核主泵清洁度控制及检测方法
2018-12-17郭永珊李连海李晖王学宇
郭永珊,李连海,李晖,王学宇
(沈阳鼓风机集团核电泵业有限公司,辽宁 沈阳 110869)
核主泵产品的各组成模块(零件)在制造阶段就必须达到核电厂最终投入运行时所要求的清洁度等级。对于核主泵的清洁度而言,其清洗质量标准极为严格,要提高核主泵的清洁度,必须对核主泵的清洗过程进行分析,既要了解何种因素使核主泵的清洁度受到影响,又要全面了解问题产生的原因,并制定相应的提升手段。核主泵的清洁度是指核主泵中被检件被检部位的清洁程度,用规定方法从规定部位采集到的杂质微粒的大小和重量来表示。在制造核一级设备时,在加工制造过程中必须使用一些不能满足标准的耗材,如切削液、PT检查用试剂、记号笔等。为了能够保证最终产品的表面清洁质量要求,就需要有一种方法来保证在加工制造完成后可以把表面残留的物质去除,达到清洁要求,同时需要一种检测该控制清洁度的方法是否达到规定要求的检测方法。本文结合多年实际工作经验,详细阐述了核主泵制造过程中所用耗材的清洁度控制方法和清洁度控制的检测方法。
1 核主泵制造过程中所用耗材的清洁度控制方法
1.1 试验样件选取
选择1Cr18Ni9Ti作为实验样件材料(与核主泵所用材料一致),样件表面粗糙度等级为Ra=3.2。
1.2 清洁试剂
对所用清洁试剂(酒精或丙酮,其纯度为98%~99.9%)进行化学成分分析并记录,主要分析其中氟离子和氯离子的浓度和含量。
1.3 试验样件初步清洗
首先使用A级水对样件表面初步清洗,再用无尘布蘸清洁试剂(酒精或丙酮)对试件进行擦拭清洗,直至达到用照度500勒克斯的光源对光检查,按人的正常视觉灵敏度,无可见污染,即认定为合格。在擦拭清洗、搬运试件及检查时操作者必须佩戴聚乙烯手套防止对样件的二次污染。
1.4 试验样件上施加核主泵制造过程中所用耗材
将核主泵制造过程中所用耗材(切削液、PT试剂、或记号笔)施加在试件上,其在试件上的施加方式按照核主泵制造过程中所用耗材的实际施加方式进行。
1.5 试验样件的清洗
将施加过切削液、PT试剂或记号笔的样件先用A级水冲洗,再用百洁布进行初步清洗,然后佩用无尘布蘸清洁试剂乙醇或丙酮进行擦拭清洗,直至达到用照度500勒克斯的光源对光检查,按人的正常视觉灵敏度,无可见污染,即认定为合格。清洗完成后应做好防护,在整个过程中操作者应佩戴聚乙烯手套,以免污染试件表面。A级水(ASME)标准为:氯离子≤0.15ppm,氟化物≤0.15ppm,电阻率≤2.0微欧姆/cm,总固体物≤0.5ppm,pH值范围6.0~8.0。
2 核主泵制造过程中所用耗材的清洁度控制的检测方法
该方法是对经清洁度控制方法处理后的实验样件其表面的清洁度进行检测,以确定其清洁度是否达到要求,具体步骤如下。
2.1 操作步骤
(1)将若干个医用纱布放入2升的烧杯内,烧杯内加入1升A级水,摇动两分钟;将水倒入其它容器,挤出纱布上多余的水;用1升A级水再倒入装纱布的2升烧杯内,盖上烧杯,放到热源上,煮沸15分钟;然后从热源上取下烧杯,冷却后倒出水。
(2)在烧杯中加入A级水并在搅动条件下冲洗纱布,重复操作2~5次后,挤出纱布中多余的水,重新填入1升试剂水,盖上烧杯,放到热源上煮沸15分钟。
(3)从热源上取下烧杯,冷却;从2升烧杯内取出25毫升溶液装入事先清洗好的聚乙烯容器内。
(4)用0.45微米无卤素滤纸过滤聚乙烯容器内溶液,过滤后的溶液按所需量放入50毫升容积的烧瓶内,分析氟离子和氯离子浓度。
2.2 取样
