石墨电极电火花加工机床的发展现状*
2018-12-06周玉海王成勇
周玉海,王成勇
(1.广东工业大学,广东广州 510006;2.广州铁路职业技术学院,广东广州 510430)
0 引言
电火花加工机床是利用电火花加工原理加工导电材料的特种加工机床。又称电蚀加工机床、数控电火花机床、电火花、火花机。电火花加工机床主要用于加工各种高硬度材料(如硬质合金和淬火钢等)和复杂形状的模具、零件,以及切割、开槽和去除折断在工件孔内的工具(如钻头和丝锥)等,如电视机喇叭网型腔、手机型腔、扬声器格栅、型腔等。采用CIP(Cold Isostatic Pressing)工艺生产冷等静压石墨具有高强度、低消耗、结构细密、理化特性均匀和各向同性等特性。相比普通模压石墨具有优异的机械物理性能,其颗粒没有择优取向,强度和导电能力等在各方向上都一致,具有组织均匀、颗粒细小、强度高等特点。石墨电极在CAM编程、CNC加工、电极抛光、放电粗加工和放电精加工等工序的时间均比铜电极短,平均节约时间在2倍以上。石墨电极已经取代铜电极成为电火花加工用电极材料,广泛用于电加工修整大体积模具、微细筋槽、微细电极等特殊结构要求的精密电极,具有复杂曲面的汽车轮胎模电极,用于形成模具中窄槽的薄壁电极,成为主流电极。影响石墨电极电火花加工性能(加工速度、加工表面粗糙度和电极损耗)的因素主要有机械系统性能、脉冲电源、控制系统、加工面积、放电参数、工件材料、工作液、电极形状、冲液方式等。本文作者总结石墨电极电火花加工数控机床的特点,石墨电极由于材料和性质与铜电极存在显著差异,因此放电机床选型方面也具备特定的要求,对国内外数控电火花加工机床技术特点及发展趋势进行比较深入和系统的评述,并对数控电火花加工机床的应用与市场拓展进行分析。
1 石墨电极电火花加工机床特点
1.1 石墨电极的EDM加工特性
石墨电极密度小,同等体积电极质量轻,大体积使用时火花机主轴负载小;石墨材料导电性能好,可承受电流强度大,大电流下电极损耗小,可进行高效率EDM加工;石墨为颗粒状结构,小电流放电时电极损耗大,不适用于抛光放电加工;石墨电极熔点高,热膨胀系数小,不易变形,EDM加工时电极精度保持性好。石墨电极主要用于模具模芯骨位、异形曲面及微细复杂型腔的EDM成型加工,尤其在大电流高速EDM加工中具有独特优势。图1所示为石墨电极与铜电极的EDM加工速度和电极损耗率随放电电流的变化趋势,可知石墨电极的放电加工速度与放电电流成线性关系,可承受的电流强度更大;而石墨电极损耗在小电流下高,随着电流的增大却维持在低损耗状态;铜电极的放电加工速度在40 A以下呈增加趋势,40 A以上却不再增加;而铜电极的损耗在小电流下高,在10~40 A维持低损耗,超过40 A则随着电流的增大损耗呈增加趋势,所以铜电极放电电流超40 A速度不加,损耗却增大。

