变接触支持辊辊形设计与板形控制能力仿真
2018-12-17供稿杨雄伟YANGXiongWei
供稿|杨雄伟 / YANG Xiong-Wei
作者单位:上海梅山钢铁股份有限公司制造管理部,江苏 南京 710049
内容导读支持辊技术在热轧板形控制中占有重要地位。变接触长度支持辊(VCR)技术在热轧带钢生产中的应用可以提高辊缝横向刚度,提高弯辊的控制效果,改善支持辊与工作辊之间的接触应力分布,但它与高阶曲线工作辊之间缺乏协调,文章在考虑高阶工作辊外形的基础上,建立了新一代变接触长度支持辊(VCR plus)设计曲线的目标函数,并用二维变厚度有限元法验证了VCR plus的有效性。通过现场实验对VCR plus支持辊应用效果进行了验证,实验结果表明VCR plus支持辊使用周期超过4周,且使用过程中未出现板形质量波动。
热轧条件非常复杂,因此板形控制中存在许多影响因素。所有因素对板形控制的影响都集中体现在轧制力波动和轧辊综合辊形多样性上,综合辊形包括支持辊综合辊形和工作辊综合辊形,它们由热辊形和磨损辊形组成[1-2]。这种综合辊形的多样性不仅影响板形控制,而且降低了弯辊力调控效果,使得弯辊力明显增加甚至超限,从而使工作辊的使用寿命急剧下降。高效的板形控制能力会消除或减小轧制力波动,同时改善辊间接触应力分布状态。为此,有学者自主研发了变接触支持辊辊形(VCR)[3],该支持辊可以提高弯辊力调节能力,增强加载辊缝的横向刚度,均匀轧辊磨损。VCR辊形技术广泛应用在热轧的粗轧与精轧中,然而,目前缺乏与高阶曲线工作辊形如连续可变工作辊辊形(CVC)相适应的支持辊形[4-8]。为了提高VCR辊形对高阶工作辊形在热轧中的适应性,本文开发了新一代变接触支持辊辊形VCR plus,也称VCR+。
VCR plus辊形设计理论方法
VCR plus辊形参数优化
VCR plus辊形设计原则是综合考虑VCR变接触技术和CVC技术,通过设计原始的VCR辊形,并在VCR辊形上叠加一定比例的CVC辊形,设计出新一代变接触支持辊辊形VCR plus,以达到提高变接触轧制效果的目的。
VCR辊形和CVC辊形采用的曲线多项式分别如公式(1)和(2)所示。
上述公式中,x为轧辊辊身横向坐标,a2、a4、a6、b1、b2、b3均为辊形参数。支持辊的设计需以工作辊的曲线作为已知条件,因此,对于VCR plus支持辊的设计过程,a2、a4、a6为未知待优化参数,b1、b2、b3为已知的CVC工作辊辊形曲线参数。VCR plus辊形函数是将VCR辊形与CVC辊形函数按一定比例叠加得到,所以VCR+辊形多项式为:

式(3)中,λ是权重参数,取值范围为0到1,也是待优化参数之一。因此,VCR plus变接触支持辊辊形曲线的优化参数有4个,即辊形参数a2、a4、a6和权重系数λ,当4个参数确定后,VCR plus支持辊辊形也将确定。
VCR plus辊形优化设计
VCR plus曲线优化设计过程主要包括:确立目标函数,即优化计算的基本思想;确立约束条件;选取实际轧制参数作为优化设计计算的输入条件;选择一种寻优化方法。
◆ VCR plus优化设计的基本思想
(1) 减小有害接触区。优化后的支持辊辊形应该使辊间接触长度能与带钢宽度相适应,即对于不同的带钢宽度,辊间接触长度能与带钢的宽度大致相等,以减小辊间有害接触区对带钢板形的影响。为充分考虑带钢宽度和工作辊磨损对支持辊辊形的影响,结合实际生产状况,考虑四种带钢宽度,两种工作辊辊形(无磨损和磨损严重)下的辊间接触长度,优化计算的过程就是使以上工况下辊间接触长度均大于带钢宽度并且总的辊间接触长度T1最小,如式(4)表示:

