散热片自动压引脚机设计
2016-10-13韩长远谭渭东
韩长远 谭渭东
散热片自动压引脚机设计
韩长远 谭渭东
(东莞市豪顺精密科技有限公司)
型材式散热片传统加工方法为人工预先将引脚按固定的方式插入散热片的引脚槽中,然后使用小型冲床将引脚压紧到散热片中,此加工方式产品质量及效率受人为因素影响较大,且人机接触时间长,容易发生安全事故。鉴于此,设计一种自动压引脚机,不仅大幅减少操作者的劳动强度,提高产品的质量,且提高生产效率和人员的安全系数。
散热片;引脚;自动压引脚机
0 引言
随着芯片集成度、功率的日益提高以及产品的微型化,电子产品产生的热量也大大增加[1-2]。电子产品的故障原因(高温、振动、潮湿和灰尘等)虽然很多,但高温是其中最为主要的因素。研究表明,超过60%的电子产品失效是因温度过高导致。同时,电子产品在高温下工作效率会大幅降低[3-4]。因此,降低和控制电子产品的温度,对提高产品的可靠性并延长其寿命具有重大意义。
散热器作为一种有效增大与外部空气热交换面积的工具,使发热的电子元器件所产生的热量能够及时地传导至周围空气中,稳定产品的正常工作状态,被广泛应用在电器及其控制系统中[5-8]。本文介绍一种散热片自动压引脚机设计方法,可有效提升散热器的生产效率和产品质量。
1 散热片压引脚机工作原理
散热片多以铝材质为主,一般压接4个引脚以便固定安装在线路板上,如图1所示。传统的压引脚方法为操作人员将一组10个左右散热片按顺序排列,整齐竖放于工作台上,再将引脚插入此组散热片朝上一侧的引脚槽内。由于引脚与槽之间为过盈配合,此时引脚只能少许插入到槽内,将此组散热片放置于冲床工作台上冲压,使得引脚完全压入槽内。之后取出散热片,再将未压引脚一侧的槽口朝上,依次插入引脚再次放入冲床冲压,将另一侧的引脚压入,如此反复操作。该加工方法效率低,良品率不高,且存在安全隐患。

图1 散热片三视图
根据传统人工散热片压引脚方式,设计一种自动压引脚机,能够实现材料的自动姿态校正、输送、引脚压入和压紧等一系列作业[9-11]。
2 散热片自动压引脚机设计
2.1硬件设计
根据散热片结构及其压引脚加工方法的特征,设计自动压引脚机包含5部分,如图2、图3所示。
1)料架及散热片输送机构,料架由铝材搭构而成,伺服马达、传动轴、输送台等组成输送机构,以实现自动准确输送散热片;
2)引脚振动筛及引脚输送轨道,使引脚能够按固定的姿态送入到引脚压入机构中;
3)引脚压入机构,由气缸、压块和传感器等组成,当散热片到指定位置时,将引脚压入到引脚槽内;
4)引脚压紧机构,由气缸、压块和弹簧等组成,将送入此机构中散热片的4个引脚完全压入、压紧至引脚槽内;
5)传感器装置,由接近开关和光电传感器组成,感应散热片和引脚的存在及其位置,并向程序控制系统传递信号,以控制机构的动作,防止机构误动作造成产品不良。

图2 散热片自动压引脚机原理图

图3 散热片自动压引脚机
该散热片自动压引脚机由220 V交流电和4 kg/cm2压缩空气提供动力。引脚振动筛、引脚输送机构、引脚压入机构、引脚压紧机构依序连接。引脚振动筛能够筛选出形状不良的引脚,阻止不良引脚进入引脚输送机构;引脚输送机构能够使引脚按照特定的姿态、方向和位置输送到引脚压入机构。引脚感应器和散热片感应器安装在引脚压入机构内部,用于检测引脚和散热片是否正常装填,帮助处理器控制引脚压入机构,以防止引脚压入机构误动作造成空冲压;伺服电机与散热片输送机构驱动连接,用于控制散热片的输送。
2.2工作流程
散热片自动压引脚机工作流程如图4所示。
操作人员先将引脚倒入振动筛中,启动振动筛开关;再将待压引脚的散热片按要求的方向整齐地放入到料架框中,并堆叠至料架高度的3/4以上,通过人机操作界面启动设备开关。设备开始工作后,引脚经过振动、筛选后,按一定的姿态进入到引脚输送轨道并输送到压入机构中,待散热片输送机构将散热片输送到压入机构,且感应装置感应到散热片及引脚均已准备就绪,传递信号给控制系统,压入机构开始动作,将引脚一边压入散热片引脚槽内。压入后的引脚角度和位置还有偏差,输送机构将散热片输送到引脚压紧机构中,进行引脚的角度矫正及二次压紧,完成后由散热片输送机构将加工完的散热片推出,经落料盒掉入散热片收集容器中。期间,操作人员只需监控设备运行状况及产品质量,及时补充缺少的物料,更换收集容器即可。散热片自动压引脚机主体如图5所示,引脚振动筛及输送轨道如图6所示。

