小直径改向滚筒筒皮改用无缝钢管的可行性研究
2018-11-16周华荣王荣泉
周华荣,王荣泉,党 静
(1.陕西陕煤韩城矿业有限公司 生产服务中心,陕西 韩城 715400;2.西安重装韩城煤矿机械有限公司,陕西 韩城 715400)
“开源节流,节支降耗”是企业提高经济效益的重要途径。对机械加工类企业来说,简化加工工艺,节约生产材料就是重要的节支途径。带式输送机的改向滚筒是用于改变胶带运行方向的重要部件,其生产成本在带式输送机生产成本中占有很大比例[1]。长期以来,带式输送机的小直径改向滚筒(φ≤630 mm)筒皮加工制造存在两个矛盾:一是加工工艺与生产成本的矛盾,采用卷制方法加工滚筒筒皮时,加工工艺成熟,原材料采购容易,但加工工艺复杂,对设备要求较高,生产成本偏高;二是加工工艺与结构强度的矛盾,采用卷制方法加工滚筒筒皮时,板材厚度不宜过厚,否则采用卷板机无法卷制成形,但板材厚度降低后滚筒筒皮的结构强度得不到保证。目前,市场上的无缝钢管属于成型型材,具有性能较好、存量较大、价格较低的特点[2-3]。为此,从设计强度、工艺流程、生产成本三方面分析,探索以其作为带式输送机小直径改向滚筒筒皮的可行性。
1 无缝钢管的确定
1.1 滚筒筒皮受力分析
在设计计算方面,无论滚筒直径大小,计算方法都一样。因此,以直径630 mm、许用合力最大的小直径改向滚筒为例,进行设计计算。此外,计算中所有滚筒筒皮的辐板均为内焊接结构,以确保滚筒结构特征一致。
滚筒筒皮的力学性能离不开它与辐板及轴的整体组合力学特性,滚筒筒皮与轴的连接方式分为键连接和胀套连接两种。这两种方式可以通过两种力学模型来分析,一种是辐板柔性连接力学模型(对应键连接结构),另一种是辐板刚性连接力学模型(对应胀套连接结构)[1]。通过辐板不同连接方式时的力学模型可以看出:滚筒筒皮中点和靠近辐板处的应力较大,这些地方是设计中需要注意的危险点[4-5]。辐板不同连接方式时的力学模型如图1所示。
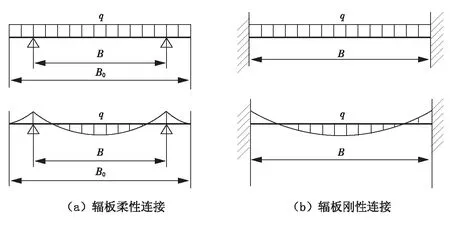
图1 辐板不同连接方式时的力学模型
1.2 滚筒筒皮强度计算
结合使用经验可知:只要保证靠近辐板处的滚筒筒皮强度(主要指应力和厚度)合格,就能满足设计要求。因此,需要对滚筒筒皮的应力σ和厚度t两个参数计算,计算式分别为
(1)
(2)
式中:T为滚筒受到的合张力,可通过整机设计计算得到,kN;D为滚筒直径,根据胶带强度和整机设计确定,mm;BW为两辐板的中心距,可在设计手册中查到,mm;t为滚筒筒皮厚度,mm;[σ] 为滚筒筒皮的许用应力,取13 kg/mm2;K为计算系数,取值见表1[1,6-7]。
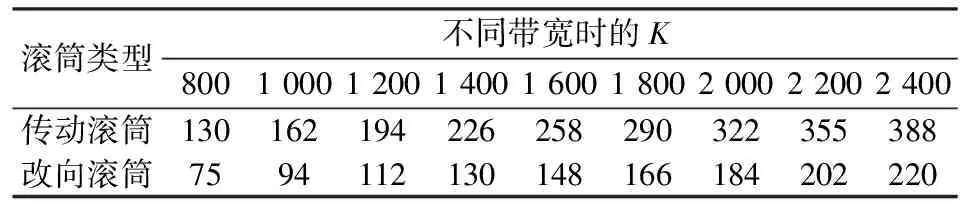
表1 计算系数K