式中,Lmi为第i种工况下的辊间接触长度,mm;Bi为第i种工况下的带钢宽度,mm;di为宽度为Bi的带钢占四种带钢宽度的比例;k为工况数,此处取k=8。
(2) 辊间接触压力均匀化。辊间接触压力的均匀性影响支持辊辊身方向磨损的均匀性,辊间接触压力的极值越大,轧辊则越容易剥落。以上两者本身也有不可分割的联系,辊间接触压力均匀了,在总轧制力相同的情况下,辊间接触压力的最大值必然下降,反之亦然。另外,轧辊磨损和剥落是辊间接触压力的积累效应,而在热轧中一个轧制单位内工作辊磨损非常严重,由此引起工作辊辊形不断变化,对辊间接触压力的分布影响很大。为了综合考虑这些因素对辊间接触压力分布的影响,以8种工况下各点辊间接触压力之和的平均值的均方差值qd作为支持辊辊形计算的第二目标,其计算公式表示如下:

其中,qa[j]为点j在不同工况下的接触压力的平均值;q[i][j]为点j在工况i时辊间接触压力的值;N是支持辊计算点的数量。
◆ 约束条件
支持辊辊形设计过程中,需保证辊间接触长度不能小于带钢宽度,否则容易导致带钢走偏,因此约束条件为:

◆ 优化设计
综合轧辊辊系模型和材料塑性变形模型和目标函数,计算不同工况下接触长度和每个单元的辊间接触压力,取目标函数T的最大值。

式中,α为T1和T2的权重系数,α=0.65。
支持辊辊形的计算处理是一个非线性连续优化问题,并且目标函数和优化参数的数学表达式不能直接求解,因此该优化过程选用遗传算法进行计算。
VCR plus辊形技术仿真
通过建立辊系变形有限元仿真模型,对优化辊形配置的轧机板形控制性能进行分析与研究,主要包括轧机的辊间接触压力分布、横向刚度、弯辊力调控效果等性能指标。
采用经过多套大型工业轧机实践检验的多体接触二维变厚度有限元方法建立辊系变形有限元分析模型,进行相应性能指标的数值模拟仿真计算,有限元模型如图1所示。二维变厚度有限元模型可通过改变辊形、窜辊、弯辊等参数进行不同工况下的仿真计算,计算过程高效迅速,仿真结果接近工业轧制实际,精度可以满足工程分析需要。
用于有限元模型建模的轧辊尺寸参数如表1所示,仿真计算中工况参数如表2所示。
工作辊:F1-F4采用轴向移位变凸度工作辊CVC1,F5-F7采用轴向移位变凸度工作辊辊形CVC2,其辊形轮廓与参数见图2。变接触支持辊辊形如图3所示。
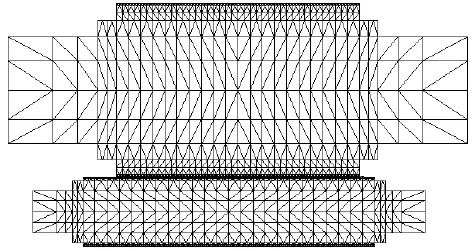
图1 辊系变形有限元模型
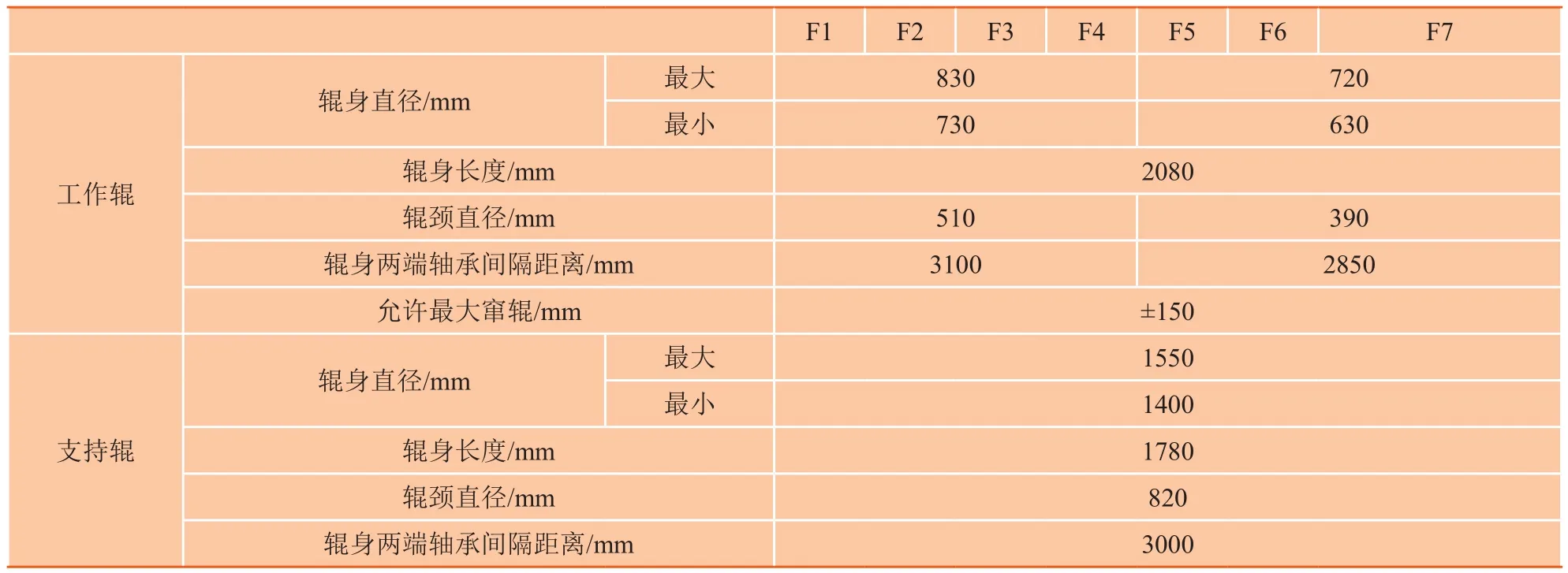
表1 轧辊尺寸参数
表2 仿真计算工况参数