用清洗过的无卤素聚乙烯手套从烧杯中取出两片纱布,一片作为取样纱布,另一片作为干净纱布;用取样纱布擦拭实验样件上,将擦拭后的取样纱布和另外一片干净纱布分别放入无卤素的清洗过的聚乙烯袋子内;下一步从聚乙烯袋子内取出取样纱布和干净纱布,分别放入烧杯内,每个烧杯内加入A级水,盖好烧杯后将溶液加热到沸点,持续30分钟,在加热过程中搅动纱布;然后冷却装有取样纱布的烧杯和装有干净纱布的烧杯,用无卤素滤纸过滤烧杯内溶液后,按所需量分别加入到两个50毫升容积的烧瓶内。
2.3 计算
首先分析出装有取样纱布烧杯内溶液的氟离子和氯离子浓度,再分析出装有干净纱布烧杯内溶液的氟离子和氯离子浓度,然后用分析出的装有取样纱布烧杯内溶液(擦拭溶液中)的氟离子和氯离子浓度分别乘以总的擦拭溶液量,从而计算氟离子和氯离子的总重量,减去在干净纱布中检出的氟离子和氯离子的总重量,用所得数值除以试件取样面积,所得结果即为单位面积上氟离子和氯离子的质量。
2.4 判定
将计算出的实验样件单位面积上氟离子和氯离子的质量与所需清洁度要求作对比,即可判断出清洁后的实验样件的清洁度是否符合要求。实际试验过程及检测结果描述:选取1Cr18Ni9Ti作为实验样件材料的尺寸为长度500mm、宽度400mm、厚度10mm,样件表面粗糙度等级为Ra=3.2,实验样件的数量为4个,编号为1-4号;按照核主泵制造过程中所用耗材的实际施加方式进行;具体为:PT试剂施加在1-2号样件上,切削液施加在3-4号样件上,施加后1、3号样件准备用乙醇清洗,2、4号样件准备用丙酮清洗。PT试剂的施加方式为用灌装喷剂直接喷涂在试件上,切削液的施加方式为用小型水泵控制其流量及出口压力使之与实际生产中的要求一致。然后按照1.3试验样件初步清洗—2.3计算方法进行试验,将样件等送辽宁省科学分析研究院进行数据检测,检测结果见表1。
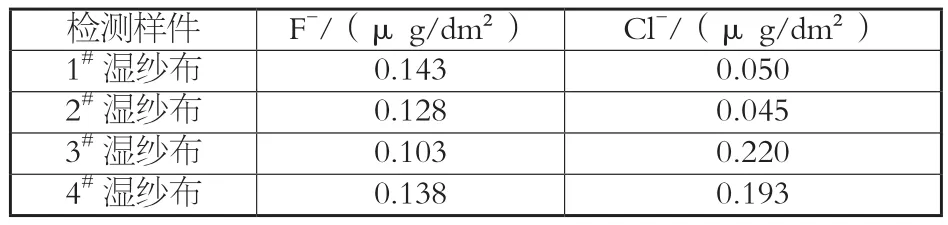
表1 湿纱布样品的F-和Cl-残余检查结果
注:4块用于试验的湿纱布送检样品(1#~ 4#):
1#湿纱布用来清理不锈钢表面的PT试剂;
2#湿纱布用来清理不锈钢表面的巴索4000CF切削液;
3#湿纱布用来清理不锈钢表面的巴索2000切削液;
4#湿纱布用来清理不锈钢表面的嘉实多T15切削液。
上述步骤中分析氟离子的依据标准为“氟化物分析程序”,分析氯离子的依据标准为“判定氯化物分析程序”,“氟化物分析程序”为化学抑制离子色谱法-ASTM D1179,1.2.4 方法B和化学抑制离子色谱法-ASTM D4327,1.2.5,“判定氯化物分析程序”为化学抑制离子色谱法-ASTM D4327,1.2.5和离子分选电极法-ASTM D512,1.2.3 方法C。
(注:上述清洁度控制方法和检测方法中操作过程中所用聚乙烯手套使用前经过A级水清洗;检测方法操作过程中所用聚乙烯容器、无卤素滤纸和聚乙烯袋子使用前都经过A级水清洗。)
3 结语
本方法先对样件清洗,模拟实际生产中用到的物质使用过程。检查合格后对需要验证的物质涂抹到样件表面。再次清洗,清洗时先用预先经过化验的A级水冲洗,然后用酒精和丙酮分别擦拭。这时使用的酒精和丙酮都是通过化学分析检测,能确定其具体的微量元素,这也是后期分析的依据。擦拭到一定效果以后,通过医用纱布的取样,来分析化验表面残留物的数量。医用纱布不可能达到100%的纯度,所以我们把取样的医用纱布制备了两份,分别进行化学分析,并对其结果进行比对。然后重复上述操作,在擦拭的时间及擦拭后的效果有所不同的前提下,再进行分析化验和比对,最终获得能够满足核一级设备清洁要求的清洗方法。
