帕尔贴石墨烯3D打印快速冷冻成型平台设计
2018-12-11
(常州轻工职业技术学院机械工程与技术学院 常州 213164)
20世纪末,M.C.Leu等[1]提出快速冷冻成型技术(rapid freezing prototyping),该技术将材料逐层冰冻成固体以保持其形状,不同于其他3D打印技术在室温下或加热打印材料。
快速冷冻成型技术是将流体材料分层打印到工作冷面上,工作冷面温度为-40~-17 ℃,可以在0.3~0.7 s将流体材料冷冻,达到成型的目的。M.C.Leu等[1]将3D打印系统置于一个冰柜中,冰柜可提供-24 ℃的环境温度。将一块铝板提前放置于冰柜中24 h,使铝板温度降至-17 ℃。通过该方式可获得-17 ℃的冷面。若需要更低的温度,需向冰柜中释放液氮。液氮温度为-195.8 ℃,持续对冰柜中释放液氮,可以获得-40 ℃的冷面温度。缺点是结构庞大、操作不便、温度不可控、等待时间长、效率低。
19世纪热电制冷效应被发现,在20世纪50年代建立热电材料的基础科学之后,得到迅速发展[2]。相比于传统冷却装置,热电制冷具有体积小、重量轻、可靠性高、无机械运动部件、无工作流体、直流供电、冷却与加热方式切换方便等优点[3]。帕尔贴热泵被广泛用于热传导装置[4],非常适合快速冷冻成型系统搭建。
本文基于帕尔贴制冷片,搭建了一套小体积、快速制冷、在-40~0 ℃范围内连续可调、应用于石墨烯3D打印成型的制冷平台,主要包括制冷系统、散热系统、控制系统三部分,并进行了实验研究。
1 简易快速冷冻成型平台
如图1所示,简易快速冷冻成型平台由支架、散热片、制冷片、风扇和直流电源组成。制冷片选用陶瓷平板半导体制冷元件,型号为TEC1-12706-T100-NS-TF02-AlO。规格为40 mm×40 mm×3.8 mm,最大温差为70~79 ℃,最大制冷量为61.4~66.7 W,最大电流为6.1 A。电源为12 V/40 A直流电源。电源开启,制冷片通电制冷,风扇转动,带动气流给散热片降温,环境温度保持在23 ℃。在制冷片的中心和边缘各贴上一个T型铜-康铜热电偶,热电偶经过标准温度计标定,测量精度为0.5 ℃,每秒记录一次数值。支架高度较高利于散热,缺点是结构笨重,缩短3D打印机竖直方向的可打印空间。

