浅谈简化指令在数控铣削加工中的应用技巧*
2018-12-06刘才志
刘才志
(长沙航天学校,湖南长沙 410205)
在数控铣削手工编程中,采取常规指令虽然可以顺利加工出一般零件,但比较繁琐,程序量也会很大。特别是对于一些局部具有对称、旋转、缩放等特征的零件,如果合理地采用数控铣削简化指令,可以大大降低编程难度,减少编程计算,缩短编程长度,有效避免出错率,提高编程效率[1]。本文以实例为牵引,采用华中数控数控铣床简化指令进行编程技巧探讨,以期取得举一反三、事半功倍的效果。
1 数控铣削简化指令功能、格式及使用注意要点
数控铣削简化指令主要有镜像、旋转、缩放三类构成[2]。
1.1 镜像指令G24/G25
(1)功能:当工件上具有对称结构时,可以只对其中一部分进行编程,就能加工出对称部分[3]。
(2)格式:
G24 X Y Z
M98 P
G25 XY Z
其中:G24、G25分别表示建立镜像和取消镜像;(X Y Z)表示镜像轴的坐标。
注意:(X Y Z)表示镜像轴的坐标,而非镜像轴。如相对于X轴对称,指令后需写Y0,而非X0。
1.2 旋转指令G68/G69
(1)功能:当工件上具有相同结构形状而摆放位置呈一定角度关系时,可以只对其中一部分进行编程,就能加工出其他部分。
(2)格式:
G68 X Y ZP
M98 P
G69
其中:G68、G69分别表示建立旋转和取消旋转;其后的P表示旋转角度;(X Y Z)表示旋转中心的坐标。
(3)注意:旋转角度P的取值范围为“-360°~360°”,逆时针旋转为正,反之为负[4]。
1.3 缩放指令G51/G50
(1)功能:用于比例缩放,即使程序制定的图形按比例大小放大或者缩小[5]。
(2)格式:
G51 XY ZP
M98 P
G50
其中:G51、G50分别表示建立缩放和取消缩放;其后的P表示缩放倍数;(X Y Z)表示缩放中心的坐标。
(3)注意:缩放倍数P的取值为P=非基本体轴长÷基本体轴长。基本体是指编程者指定的缩放前的工件形状,用于子程序编程。非基本体是在基本体的基础上进行缩放的图形。轴长通常是多边形的边长、圆的的半径或直径[6]。
2 加工实例及编程策略
如图1所示零件,为多个复合内腔构成。零件图例分析可以看出,其中四个边角的内六边形,是以中心轴线对称,同时按一定比例做了缩放处理,以左上角的内六边形为基本体,通过计算可以发现它们的比例是左下角图形为0.7、右上角图形为0.6、右下角图形图像为1,中间的5个腰型槽是以坐标原点为中心旋转而成。按照零件特点初步制定编程方案为六边形按照镜像后再缩放完成,腰型槽则按照旋转完成。
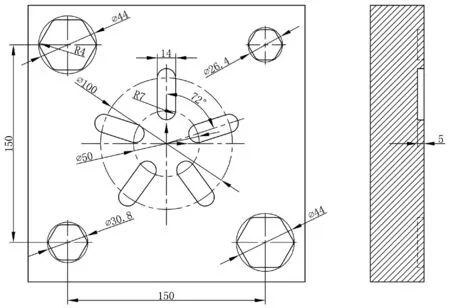
图1 零件图例
(1)编程策略
正是该零件在结构上有镜像、缩放、旋转的特点,可以综合采用“G24+G51”的模式来编程,首先把左上角内六边形编程一个子程序,选用直径8的平底刀,一次下到加工深度平面,本文主要目的是介绍简化指令的运用,在下刀就采用垂直下刀,从型腔的中心向边角位移建立刀补,同时因选用刀具半径与圆角相同,所以编程中可以不编写圆弧。
(2)编程过程
%0001(主程序)
G54
M03S1000
M08
G00X0Y0Z10
M98P2000(加工左上角六边形)
G24Y0(按X轴镜像)
M98P1000(加工左下角六边形)
G25Y0(镜像取消)
G24X0(按y轴镜像)
M98P4000(加工右上角六边形)
G25X0(镜像取消)
M98P2000(加工右下角六边形)
G25X0Y0(镜像取消)
G00Z10
M98P3000(加工腰型槽)
G68X0Y0P72(以原点为中心旋转72°)
M98P3000
G69(旋转取消)
68X0Y0P144(以原点为中心旋转144°)
M98P3000
他的妻子觉得奇怪,问他:“这是你的家,你怎么还不进来呢?”那人说:“门口没有挂鞋,这不是我的家。”他的妻子无奈地问:“你难道也不认识我了?”那个人仔细地看了看妻子,这才恍然大悟。
G69(旋转取消)
68X0Y0P216(以原点为中心旋转216°)
M98P3000
G69(旋转取消)
68X0Y0P288(以原点为中心旋转288°)
M98P3000
G69(旋转取消)
G00Z100
M30
%1000(加工左下角六边形子程序)
G51X-75Y-75P0.7(缩放0.7倍)
M98P2000
G50(缩放取消)
M99
%4000(加工右上角六边形子程序)
G51X75Y75P0.6(缩放0.6倍)
M98P2000
G50(缩放取消)
M99
%2000(加工左上角基本体子程序)
G00X-75Y75(定六方中心)
G01Z-5F30(垂直下刀)
G41G01X-53Y75D01F100(建立左刀补)
X-64Y94.1(以下5行是六方的走刀轨迹)
X-86
X-97Y75
X-86Y55.9
X-64Y55.9
G40X-75Y75(回六方中心,取消刀补)
G0Z10(提刀)
M99
%3000(腰型槽基本体子程序)
G00X0Y37.5Z10(定腰型槽中心)
G01Z-5F30(垂直下刀)
G41G01X7Y50D01(建立左刀补)
G03X-7Y50R7(以下5行是腰型槽的走刀轨迹)
G01X-7Y25
G03X7Y25R7
G01X7Y50
G03X-7Y50R3
G40X0Y37.5(回腰型槽中心,取消刀补)
G00Z10(提刀)
M99
3 简化指令应用说明
(1)三大简化指令G24∕G25、G68∕G69、G51∕G50必须配套使用,前后呼应,缺一不可。
(2)在镜像、缩放、旋转功能下不能使用G52指令,但在G52下能进行镜像、缩放、坐标系旋转。即建立各指令的先后顺序是“先平移,后旋转,再刀补”[7]。
(3)加工基本体图形用子程序实现,且编程路径一般为:“特殊点出发—加工基本体—返回特殊点”,以确保工件每次加工形状不发生“漂移”。
(4)在运用简化指令加工时,可以适时、合理配合运用坐标系平移G52指令,以扩大加工范围[8]。
(5)三大简化指令必须配合子程序一起使用,且子程序的编程为基本体加工程序。
4 结束语
数控铣削简化指令在使用时必须细致、细心,同时要根据工件形状巧妙、灵活地配合如工件坐标系平移、刀具补偿等指令共同使用,注意关注子程序应用的编程方法,这样一来,可以大大简化编程工作量,把貌似复杂的零件编程极大地简化,提高了编程的效率。当然,数控系统若有变化,指令的格式和使用方法可能也随之微调,编程者在实际编程操作时需格外留意。