图1 石墨与铜的EDM加工速度和电极损耗趋势图Fig.1 EDM processing speed and electrode loss trend diagram of graphiteand copper
1.2 石墨放电加工机床要求
在电火花加工中如何正确选用石墨材料,并达到最佳的使用效果,不仅需考虑石墨电极材料牌号,还要考虑加工参数及其机床性能等因素。影响石墨电极电火花加工性能(加工速度、加工表面粗糙度和电极损耗)的因素主要有机械系统性能、脉冲电源、控制系统、加工面积、放电参数、工件材料、工作液、电极形状、冲液方式等。电火花加工机床由床身和立柱、工作台、主轴头、工作液和工作液循环过滤系统、脉冲电源、伺服进给机构、主轴头和工作台附件等部分组成。脉冲电能引起新的电能质量问题。EDM放电加工设备发展路径由RC弛张式脉冲电源和机械液压伺服到晶体管模拟脉冲电源和电液伺服,再到数字脉冲电源和数控伺服电机。控制方面从机械开关式单轴控制发展成单轴数控和多轴数控。机床电源由脉冲电源发展到智能化模糊控制放电加工技术。机床结构和精度决定了机床的加工性能和特点。王昆设计了电火花平动加工石墨电极,采用内部冲液和微动进给方式,搭建了电火花平动加工试验系统,对碳化硅反射镜安装面电火花平动加工。本文作者根据国内外的有关设备从电火花机床表面光洁度、电极损耗、加工速度、加工精度四大性能要素和规格方面进行系统的分析和论述,可为石墨电极放电加工机床选型等提供参考。
2 国外石墨电极放电加工机床厂家及其产品
目前国外主要生产石墨电极电火花放电加工专用机床的 厂 家 有 Makino、 Sodicks、 Agie Charmilles、 Exeron、Ops-Ingersoll等公司,他们推出了各种专业高端电火花加工机床。

表1 Sodicks石墨电火花放电加工机床规格对照表Table1 Parameter specification of Sodicks EDM machine
2.1 日本沙迪克Sodicks
日本沙迪克Sodicks直线电机驱动高速电火花机床主要 有 AM45Ls∕AM36Ls、 AD30Ls、 AG40L∕AG60L∕AG80L、AQ15L、AP1L、AP3L、AD25Ls等型号。其中AD25Ls机型小、精度高、加工速度快,适合小件少量精加工,最大工件质量50 kg。AM45Ls是Sodicks公司的主流机型,号称“最标准的石墨放电加工机床”,其特点是主轴采取直线电机驱动,表1为Sodicks部分石墨电极放电加工机床规格对照。
AQ15L为大型电火花放电加工机用直线电机驱动的高速、高精度加工,主要致力于仪表板等大型机动车相关零部件以及大型平板显示器等的制造,是一种可实现大型模具高效率生产的大型电火花放电加工机。首创搭载X、Y、Z三轴直线电机,最大工件质量10 000 kg,最大加速度1.2 g,实现高速、高加速SERVOJUMP无喷流、高精度复制加工。采用不受工件重量影响的高刚性龙门型构造,在加工点轴线上配置Z轴,采用无过悬的机械构造,从而避免对全轴的直线电机推力造成损害,实现高响应、高精度的加工。“前后、左右”完全对称的构造可以把环境温度对机床变形影响抑制到最小,实现稳定的高精度加工。表2 AD30Ls直线电机驱动高速电火花放电加工机床石墨电极加工实例参数表。
