边部加热器对低碳软钢产品性能的影响
2018-11-28白丽杨夏小勇孙照阳戴思源
白丽杨,夏小勇,孙照阳,戴思源
(1.马钢股份有限公司 安徽马鞍山 243000;2.圣戈班管道股份有限公司 安徽马鞍山 243000)
热轧带钢生产过程中,中间坯边部散热较快,边部温降要明显大于中部,中间坯在进入精轧机前中间坯边部典型温差为100 ℃左右,此值取决于轧制、冷却条件以及粗轧轧制时间[1]、[2]。国内一些钢厂在生产低碳软钢部分牌号产品时出现了翘皮、边裂等缺陷,造成下游生产切边量的增加,进而降低了产品的成材率及毛边轧制比例。
边部加热器(以下简称EH)是一种中间坯边部加热装置,用于对边部温度补偿,可以防止因板坯边部温度低、塑性差而导致的后续轧制过程中边部缺陷的产生,降低带钢边部与轧辊的过度磨损,防止混晶组织及粗晶粒结构的产生,提高综合成材率[3]。目前使用边部加热器的厂家较少,国内对于EH对产品性能影响的研究也较少。陈少杰等论述了边部加热对热轧带钢板形的影响,刘洋等探究了边部加热器在热轧硅钢生产中的应用与优化,崔建利等介绍了某厂边部加热器的改造前后的问题并加以改造,刘献东等论述了热轧带钢宽向硬度波动的原因及改善措施[3]-[6]。对于边部加热与组织性能的研究,国内目前少有公开发表的文献可查,因此这是一个值得研究的课题。