依据式(1)、式(2),结合DTII(A)型带式输送机设计手册中φ630 mm改向滚筒的设计手册选型参数要求[8-9],计算钢板卷制筒皮的应力和厚度,结果见表2。由表2可知:钢板卷制筒皮的应力计算值均大于许用值,因此其应力满足设计要求;钢板卷制筒皮的厚度计算值均小于设计值,由于选型参数的富余量较大,其厚度也能满足使用要求[10]。

表2 钢板卷制筒皮的应力和厚度计算结果
1.3 无缝钢管的选择
与同等厚度的钢板卷制筒皮相比,无缝钢管筒皮一般采用整块钢材热轧成型,无需焊接,也没有焊缝,故其结构强度更大,完全能够满足结构强度要求。根据对钢板卷制筒皮性能分析,应该选用外径630 mm的无缝钢管作为滚筒筒皮。当前市场上外径630 mm的无缝钢管有7种规格,其壁厚分别为10、12、14、18、20、25、30 mm。其中,壁厚18、20、25、30 mm的无缝钢管均可满足140B306滚筒筒皮厚度16 mm的要求。结合材料成本考虑,选择外径630 mm、壁厚18 mm的无缝钢管,其外圆内孔经过加工后作为滚筒筒皮更合适。
2 加工工艺流程
以加工制造140B306小直径改向滚筒筒皮为例,对比分析钢板卷制筒皮和无缝钢管筒皮的加工工艺流程。
(1)钢板卷制筒皮的加工工艺流程为:钢板下料(Ⅰ)—液压卷管机卷筒(Ⅱ)—碳弧气刨坡口(Ⅲ)—焊接(Ⅳ)—车两端和坡口外圆(Ⅴ)。各个工序所需工时分别为:工序(Ⅰ)1 工时,工序(Ⅱ)、(Ⅲ)、(Ⅳ)12工时(3人4 h,同时作业),工序(Ⅴ)6工时(2人3 h,同时作业)。
(2)无缝钢管筒皮的加工工艺流程为:下料(Ⅰ)—车两端和外圆(Ⅱ)。各个工序所需工时分别为:工序(Ⅰ)0.50 工时,工序(Ⅱ)4工时(2人2 h,同时作业)。
与加工钢板卷制筒皮相比,加工无缝钢管筒皮省去了(Ⅱ)、(Ⅲ)、(Ⅳ)三个工序,可以节约12工时;在相同工序中,加工无缝钢管筒皮还可节约2.50工时。此外,还可以节省液压卷管机、刨坡口机和电焊机等设备,这些设备可以在其他地方创造财富。
3 生产成本
根据当前市场价格,以制造一个140B306小直径改向滚筒筒皮为例,结合实际工时分配情况,并考虑车间之间的运输互转费用,对比分析两种筒皮的生产成本(表3)。由表3可知:在原材料质量相同的情况下,制造一个140B306小直径改向滚筒筒皮,无缝钢管的采购成本较高,但其加工工序较少,各工序所需工时也较少,生产成本更低,能够节约生产成本55.74元。
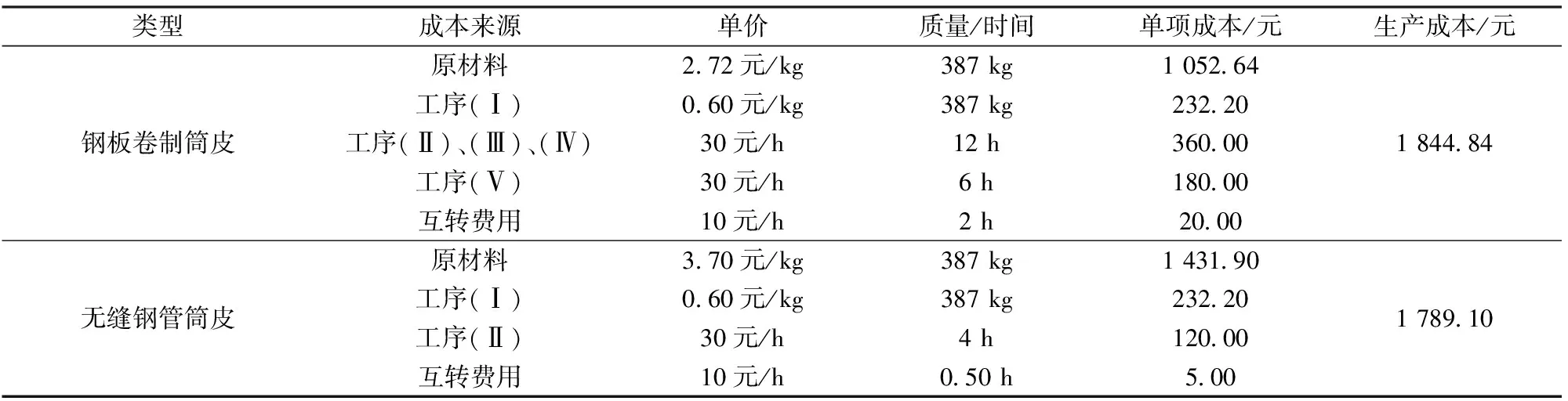
表3 两种筒皮的生产成本计算结果
注:140B306滚筒筒皮的质量为387 kg。
4 结论
通过对比分析,可以得出以下结论:
(1)钢板卷制筒皮的结构强度能够满足使用要求,而无缝钢管筒皮的结构强度大于钢板卷制筒皮,因此无缝钢管的结构强度也能满足使用要求。
(2)加工无缝钢管筒皮时可以省去卷筒、碳弧气刨坡口、焊接三道工序,能够节约14.50工时,滚筒筒皮生产周期大幅缩短。
(3)在制作相同质量的滚筒筒皮时,采用无缝钢管的综合成本更低。