1支架;2散热片;3制冷片;4风扇。图1 简易快速冷冻成型平台Fig.1 Simply constructed platform of rapid freezing prototyping
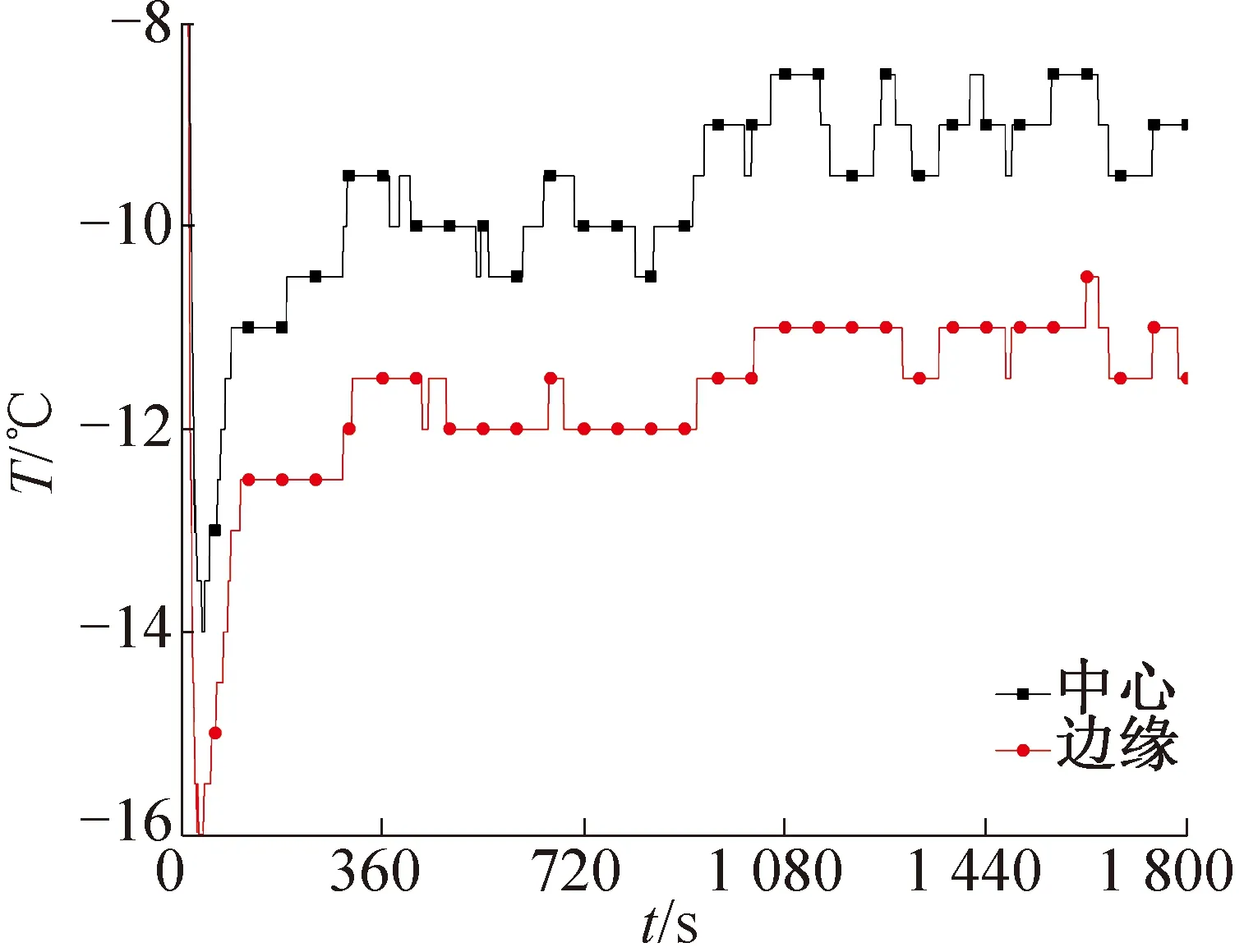
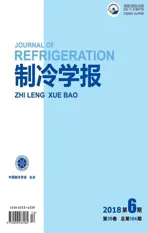
图2 制冷片两个不同区域的温度变化Fig.2 Temperature variations of two thermocouples attached to different regions of a substrate surface driven by Peltier heat pump
图2所示为制冷片不同区域的温度变化,由图2可知,制冷片通电后快速降温至-15 ℃附近,然后逐渐稳定在-12~-9 ℃。风冷无法快速将制冷片热面的热量带走,散热条件不佳,热端温度保持在36~42 ℃,使冷面最低获得-12~-9 ℃的低温。冷热端温差在45~54 ℃时,性能系数COP为0.25~0.38。制冷片中心和边缘存在2 ℃的温度梯度。
图3所示为石墨烯浆料在简易快速成型装置上成型。由图3可以看出,简易快速冷冻成型装置的成型面积较小(40 mm×40 mm),制冷量较低,石墨烯浆料冷冻成型速度慢(黑色为氧化石墨烯),浆料在成型表面流动,导致成型精度低,表面坑洼不平,结霜(白色部分为霜)现象严重。这对石墨烯3D打印精度有较大影响,最终导致打印失败。

图3 石墨烯浆料在简易快速成型装置上成型Fig.3 The graphene slurry is formed on a simple rapid prototyping device
2 新型快速冷冻成型平台
新型快速冷冻成型平台系统如图4所示,包括制冷系统、散热系统和控制系统。
2.1 制冷系统
图5所示为新型快速冷冻成型平台制冷系统。由图5可知,制冷系统由4片制冷片(TEC1-12706)、导热硅脂层和纯铝片组成。4片制冷片的最大制冷量为245.6~266.8 W,冷热端温差在30~45 ℃时,COP为0.25~0.5。铝片(110 mm×110 mm×4 mm)材料为铝合金8176,导热系数为230 W/(m·K)。在铝片四周围裹保温隔热材料,减少冷量损失。铝裸面(水滴在其表面的接触角为120°)经过超疏水表面处理[5-7],能够有效的抑制霜层的生长,保证石墨烯浆料的打印精度;铝片和导热硅脂层可以两次均匀化制冷片的表面温度,消除成型平台铝片表面的温度梯度,便于测量和控制制冷系统的表面温度。