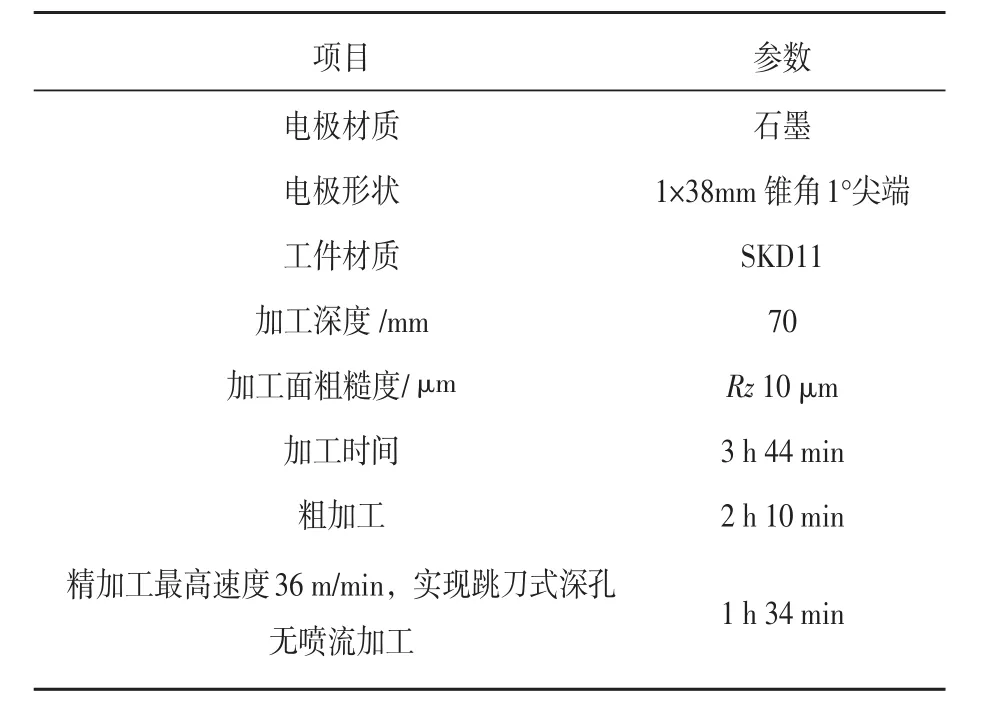
表2 AD30Ls直线电机石墨电极加工SKD11参数Table SKD11 parameters processing for AD30Ls linear motor graphiteelectrode
2.2 日本牧野Makino
2.2.1 超精密Edac1电火花机
Edac1超精密电火花机的特点在于通过机械结构优化设计实现超精密加工功能,该机床主体结构采用了无悬臂梁运动轴,加工区域接近运动轴导轨,机床整体刚度大,不容易变形,可实现直线度加工公差小于±2μm高精度加工。在处理环境温度对机床变形方面,采取左右对称结构,保持加工区域和强电柜、加工液冷却装置、泵等热源保持较远距离措施,EDAC1超精密电火花机床机械结构如图2所示。

图2 牧野Makino电火花加工机床Fig.2 Makino EDMmachine
在机床主体的背面、底面、强电柜与机床之间安置热源屏蔽层,强电柜所散发的热气流从顶部强制排出,彻底消除热量对机床主体的影响。机床可以根据工件材料和形状特性选择多达百种加工条件和数十个模型工艺,并可以优选高速或高精度加工,超精密EDAC1电火花机参数如表3所示。

表3 超精密EDAC1电火花机参数Table3 Parameter specification of EDAC1 EDMmachine
2.2.2 “超火花”快速大型精密Ednc6电火花加工机床
大型电火花机床包括Ednc6、Ednc8二款机型,大型机床采用固定工作台设计,移动相对较轻的电极而不是工作台,因此可高精度地在微米级往复摇动,具有良好加工性能且操作便捷。该款机型配置的“超火花”软件控制技术提供了一种在粗、精加工时超出加工能量间隙的情况下更具适应能力的一种跳动控制功能。超火花缩短粗加工和精加工时间,特别是当单侧带锥度电极或筋骨类电极,例如采用石墨电极加工塑料模具钢(Stavax)时加工深度为30 mm,最后获得表面粗糙度Rz5μm(Ra0.9μm),超火花耗时4.5 h,普通加工耗时9 h,缩短50%加工时间,效果明显。
2.2.3 精密EDGE2电火花加工机床
高精密电火花机床包括Edge2、Edge3机型。加工系统配置多种加工知识资源库,自动控制加工过程始终选择合适的条件来实现最好的加工性能。超精面可提供细腻而均匀的粒状表面,并防止产生针孔。少量的研磨加工即可得到所需要的表面。机器两侧取消维护空间,便于操作的紧凑设计。机床采用内置ATC的结构和可滑动的工作槽,可根据工件的厚度来调节高度三面开放式工作台。可以实现Rz2.0μm(Ra0.4μm)表面粗糙度无针孔超精密加工。