1 试验方案
选取低碳软钢A01、A02各两卷做试验,每个钢种选取炼钢同一炉次的两块铸坯,在热轧同一生产批次中生产同规格的试验卷,一卷投用EH,一卷不投EH。
1.1 温度测量
通过热成像仪分别对投用与未投用EH卷进行热成像,并通过对热成像图片进行数据处理后进行温度对比。
1.2 力学性能及组织检测
在板宽方向,距操作侧与传动侧边部10 mm、20 mm、30 mm、40 mm、50 mm、1/4板宽处以及中部设为取样及检验点,进行金相、硬度等测量分析,对比未投用与投用EH后带钢组织及力学性能的变化。取样及检验位置如图1所示,将试样按图示位置进行编码,从左至右为D1-D13。

图1 取样位置及方法
2 试验结果与讨论
2.1 温度测量分析
四个试验卷温度控制情况优良,实际终轧温度与卷取温度整卷100%命中,可以看出EH对轧制方向的温度控制没有明显影响。
钢种A01、A02通过热成像仪进行了温度测量,热成像图如图2所示。
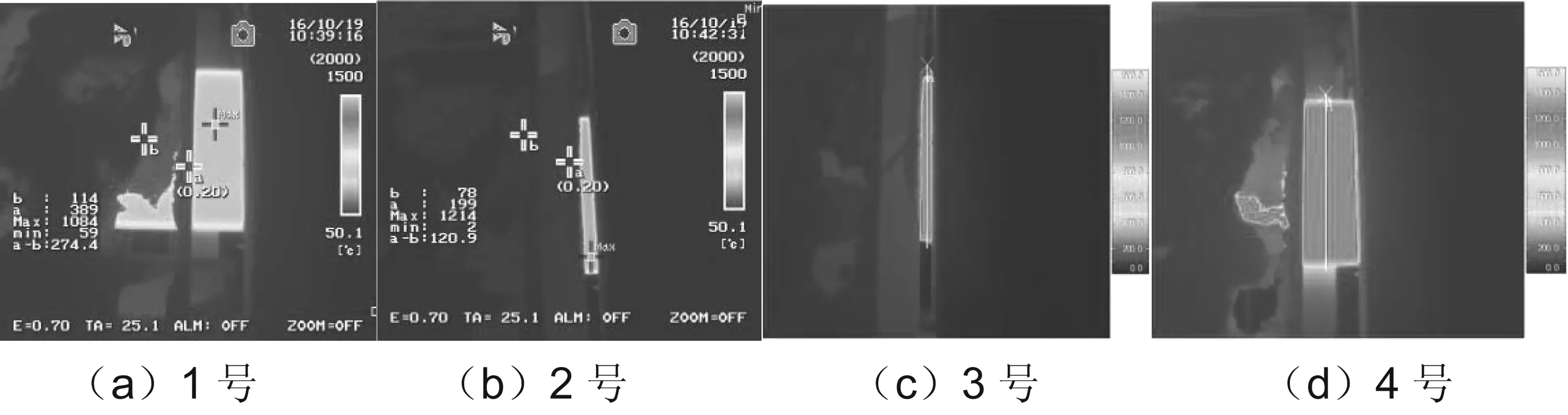
图2 试验卷热成像图