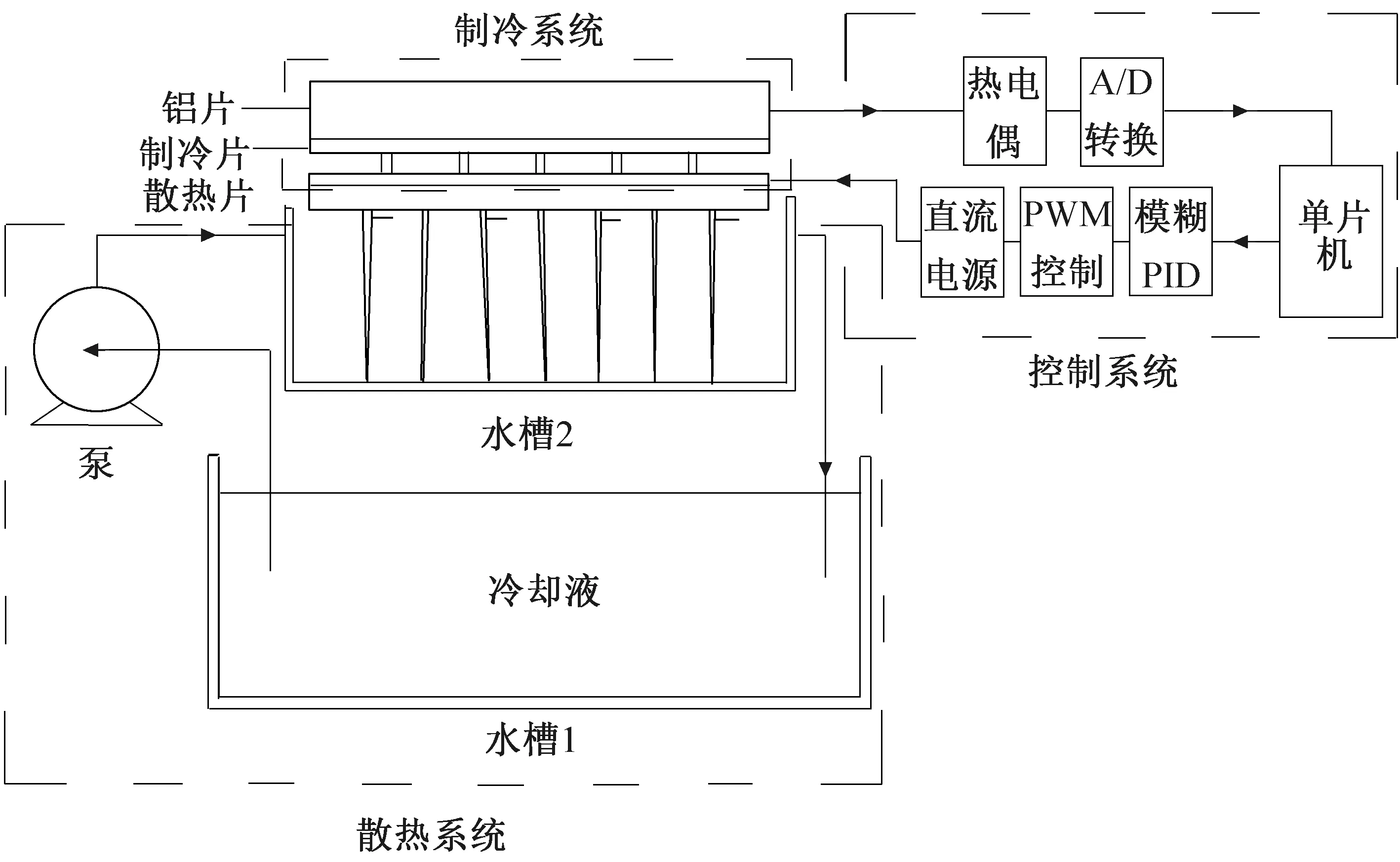
图4 新型快速冷冻成型平台系统Fig.4 The system of novel rapid freezing prototyping platform
1水槽2;2散热片;3制冷片;4导热硅胶;5铝片。图5 新型快速冷冻成型平台制冷系统Fig.5 The refrigeration system of novel rapid freezing prototyping platform
2.2 散热系统
散热系统是帕尔贴制冷系统中不可或缺的部分,热量传递符合热力学过程。为完成一个热流的循环过程,帕尔贴制冷片的热端连接在合适的导热散热片上,释放从热端传递的热量和器件运行过程中产生的焦耳热。有必要设计一套散热系统,保证散热片在吸收了制冷片热端的全部热量后,温度增加量在可接受的范围内。
由图4可知,散热系统由导热硅脂层、水槽1、水槽2、冷却液和循环泵构成。散热片选用铝合金8176,导热系数为230 W/(m·K),规格为110 mm×110 mm×25 mm。散热片选用翅片结构,因为其具有较大的比表面积、热容量、高热导率和价格低廉等优点。冷却液由质量浓度分别为40%酒精、15%甘油和45%去离子水合成,冰点为-26 ℃。水槽2的容量为0.74 L,水槽1的容量为54 L。泵(250 L/h)从水槽1中抽取冷却液,送入水槽2中。冷却液流经散热片,吸收热量,由水槽2另外一侧流回水槽1。
2.3 控制系统
本文采用温度采集电路实时采集快速制冷平台铝片(如图4所示)温度,与系统设定温度值进行对比,再根据模糊-PID控制算法进行计算[8-10],得出下一个时间单元所需输出的PWM波的占空比。映射成驱动电路的输入,从而控制驱动电路的输出电压,最终调节半导体制冷的功率,对快速冷冻成型平台的温度进行控制,形成一个闭环的反馈控制。
1)控制系统硬件
控制系统的整体设计方案如图4所示。控制系统由上位机、单片机、温度采集电路、数字控制电路和驱动电路组成,对快速冷冻成型系统进行了闭环自动控制系统设计。
