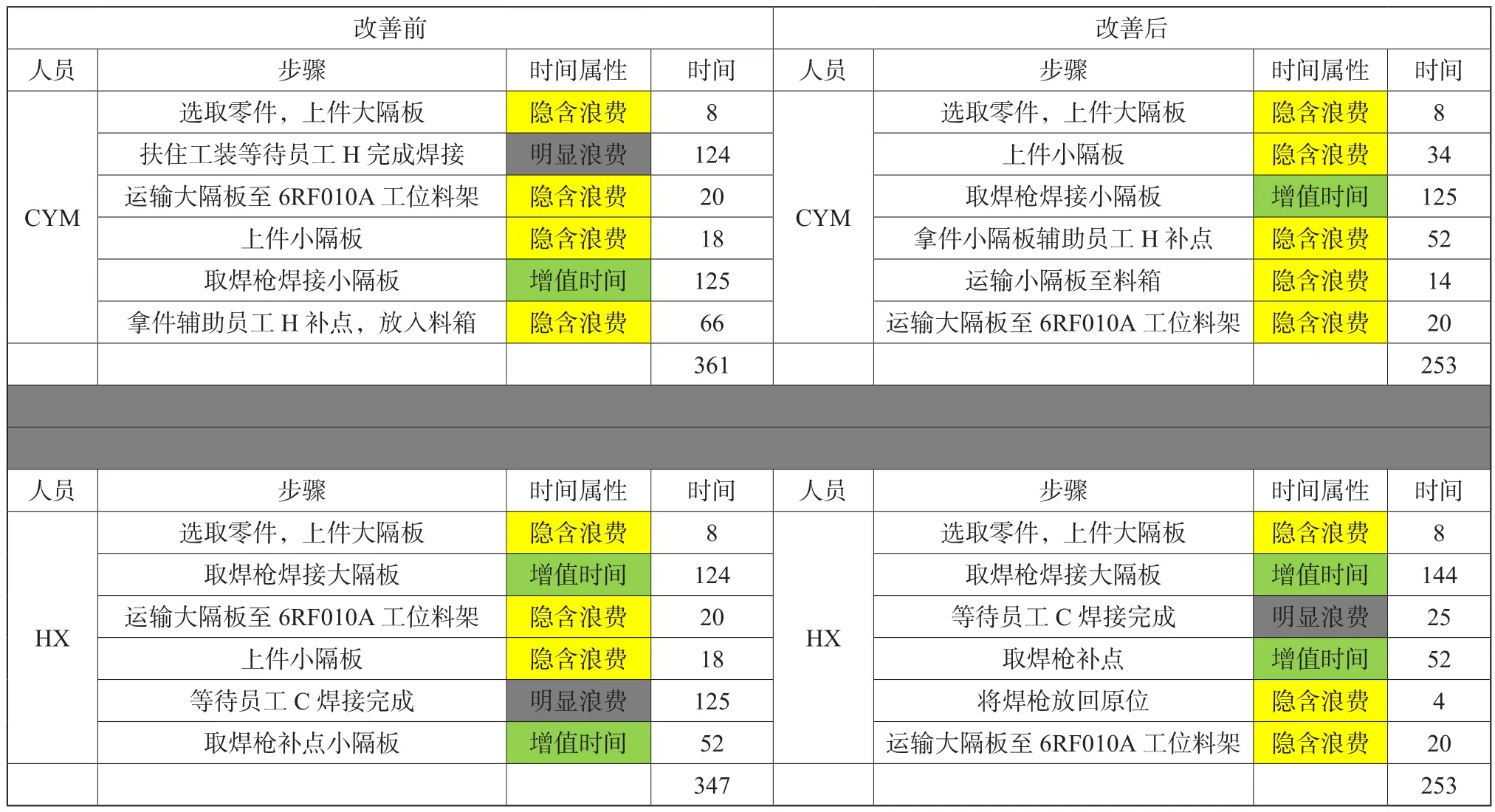
表4 改善前后工序时间对比
经过改善,UB025工位的总加工时间明显缩短,又原来的361秒缩短为现在的253秒,降低接近30%,效果明显。由于对两位作业人员的作业内容和工序顺序做了一定的调整,整个作业过程中两人的增值时间、隐含浪费时间以及明显浪费时间均有相应的变化。员工CYM的明显浪费时间完全消除,员工HX的明显浪费时间降低80%,隐含浪费时间降低超过30%。增加工位造成了CYM增加走动等隐含浪费时间16S;焊接形式由原先焊接时有另外一人扶住工装并且帮助转动工装调整为HX独立完成大隔板的焊接,造成HX增加了焊接时间20S。
改善后UB025工位的加工时间明显降低,可以满足节拍时间,改善效果明显。
可以看出该工位还存在改善的空间,根据上述分析给出以下建议:
1)增加自动化机械搬运物料,可大大搬运时间,甚至该工位可调整为一人作业;
2)考虑在工位旁增放料架,进一步减少移动距离和时间;
3)作业人员加强操作培训,达到动作熟练,进一步缩短操作时间。
5 总结
工业工程知识和程序分析、作业分析、动作分析等改善技术可以为企业的生产管理提供强有力的支持和科学指导。程序分析可以发现并改善生产加工过程中工序设计安排和应用中的问题,可以提高工艺流程的合理性,可以改善生产现场平面布置,可以优化现场物流线路等,从而以很低的成本投入,提高作业效率和企业效益。
本文对于UB025工位的分析改善从增加小型焊枪和调整工序步骤两个方面缩短了该工位的加工时间,使其不再是瓶颈工位,完全满足节拍时间。