2.2.4 高精密EDAF2电火花加工机床
高精密电火花机床包括EDAF2、EDAF3二款机型,通过机械方法实现高精度,固定工作台和一个进给轴设计在电极一侧,使机床在电火花加工过程中提供快速反应和自如操作的需求。铸件冷却系统使机床获得良好的热稳定性,具有“超火花”软件控制技术,最后加工精度可以达到Rz1.0 μm(Ra0.14 μm)。
2.3 瑞士阿奇夏米尔(AgieCharmilles)
2.3.1 通用模具FORM系列电火花加工机床
通用模具加工电火花机床包括FORM 300,200 Bp二款机型。装备有专利技术的智能速度动力发生器(ISPG),在表面质量、材料去除和形状精度方面符合国际标准。对石墨电极以及铜电极在粗加工和加工过程中,电极的损耗大幅降低。生产力提高了30%的同时100%可以达到形状。即使是冲洗条件困难深狭的空腔,刻模加工的速度可提高50%,并且电极的损耗不大,FORM300机床外形和结构如图3(a)所示。
2.3.2 超精细电火花加工机床
FORM微细加工电火花机床包括FORM1000、2000 VHP、3000 VHP三款机型。满足接播件、医药及手表行业中零件小型化的加工需求微精加工,FORM1000配有适合精微加工要求和应用的性能的放电控制。独特的直接工件和电极数据输入,内置的工件模型和数据输入模板Vi⁃sion管理系统,可以满足智能制造自动化车间的要求。FORM1000配备有可活动工作台,根据工件尺寸自动调整工作箱和液面高度,操作方便,大理石工作台安装最底部位置以增加工作台到机头卡盘的距离,满足标准的工件和电极的尺寸。此外还设计有附加的较高的大理石工作台可以满足精微加工时小工件和具有微小细节的电极的需求,号称“最灵活的标准和精微放电加工”。机床外形和规格如图3(b)所示。如图3(c)所示为FORM 3000 HP独特的机械结构电火花刻模机。包括有可补偿温度变化的复杂和独特系统的聚合物机床立柱。稳定温度是通过用温度稳定的电介质冷却X轴、Y轴和Z轴的玻璃鳞片涂料以及Z轴的滚珠丝杆实现。固定的工作台带有可自动降低的工作箱,这样可以简易地装载重量大的工件。

图3 阿奇夏米尔FORM系列电火花加工机床Fig.3 The AgieCharmilles FORMseries of EDMmachine
2.3.3 高速电火花加工机床
FORM高速加工电火花机床配置高速加工模块,可保证各种几何形状的高精度加工要求,无论在小面积还是大面积的加工应用中,可获得均匀精微镜面(≤Ra 0.4μm),包括FORM200、300、400、200 Bp四款机型。
2.3.4 精密经济型电火花加工机床
