矿用空压机余热高效回收利用技术与应用
2018-12-18戴立明王正
戴立明,王正
矿用空压机余热高效回收利用技术与应用
戴立明1,王正2
(1.江阴市华西和林矿业有限公司,江苏 无锡 214400;2.江阴华西钢铁有限公司,江苏 无锡 214420)
空压机余热回收系统在洗浴供热过程中存在散热量大、热量供应不稳定、换热效率低、维护保养超员等问题,通过对原始的空压机余热系统进行改进,采取了增设智能控制系统,安装双蓄能水箱和保温池,使用采用特殊材质制成的超导液换热器,备用一套二次换热设备等设计方案。改进后,换热效率大大增加,实现了连续不间断供热。智能化系统的植入,自动空压机实现了自动启停、自动除垢、自动转换等功能,实现了减员增效。
空压机;余热;回收利用;换热
空压机是一种常用的矿用设备,其运行时会产生很大的热量,所以,空压机都配备了散热系统,用来降低温度,保持稳定。传统的散热系统会将散热过程中的热量散发到空气中,使周围温度升高,还不能加以利用。其余热量如果能被合理回收,将会带来很大的经济利益,这些热量被回收后完全可以作为职工洗浴、取暖、烘干等生活热源。空压机散热产生的热源温度高,热量完全满足使用需求;供热时间长,完全满足设计要求[1]。对空压机余热的回收方案进行了细致分析,将其回收利用后,可以达到减少排放、节省能源,增加经济效益的目标。
1 余热回收系统的工作原理
螺杆泵空压机在运转过程中,会不断压缩空气和润滑油,这样就会使润滑油的温度升高,温度较高的润滑油通过换热装置进行换热,换热冷却后继续循环进入润滑系统。热交换后,被加热的介质再与冷水进行二次换热,将冷水升温变为热水用于洗浴。之所以采用二次热交换,是因为洗浴用水中含有污垢,污垢沉淀会影响润滑油散热,而造成空压机故障和损伤[2]。目前,二次热交换效率很低,无法实现余热回收系统参数的自动控制,所以无法完成余热回收系统的自动化监控,这两个难题有待解决。
2 余热回收系统存在的问题
2.1 换热工艺问题
2.1.1 散热量远大于洗浴用热总量
安装3台250 kW的空压机,其中2台运行、1台备用计算,空压机85%的压缩能转换为热能,通过余热回收系统,经热交换后可回收75%的热量,每千瓦时电量做功生热为3 500 kJ,通过计算每天回收热量为180 kJ左右。矿井工作人员为500人,需要洗浴的人员为300人左右,每人洗浴一次使用200 L水,进水温度为10 ℃,换热后预达到40 ℃,再去掉20%的能量损失,每天洗浴用水需要的热量为110 kJ左右。这样会产生70 kJ的多余热量,如果这部分热量不加以控制,全部用于洗浴,人体将不能承受如此高温的洗浴用水,所以多余的热量必须采取措施处理掉。
2.1.2 热量回收率低
与其他矿的余热回收系统相比较可知,换热材料的选取不当,水垢清理工序复杂,处理工艺烦琐,处理时间长,都会给洗浴用水的换热造成很大的热量损失。
2.2 系统管理人员数量少
根据现代化矿井运行理念要求,在保证矿井正常运营的情况下,矿井工作人员不得超过500人。致使管理、维修和保养余热回收系统的人员较少,而以目前的运行状态,管理和维修保养人员的减少导致系统运行困难,因此必须提高余热回收系统操作人员管理和维修保养水平,这样才能达到减员增效的目标。
3 解决方案
3.1 安装设计智能控制系统
在原来的散热系统基础上安装设计智能控制系统,解决散热量远大于洗浴用热总量的问题。在原始的散热工艺设备不变的情况下,安装自动控制阀门解决高温润滑油的冷却和再循环的问题。通过自动控制系统的智能识别,当洗浴温度达到使用要求时,系统自动控制阀门,使高温润滑油进入原来的散热系统,确保洗浴温度的稳定性。