控制系统中单片机采用Atmel公司ATmega8,具有A/D 转换功能,PWM通道,有断电后保存数据的EEPROM支持在线编程,通过串口与上位机通讯。温度采集电路采用T型热电偶(OMEGA, SCP-SS-062-G-6)测量温度,T型热电偶铜-康铜温度测量范围为-270~400 ℃,精度为±0.1 ℃,经过A/D转换为数字信号。驱动电路包括光耦隔离电路、电流放大电路和极性切换电路等。光耦隔离电路中采用光耦PC817进行隔离。电流放大电路采用大功率三极管MJE3055T和2N3773来放大电流。极性切换电路在改变工作电流方向后,制冷面与发热面可互相交换,实现一个表面具有制冷和发热双功能[11-12]。
2)控制系统软件
控制系统软件由系统主程序、温度采集程序、PWM输出程序、模糊-PID控制程序和人机交互程序等模块组成。
控制系统软件程序编写采用Arduino IDE,通过C++库对Arduino编程语言扩展,程序编写完成后,储存当前架构到架构库,通过USB转串口线烧录进单片机;上位机与单片机间采用通信串口,使用USB转串口线;上位机操作界面开发工具使用Visual Studio 2015中的Windows窗体,开发语言采用VC++语言,主要实现了上位机操作界面温度设置及实时显示温度反馈值。
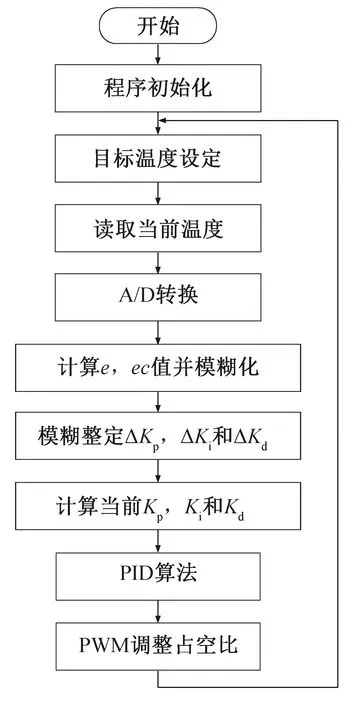
图6 主程序流程图Fig.6 Flow chart of main program
温度控制系统具有强烈的非线性、时变、强耦合和大时滞等特点,传统PID控制算法简单易于实现且调整快、精度高,但抗干扰能力较弱,易产生振荡;模糊控制用模糊算法刻画复杂关系,用语言变量代替数学变量,用模糊条件语句刻画变量间的函数关系[13-14]。主程序流程图如图6所示,主要完成温度的读取、A/D转换和控制。上位机设定目标温度,以温度偏差e、温度变化率ec作为输入变量,把PID控制的参数Kp、Ki、Kd分为初始和校正部分,再进行模糊-PID计算,对PWM波占空比进行调整。本文采用的模糊-PID算法不需要精确的数学模型,能较好的处理时变、非线性、滞后等问题,有很好的鲁棒性,响应速度快。
3 实验结果及分析
3.1 到达不同目标温度实验
图7所示为达到不同目标温度的模糊-PID控制温度曲线。
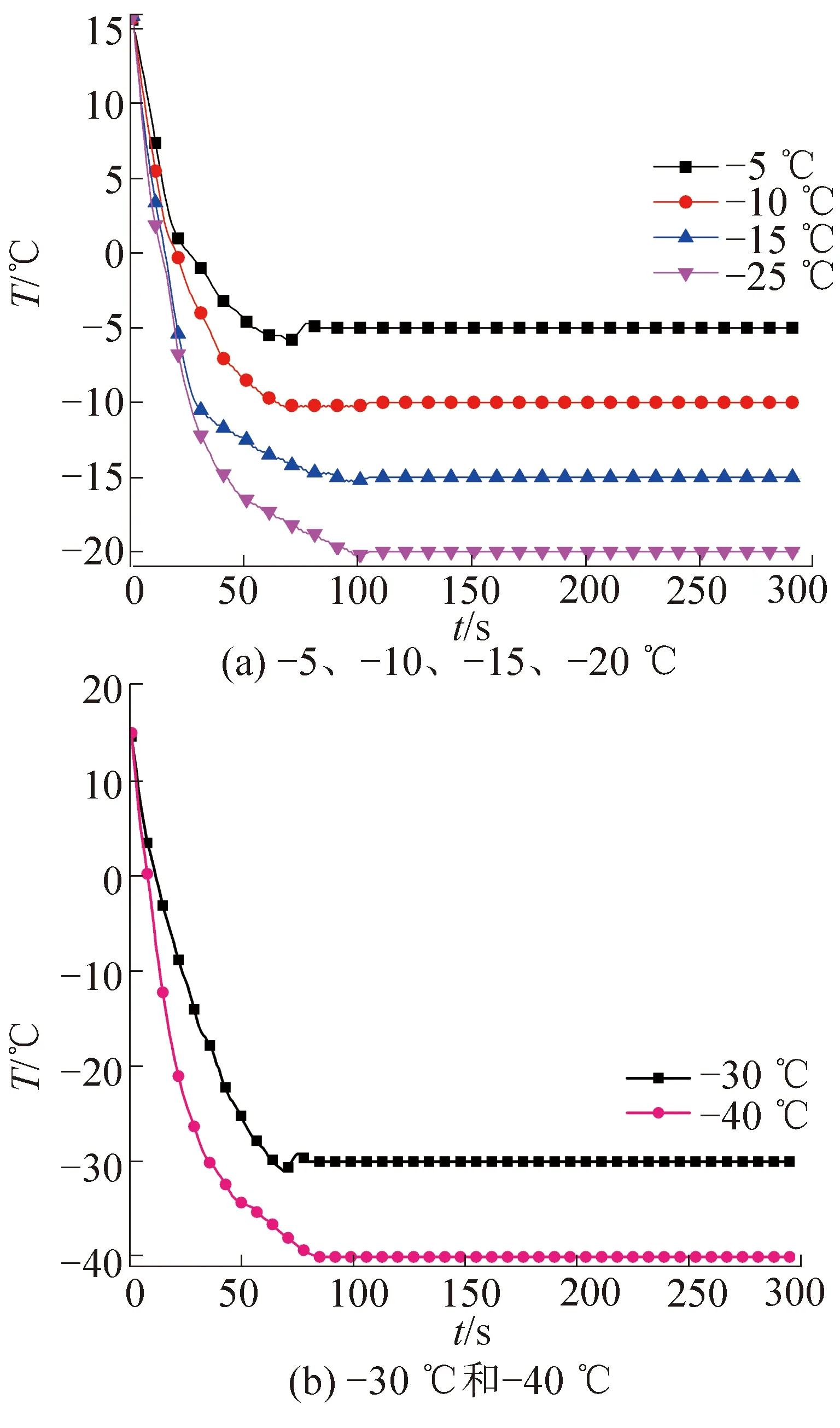
图7 模糊-PID控制温度曲线Fig.7 Temperature curve under Fussy-PID control