图3是通过相关软件对热成像仪的图片处理后,得到温度曲线,将投用EH和未投用EH所得的温度曲线做对比。曲线左侧对应的是传动侧,右侧对应的是操作侧,从图(a)(b)中可以看出A01与A02投用EH后中间坯的边部温度快速上升到最高点,约为1070 ℃,而未投用EH的中间坯上升速度稍缓慢。
表1给出的是试验卷的边部温降值ΔT和温降区域的宽度值ΔL,通过这两个参数也可以反应出EH投用前后的中间坯宽度方向温度情况的差别。
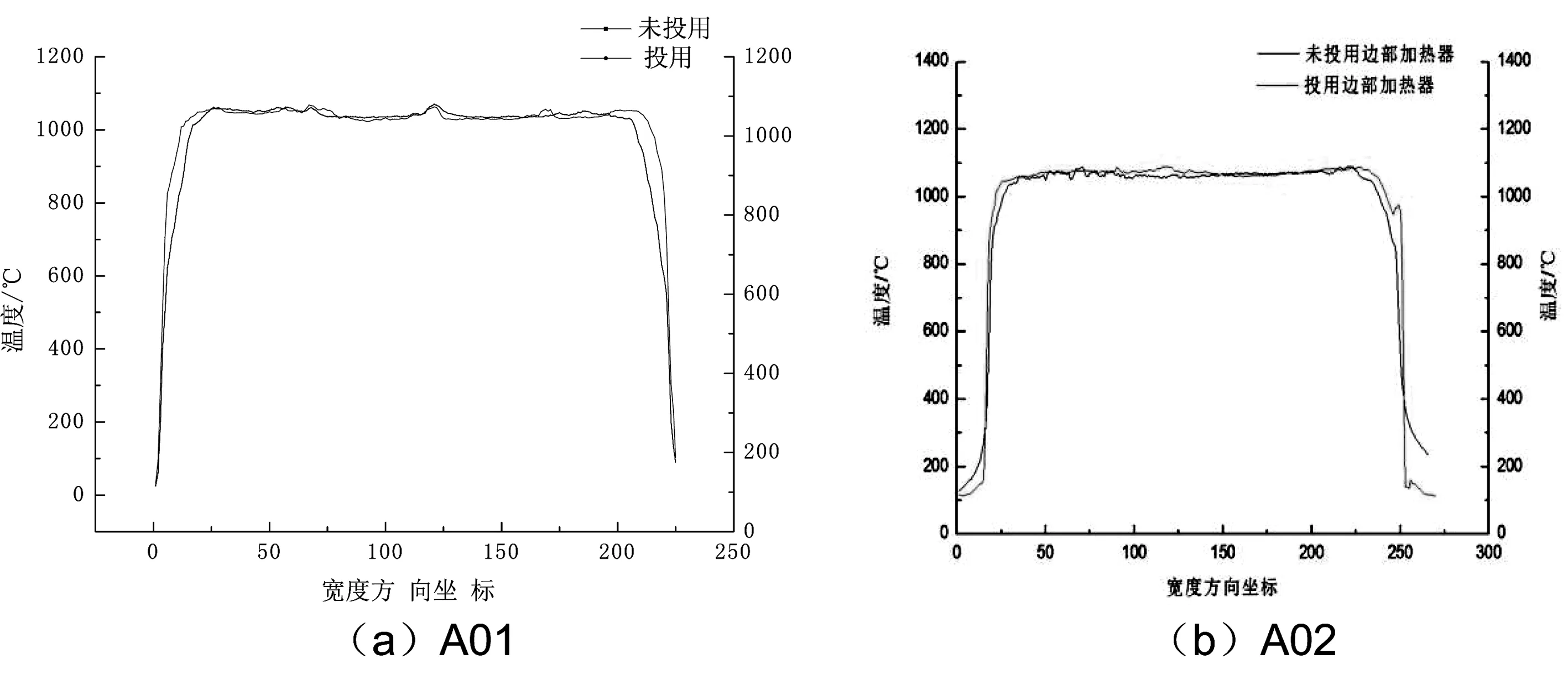
图3 试验卷投入EH前后温度对比图
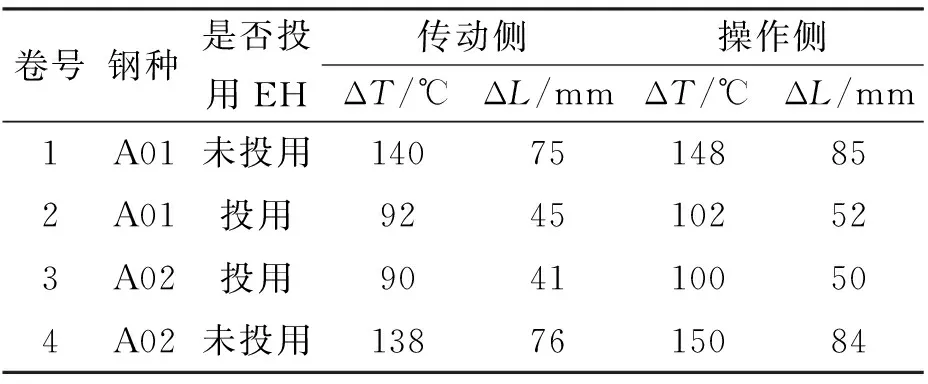
卷号钢种是否投用EH传动侧操作侧ΔT/℃ΔL/mmΔT/℃ΔL/mm1A01未投用14075148852A01投用9245102523A02投用9041100504A02未投用1387615084
从上表中可以看出当投用EH后板坯宽度方向的边部温降值和温降区域宽度值都明显的下降了,ΔT从未投用时的140 ℃左右下降到90 ℃,ΔL从未投用时得80 mm下降到45 mm左右。
2.2 金相组织与力学性能分析