图2 工作辊CVC1与CVC2辊形
仿真结果
辊间接触压力
辊间接触压力分布反映了工作辊与支持辊之间的接触状态,其通过两种方式影响辊间接触状态:接触压力峰值和接触压力变化幅度。辊身方向的均匀分布有利于降低辊间接触压力的峰值和变化幅度,减少支持辊的疲劳破坏,延长其寿命。工作辊采用CVC1时,VCR plus与常规支持辊辊形辊间接触压力的对比如图4所示。

图3 VCR plus辊形及辊形参数
从图中可以看出原辊形(CON)配置条件下,辊间接触压力分布不均匀,这正是轧辊出现不均匀磨损的原因。上辊系传动侧、下辊系操作侧出现压力尖值,容易引起支持辊剥落;VCR+支持辊辊形可明显降低传动侧(左侧)工作辊与支持辊倒角接触引起的压力尖峰值。VCR+支持辊辊形可降低辊间接触压力的不均匀度,有利于提高辊间接触压力分布的均匀性,减小辊身长度方向接触压力的变化幅度。
承载辊缝横向刚度
轧制时带钢的材质、温度、来料厚度和板形等发生变化易导致轧制力出现波动,进而导致承载辊缝和机架出口带钢板形的波动。衡量这一波动量大小的指标可以为辊缝的横向刚度ks,如式(10)。辊缝的横向刚度ks表示承载辊缝凸度抵抗轧制力波动而保持不变的能力,横向刚度ks越大,承载辊缝越稳定,对轧制过程的板形控制越有利。

式中,ks为承载辊缝横向刚度,ΔFr为轧制力变化量,ΔCg为辊缝凸度变化量。图5为辊缝横向刚度对比。通过数据对比可以看出,VCR+支持辊辊形的应用有利于提高承载辊缝横向刚度,带钢宽度增大,弯辊减小,窜辊增大,均能提高辊缝横向刚度。
弯辊力调控功效
弯辊力调控功效是反映弯辊力调控能力以及控制和调整板形效率的指标。该功效越强,弯辊力的控制能力越强,就能更快速、更经济地消除板形缺陷。同时,它有利于降低最大弯辊力并增加工作辊轴承寿命。弯辊力调控功的表达式如式(11)所示:

图4 辊间接触压力对比
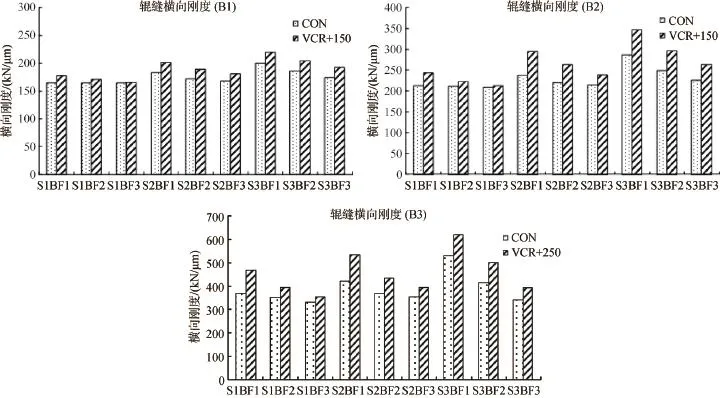
图5 辊缝横向刚度对比

式中,kf为弯辊力调控功效,ΔCg为辊缝凸度变化量,ΔFb为弯辊力变化量。
通过数据对比可以看出,VCR+支持辊辊形的应用有利于提高弯辊力调控功效,增大弯辊对辊缝凸度的调节能力。带钢越宽,弯辊力调节功效越明显;窜辊越大,弯辊力调节功效越明显,但随着轧制宽度的增加,这种趋势减弱;单位宽度轧制力增大,弯曲力调控功效降低,但随着宽度的增加,这种趋势减弱。
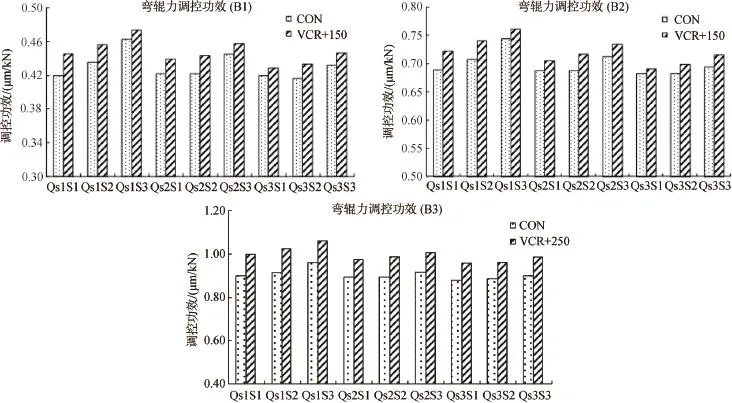
图6 弯辊力调控效果对比
VCR plus支持辊应用效果
针对新辊形,在梅钢1780 mm热轧厂进行了实验和推广应用,共进行了6次实验。实验中各机架支持辊所采用的辊形如表3和表4所示。

表3 VCR plus支持辊新辊形与平辊的对比
6次实验过程中的支持辊在机工作时间、轧制卷数、轧制吨数、轧制公里数等参数如表5所示。
从表5可以看出在新辊形上机后,换辊周期明显增加,第6次实验时,换辊周期延长一倍,轧制吨数和轧制公里数也大大增加,这说明新辊形上机后对于延长换辊周期具有明显的效果。跟踪前5次实验的支持辊磨损,并与平辊磨损情况进行对比,结果如表6所示。
采用VCR plus支持辊辊形后,上支持辊绝对磨损量减小(减少100 μm左右),下支持辊绝对磨损变化不明显;通过支持辊的不对称磨损对比发现,新辊形在相同时间内非对称磨损更小,下辊尤为明显,这是因为绝对磨损主要取决于轧辊过钢量,而非对称磨损的影响因素主要为辊间压力的不均匀性。综上所述,VCR plus新辊形对支持辊的绝对磨损改善作用不明显,而对非对称磨损改善作用明显,验证了VCR plus在支持辊辊形保持性提升中起到重要作用。
结论
(1) 基于VCR技术,开发了新一代变接触长度支持辊,该支持辊配有高阶曲线工作辊,使支持辊与工作辊之间的接触力分布更加均匀,提高了其在热轧中的适用性。

表4 支持辊各次上机实验辊形

表5 F7支持辊采用VCR-X辊形在线使用数据

表6 轧辊磨损数据对比
(2) 采用二维变厚度有限元方法并结合CVC工作辊技术,模拟了不同支持辊辊形的板形控制能力。VCR plus与普通支持辊相比,能够有效降低辊间接触应力峰值,使接触力分布更均匀,延长工作辊和支持辊的使用寿命。
(3) 通过实验发现,与平辊相比VCR plus支持辊辊形大大延长了支持辊使用周期,证明VCR plus辊形可以起到均匀轧辊磨损的作用,支持辊辊形自保持能力更强,可达到延长轧制公里数的目的。