Agie Charmilles FORM20和30紧凑小型低成本标准机器,工作台面液槽宽度1 000 mm,最大可安装940 mm×540 mm工件,可以实现镜面加工。可选配GammaTEC技术从而使在大表面加工时可以快速、简便地从Gamma TEC配置转换成标准的EDM配置,达到最佳的加工。它具备普通加工和超精细加工两用的优势。FORM系列通用模具加工、超精细加工、高速加工、精密经济型电火花加工机床规格参数如表4所示。
2.4 德国Exeron
德国Exeron高精密电火花机床主要包括Edm 310、Edm 312、Edm 313、Edm 314、Edm 316、Edm 316xxl六款机型。最大优势在于开发和设计出“Exopuls+”电源方面的独特技术,在微细精密加工中可大幅减少电极损耗,确保工件质量。利用智能制造将放电蚀除率,表面质量,电极损耗和可靠性等因素结合,机床性价比高。Exerob开放MF30放电CNC控制系统,该系统除了以Metro Sytle为基础,升级配置触摸屏操作显示器,该系统拓展机床控制轴可以达到6轴同时加工。EDM 310MF 30是小型机器,Z轴内配有C轴,机床刚度大,不轻易变形,主要用于模具、医疗和机械零部件放电加工。该机床主体采用人造大理石平台铸造而成,设有过滤器确保加工过程清洁和工件质量。EDM 312MF 30结构紧凑比较适合小型工件加工,机床主轴采取AC伺服电机直驱交流电机,并且可以选装有托盘的工作台,以方便快速更换工件。机型主要特点在于配置免维护密封箱,短时间内可填充以及排出火花油,循环周期短,方便机器清洁和粗精加工调整更换。EDM 313MF 30采用人造大理石铸造框架,该款机型主要特点在于配置免维护密封箱,短时间内可填充以及排出火花油,循环周期短,方便机器清洁和粗精加工调整更换。EDM 314MF 30是中型龙门电火花加工机床,机床配备高速ATC和滚珠球轴承直接支撑响应速度快。EDM 316MF 30大型龙门电火花加工机床,机床采用人造大理石焊接框架,外部冷却装置保证机器和电火花油的温度,浇筑的T型槽工作台可以持续供应火花油,Exeron机床主要参数如表5所示。
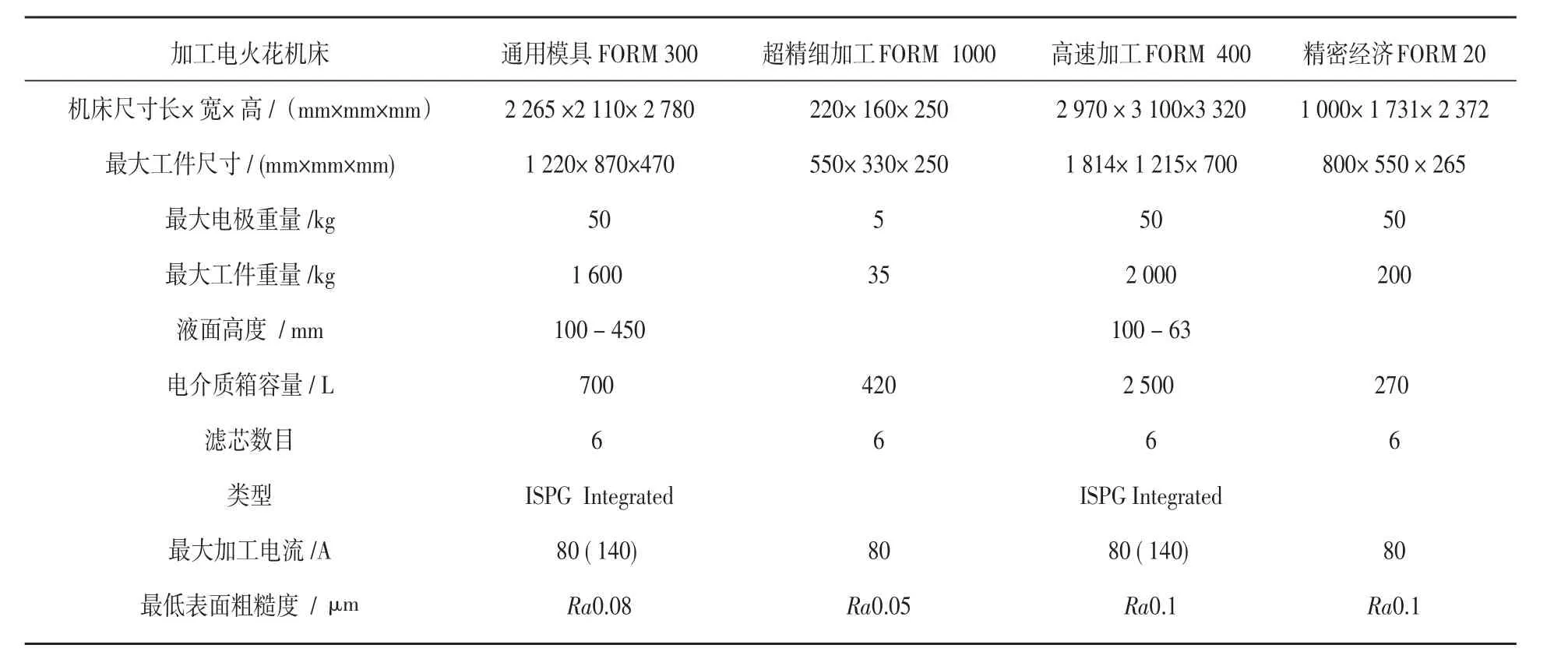
表4 AgieCharmilles火花机的性能参数Table4 Parameter specification of AgieCharmilles EDMmachine

表5 Exeron系列电火花加工机床规格(德国)Table5 Parameter specification of Exeron(Germany)EDMmachine
2.5 德国Ops-ingersoll欧吉索