图7(a)中曲线分别是目标温度为-5、-10、-15、-20 ℃的模糊-PID控制温度曲线,采样周期为1 s,调节时间分别约为88、94、106、124 s。-5 ℃温度曲线存在过冲,超调量约为4.8%,平衡温度精度达±0.5 ℃。-10、-15、-20 ℃的超调量分别为3.9%、3.3%、2.8%。
设置冰柜的温度为0 ℃,将水槽2置于冰柜中,待冷却液降温至0 ℃,通过上位机设置快速冷冻成型平台温度-30 ℃和-40 ℃,成型平台温度变化如图7(b)所示。-30 ℃的温度曲线在76 s处达到平衡,超调量约为2.2%,平衡温度精度达±0.5 ℃。-40 ℃温度曲线在92 s处达到平衡状态,未出现超调。
在铝片的中心到边缘等距离设置4个热电偶,快速冷冻成型平台达到设定温度后,测定铝片的温度梯度分布。结果表明:铝片表面无温度梯度存在,这是由于帕尔贴制冷片上的导热硅脂层和铝片层二次均化成型面的温度。
该实验选取6个具有代表性的温度进行实验,结果表明:在不同目标温度下,基于模糊-PID温度控制由初始到平衡状态时都具有较小的超调和较好的振荡性,制冷速度快,控制精度高且平稳性好。
3.2 实验验证
在整个实验过程中,环境温度保持在23 ℃。首先使用三维软件建立模型(如图8所示),然后导出STL文件输入石墨烯3D打印机的切片软件,设置参数,切片软件生成打印路径等命令。制备石墨烯浆料放入3D打印机料盒,设置快速冷冻成型平台温度为-20 ℃,待温度达到设定温度,开始打印过程。

图8 三维模型Fig.8 3D model

图9 3D氧化石墨烯Fig.9 3D GO part
成型原理是水在冻结过程中成长为冰晶,冰晶为典型的晶体材料,在晶界上挤压纳米氧化石墨烯,通过自发的范德华力形成连续的三维氧化石墨烯材料网络。
实验结果如图9所示,快速冷冻成型平台制冷效果较好,铝片表面无温度梯度存在,且表面经过超疏水工艺处理,无结霜现象产生,氧化石墨烯浆料成型精度较高。
3D打印的氧化石墨烯三维结构打印完成后直接放入真空冷冻干燥机[15-16],经过-60 ℃低温和24 h真空冷冻干燥,得到宏观3D结构和微观疏松多孔结构的氧化石墨烯。
4 结论
本文基于帕尔贴制冷片研制出一种简易的石墨烯材料3D打印快速冷冻成型平台,该平台具有低噪音、重量轻、高可靠性和结构紧凑等优点,并对该平台进行优化设计,利用该优化平台进行了初步实验并确定了控制策略,采用模糊-PID控制方法对成型平台进行了控制实验研究。