分别对A01、A02进行了金相组织和晶粒度分析。
EH的投用对组织晶粒度有影响,A01、A02钢种未投用EH,边部的晶粒度分别在7.5-9.0级之间与9.0-10.5级之间,而中间位置在8.0级与12级;投用EH的带钢其边部组织晶粒度为8.5级与10.0级左右,和中间位置相近。结合图3,由于EH的投用,带钢边部温降及温降宽度均减小,可使得边部晶粒组织得到细化,晶粒度提升。
图4为试验卷投入EH前后中部与边部金相组织,EH的投用并未对两个牌号的金相组织的造成变化,A01两卷组织均为铁素体,A02两卷组织均为铁素体+少量珠光体。
由图4中1号、2号卷与3号、4号卷对比可见,带钢中部与边部晶粒大小存在明显差异,1号卷3号卷未投入EH生产,边部出现粗晶及混晶现象;投入EH生产的2号卷、4号卷带钢中部与边部晶粒大小存在差异较小,并且边部晶粒较1号、3号边部有明显细化。4号卷未投入EH生产,边部出现混晶现象,投入EH生产的3号卷混晶现象得到明显改善。说明EH的投入可以细化边部晶粒,改善粗晶或混晶现象,使晶粒大小跟均匀。
对A01、A02根据图3方法取样并进行了硬度测试,结果如图5所示。