图4 散热片自动压引脚机工作流程
2.3自动压引脚机与传统人工压引脚对比
散热片自动压引脚机取代传统人工放置引脚再冲压的方式,不仅生产性能稳定,且加工出来的产品合格率达到99%以上,既减少操作人员的劳动强度,又大幅提升了产品的产量、质量和人员的安全系数,优势明显。人工压引脚方式和自动压引脚机压引脚方式的比较如表1所示。
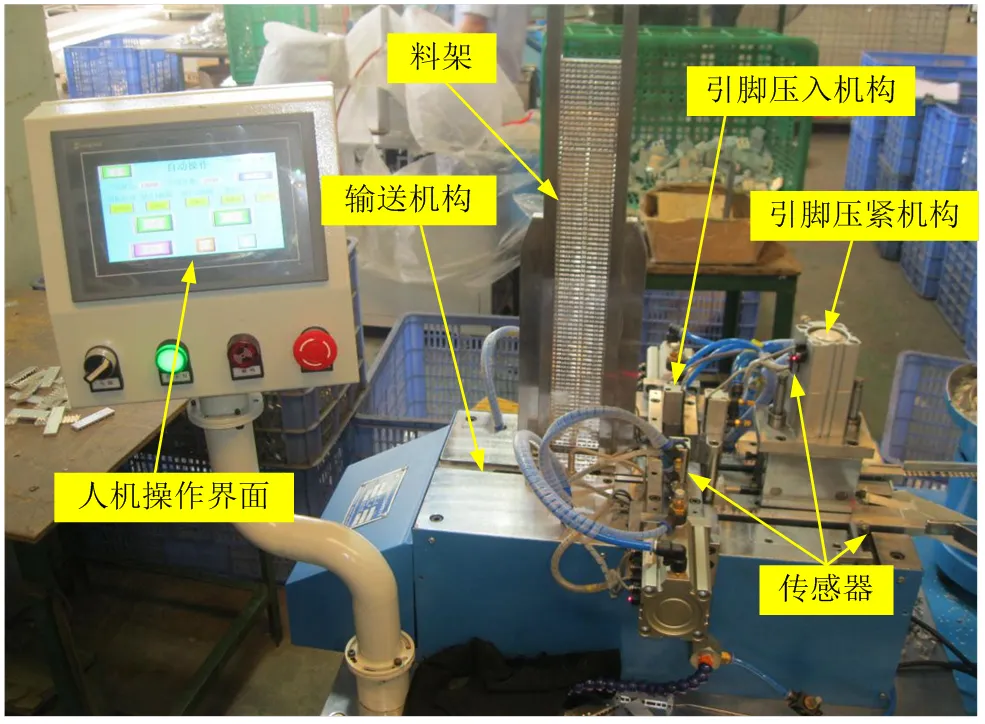
图5 散热片自动压引脚机主体

图6 引脚振动筛及输送轨道

表1 两种压引脚方式比较
3 结语
自动化、信息化是当今企业生产的效率倍增器,散热片自动压引脚机实现了机器代人,解决了传统人工压引脚方式存在的自动化程度低、生产效率低的问题,节省了管理和人力成本。
[1] 卫亮.整体式散热片瓦楞状翅片表面加工成形机理研究[D].广州:广东工业大学,2012.
[2] 杨旭,马静,张新武,等.电力电子装置强制风冷散热方式的研究[J].电力电子技术,2000(4):36-38.
[3] 谢建全.常用CPU散热方式及散热性能分析[J].电脑知识与技术,2005(17):69-71.
[4] 李小松.电子产品散热器的设计[J].电子产品可靠性与环境试验,2005(5):30-33.
[5] 张永俊,王玉强.整体式散热片加工方法和机床设计[J].机电工程技术,2011,40(10):54-57.
[6] 王玉强.整体式散热片加工基础研究及装备设计[D].广州:广东工业大学,2011.
[7] 余小玲,冯全科.电力电子设备常用散热方式的散热能力分析[J].变频器世界,2009(7):76-78.
[8] 付建勋,王海燕.铝质翅片散热管的加工原理与过程分析[J]. 机械工程师,2005(7):79-81.
[9] 栾厚宝,胡国清,陈满足.基于PLC的分轮自动装配机控制系统设计与研究[J].机械制造与自动化,2008,37(6):145-147.
[10] 汪建业,焦志刚,韩政达.PLC在多工位自动装配机中的应用[J].沈阳理工大学学报,2008,27(3):12-15,20.
[11] 林丰,何用辉.基于PLC的自动装配机控制系统的设计与实现[J].装备制造技术,2012(4):47-49,72.
Design of Heat Sinks Automatic Press Pin Device
Han Changyuan Tan Weidong
(Dongguan HaoShun Precision Technology Co., Ltd.)
The traditional processing method of profile-type heat sink is pre-pin into the pin slot manually in a certain way, then use a small punch to press into the heat sink. Product quality and efficiency is affected a lot by human factors in this processing method, and cannot make sure personal safety due to long human-machine contact time. In view of this, this paper proposes to design an automatic pin pressing device, not only reduce the operator’s labor intensity greatly, but also improve production efficiency and operator’s safety factor.
Heat Sink; Pin; Automatic Pin Pressing Device
韩长远,男,1979年生,主要从事机械设计开发工作。
谭渭东,男,1984年生,主要从事机电一体化开发设计工作。