6组实验结果表明:该快速冷冻成型平台能使平台温度在-40~0 ℃之间连续可调,超调量在4.8%以内。-5、-10、-15、-20、-30、-40 ℃的超调量分别为4.8%、3.9%、3.3%、2.8%、2.2%、0,调节时间分别为88、94、106、124、76、92 s。在设定值附近几乎保持恒定,成型平台表面无温度梯度存在。氧化石墨烯浆料在快速冷冻成型平台上成型精度较高。平台制冷效果较好,且平台表面经过超疏水工艺处理,无结霜现象产生。该快速冷冻成型平台满足3D打印石墨烯的成型要求。
本文受江苏省自然科学基金(BK20171201)、常州市国际科技合作项目(CZ20170001)、江苏省高校自然科学基金(16KJB430031)、江苏省高校教师培训计划(2016GRFX005)、江苏省333工程(苏人才〔2016〕7号)、江苏省青蓝工程(苏教师﹝2017﹞15号、苏教师﹝2018﹞12号)和常州轻工职业技术学院青年基金(QNJJ13101001)项目资助。(The project was supported by Natural Science Foundation of Jiangsu Province (No.BK20171201), International Science and Technology Cooperation Program of Changzhou (No.CZ20170001), the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (No.16KJB430031), Province Higher Vocational College Teacher Training Program in Jiangsu Province (No.2016GRFX005), 333 Project of Jiangsu Province (2016-7) and Qinglan Project of Jiangsu (2017-15,2018-12) and Young Fund of Changzhou Vocational Institute of Light Industry(No.QNJJ13101001).)