从硬度测试的结果来看,EH的投用与否对于硬度影响较为明显。图5的(a)A01钢种(b)A02钢种未投入EH的硬度曲线两侧呈下降趋势,投入EH的硬度曲线两侧呈平稳趋势。
结合图4中1-4号带钢的金相样分析,由于1号、4号带钢未投入EH生产,边部出现混晶,部分晶粒粗大,造成硬度偏低,故(a)(b)中未投入的曲线两侧呈下降趋势。2号、3号投入EH生产,边部晶粒得到细化,硬度升高,故(a)(b)中投入的曲线边部与中部处于平稳趋势。说明EH的投用,对带钢边部硬度有明显影响,边部硬度升高,与中部性能差异减小。
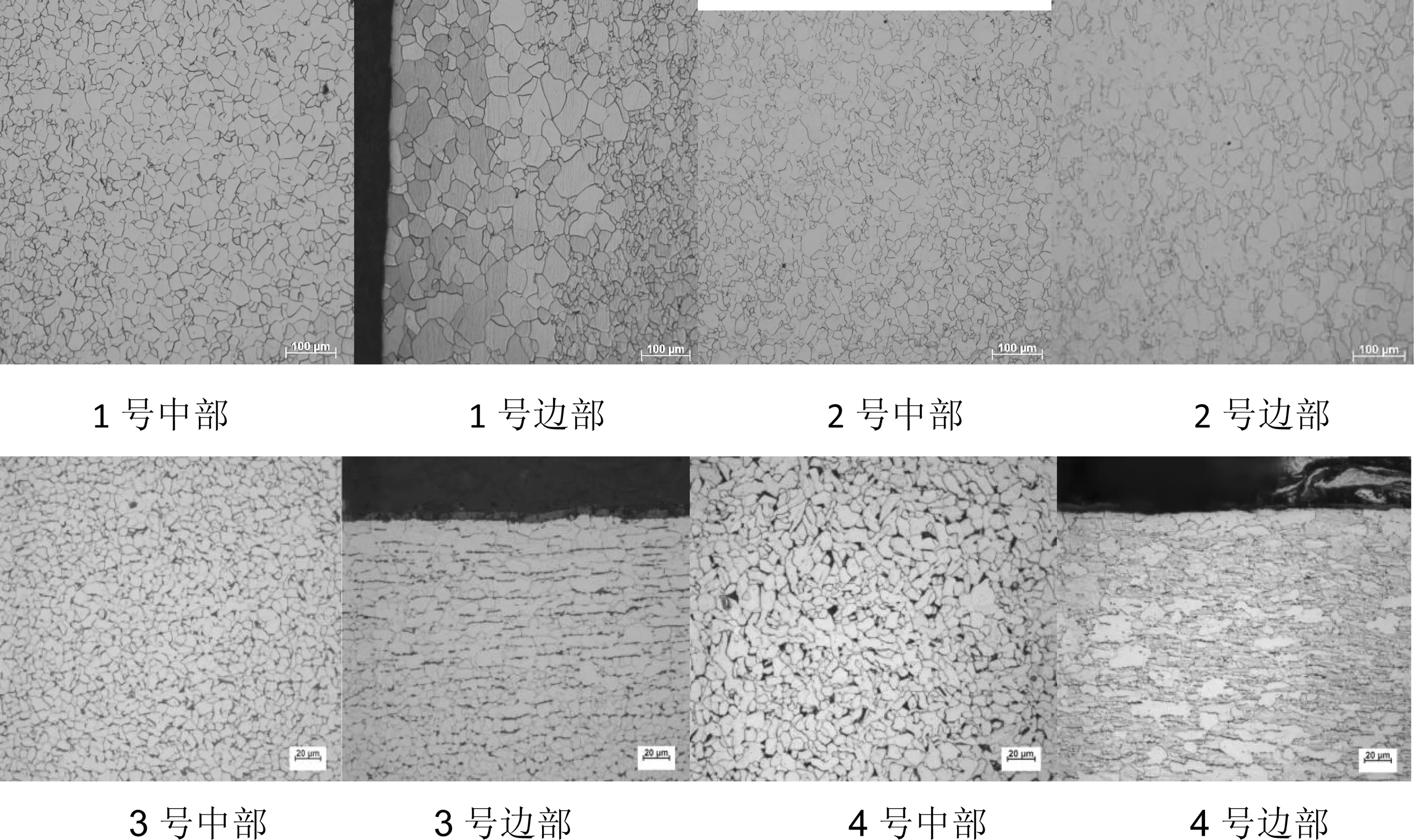
图4 试验卷中部与边部金相组织
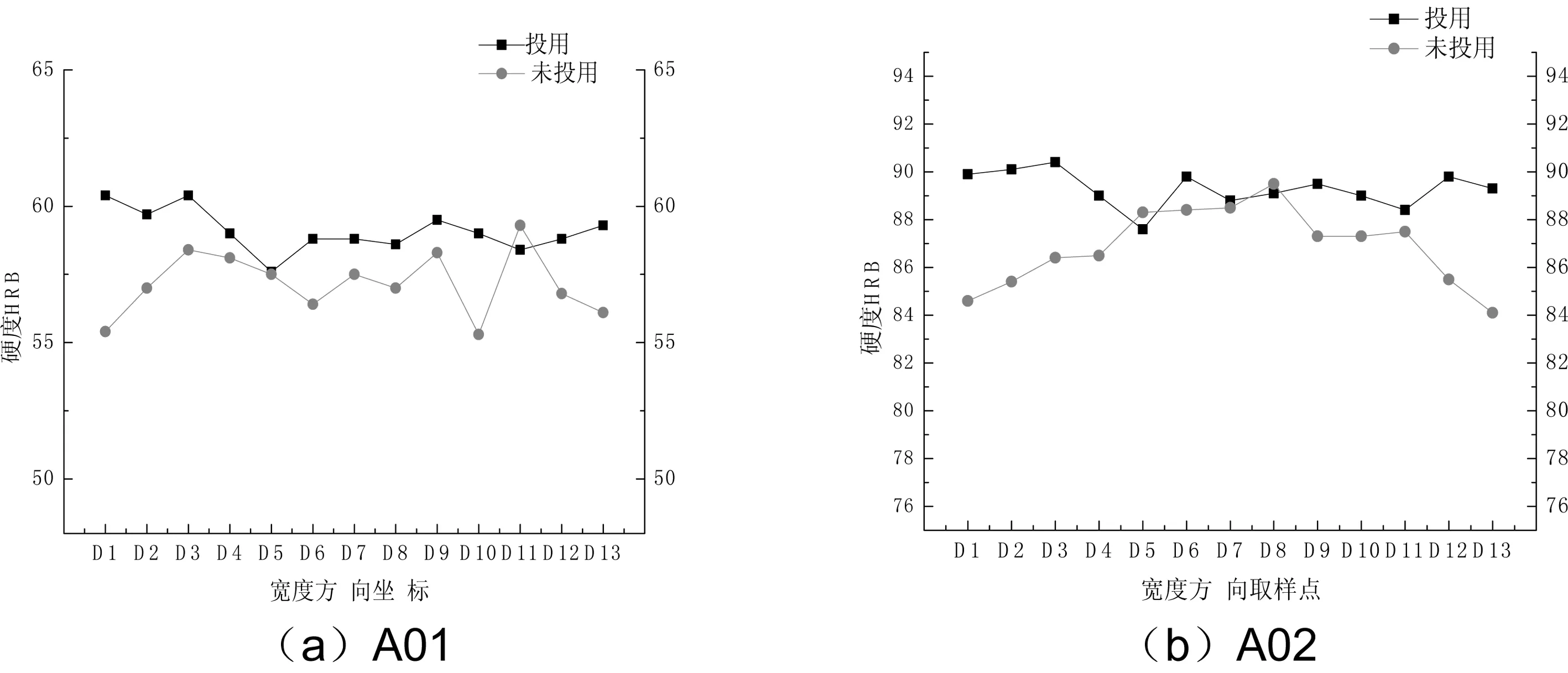
图5 试验卷投入EH前后硬度数据对比
3 结论
边部加热器对提高中间坯边部温度、减小边部温降区域宽度有很大作用,ΔT从未投用时的140 ℃左右下降到90 ℃,ΔL从未投用时的80 mm下降到45 mm左右。
边部加热器的使用对于带钢边部硬度有较明显的影响,边部硬度明显提高,与中部硬度差异变小。
投用边部加热器能够一定程度改善边部组织的混晶现象,防止边部出现粗大晶粒,使带钢宽度方向组织更均匀。