德国欧吉索提供Gantry系列电火花加工机床,可与标准机器人系统和线型机器人系统连接实现自动化,高端模具制造技术。机床采用龙门式结构,具有良好刚度,确保加工的精度,同时兼顾了基础的经济性能,包括Gantry 450C 、 Gantry 400、 Gantry 500、 Gantry 800、 Gantry 1200、Gantry 1400、Gantry2000七款机型。其中Gantry ea⁃gle 1400通过高给进速度(Eagle Powerjump放电技术)和Eagle Powertec电源,在加工大模具和复杂工件时具有超强的加工能力和效率,能确保加工速度和质量。针对石墨电极还支持多型腔石墨加工,提供适合石墨电极和铜电极的Eagle Powertec电源技术,该技术支持只需要使用一个电极,省去精加工电极就能完成全部加工。节省常常高于放电加工本身昂贵电极的制造成本,节省第二个电极的制造成本从而省去大量测量和设定的辅助时间。制造和应用大型放电成型设备电火花Gantry Eagle 2000如表6所示。凭借制造和应用大型放电成型设备和自动化设备优势,欧吉索已成为大模具制造行业的首选设备。
以某公司的石墨电极的模具自动化生产线为例,该自动化生产线由中央控制台、Robot ES280D机器人、Rail TSL2000导轨、2台OPSSpeedhawk 650模具钢料加工中心、2台OPSSpeedhawk 550石墨电极加工中心、2台OPS Eagle 500火花机、ZEISSCMM三坐标检测仪、石墨电极库、模具钢料库和工件清洗站组成。石墨电极高速切削和模具EDM放电自动化生产加工系统设备如图4所示。采用高精度带在线品质检测到自动化生产线加工精密微细石墨电极,可在保证电极精度要求的前提下提高电极加工效率,尤其是石墨电极在机械加工后无需后处理的特性,可实现全自动无人化生产。

表6 Ops-ingersoll Gantry Eagle 2000电火花加工机床技术参数Table6 Parameter specification of Ops-ingersoll Gantry Eagle 2000EDMmachine

图4 石墨高速加工和EDM自动加工智能生产系统Fig.4 High speed graphite processing and EDM automatic pro⁃duction and processingsystem
3 结束语
电火花加工特别是用石墨作为电极进行各种复杂型腔的精密加工将越来越广泛,石墨电极电火花加工机床越来越普及和受到模具制造企业关注。日本牧野Makino“超火花”软件控制技术提供了一种在粗、精加工时超出加工能量间隙的情况下更具适应能力的一种跳动控制功能。沙迪克Sodicks搭载XYZ三轴直线电机,最大工件质量10 000 kg,最大加速度1.2 g,达到高速、高加速的Ser⁃vo Jump实现了无喷流、高精度复制加工。阿奇夏米(Agie Charmilles)超精细加工FORM 1000放电加工后工件表面质量可以达到0.05μm德国欧吉索提供的Antry系列龙门式高刚度电火花加工机床配有标准机器人系统和线型机器人系统实现自动化加工,确保加工的精度确保模具制造质量和效率。充分发挥石墨电极电火花加工机床的特点和性能,对提高石墨电极的加工效率和质量具有重要意义。