3.2 增设浴室热水保温池和双蓄能水箱
增设浴室热水保温池和双蓄能水箱来解决间断性供热的问题。双蓄能水箱是指一个水箱加满足够热量的洗浴用水之后,就可以稳定地向浴室喷头供水,同时向另一个水箱加入换热水,两个水箱交换使用,这样可以保证空压机在没有工作的情况下,浴室内也能有一定的热水可以使用,保证了热水供应的连续性。
3.3 采用特殊材质的超导液换热器
采用特殊材质的超导液换热器;二次换热设备使用两套,其中一套备用;安装水软化系统降低水垢的产生,这样就可以解决除垢降效的问题。采用特殊材质的超导液换热器,使润滑油与超导介质的换热迅速完成,换热效率大大提升,在二次换热系统入口安装硅磷晶和软化水系统,使进水产生的污垢大大减少,降低了除垢的频率,同时二次换热不再受污垢阻热的影响,增大了二次换热效率。二次换热设备使用两套,当一套设备出现故障需要保养和维护时,启用另一套,保证了洗浴用水的不间断。
设计智能控制系统,提高操作效率,减少操作岗位。使用温度、压力、液位变送器安装在空压机控制和余热回收系统的检测和控制节点,并使用编程控制器接收和处理变送器传递的控制信息,对开关、阀门等元件进行开启、关闭、调整等动作进行智能化管理,实现系统的自动调节水位、除垢切换、故障检测切换、温度调节控制等智能化操作。这样整个余热回收系统的维护和管理就不再需要太多的专职人员。改造后的余热回收系统如图1所示。
4 应用效果分析
余热回收系统改造完成后正式投入使用,矿内员工大约500人,每班洗浴人员200人左右,即使矿用风量减少,空压机使用率下降50%的情况下,改造后的空压机余热回收系统也能满足洗浴需求,喷头出水温度达到40 ℃以上,完全符合使用要求。经长达6个月的连续使用,余热回收系统的各个设施和系统运行状态完全正常,还未出现故障和检修事件。因为智能化系统的植入,系统的各类信息数据和设备的工作参数都被系统实时记录,并完整保存,除了一些巡查和保养工作外,不再需要更多的值守人员,实现了减员增效。 若采用改进前的余热回收系统,无法实现洗浴用水的连续供应,有时还需要燃煤锅炉的辅助供热,而且需要大量的工作人员对设备进行维护,对水垢进行清理。改造后的余热回收系统的使用,使每年的人工费、维修费、水垢清理费至少节省80万元左右。
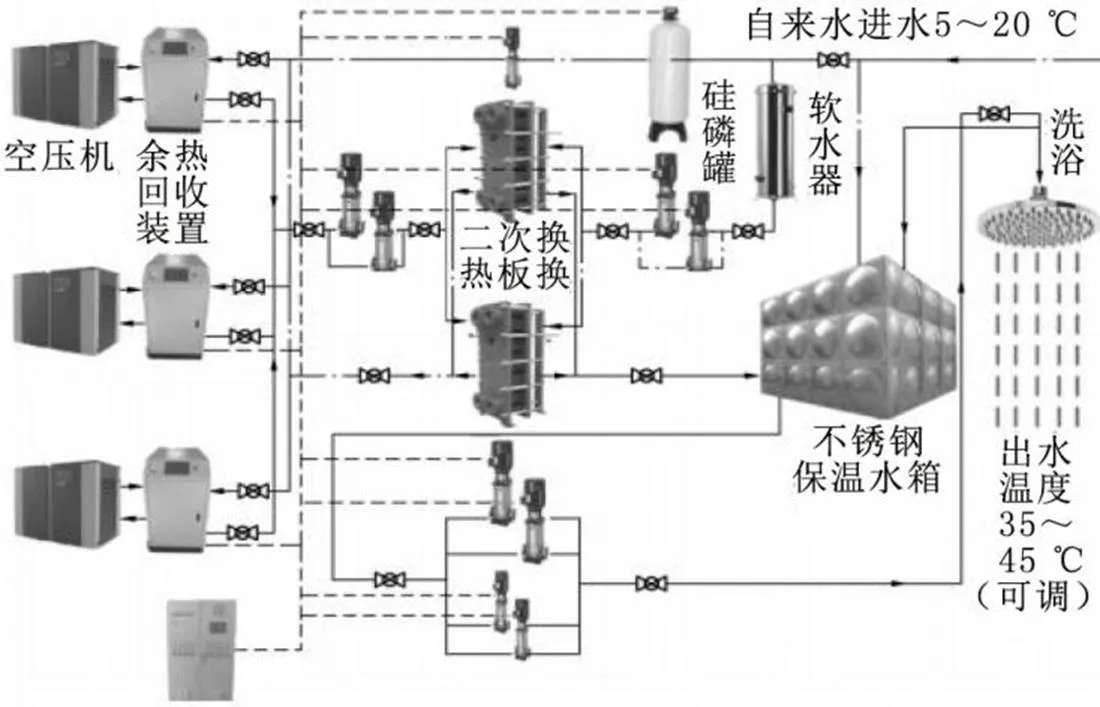
图1 改良后的余热回收系统
5 结束语
空压机是矿产行业重要的生产设备,其工作时会产生巨大的热量,为保证空压机的正常运转,使用散热系统将这些热量散发,而起到冷却作用。这些热量的散发给周围的工作环境带来了极大的不便,也是对热能资源的一种浪费,因此将其余热量回收应用于矿内洗浴用水的供热。本文在原始的余热回收系统基础上进行了进一步改进,改进后,使换热效率大大增加;完成了连续不间断洗浴用水供热。智能化系统的植入,实现了自动空压机的自动启停、自动除垢、自动转换等功能,还能够做到减员增效,不仅节能环保,还带来了巨大的经济效益。
[1]王春,肖涌洪,张晏铭.矿用空压机余热高效回收利用技术与应用[J].煤炭科学技术,2015,43(1):36,142-144.
[2]邓泽民,罗景辉,程艳.螺杆式空压机热回收方式及其系统分析[J].节能,2015,34(6):2,9-11.
2095-6835(2018)23-0158-02
TD443
A
10.15913/j.cnki.kjycx.2018.23.158
〔编辑:严丽琴〕
