重介质旋流器智能化系统的开发与工业性试验
2018-11-16胡生根
胡生根
(澳大利亚联邦科学与工业研究组织,澳大利亚 昆士兰 4069)
重介质旋流器(DMC)是选煤厂最常用的分选装置,澳大利亚近70%的原料煤采用DMC洗选。由于处理能力很大,如果能在给定的质量控制条件下,以最佳的分选密度控制DMC运行,则能使产品产率最大化,从而使煤炭生产企业获得显著的经济收益。DMC的最佳分选密度取决于原料煤的可选性,由于原料煤可能来自不同的煤层或同一煤层的不同位置,当通过原料煤掺配等方式不能控制其可选性时,就必须调整DMC的分选密度,以适应原料煤的可选性变化。
在构建DMC分选过程控制系统时,不但需要监测和控制DMC的分选密度,而且需要监测原料煤的可选性。由于缺乏在线监测分选密度和原料煤可选性的技术,目前DMC的操作条件尚不能根据原料煤的可选性进行调整。智能化材料处理方法是一种新兴方法,它融合了过程的数学建模、过程参数的新颖传感技术和用于在线预测原材料特性及产品质量的预测模型。基于这种方法的系统,可以充分利用有限的仪器测量数据,帮助控制系统确定给定时间点的过程状态,并计算操纵变量轨迹,从而使生产过程移动到更理想的操作点。当直接传感技术不可用时,智能化材料处理法同样适用于DMC操作条件的优化,只要物料分离过程可以建模,且所需的输入参数可用合适的技术在线监测。
在采用测得的相关工艺过程参数,通过合适的数学模型预测产品分配曲线方面,已经开展了大量研究工作[1-3]。Hu等开发出一种采用电阻抗频谱 (EIS) 监测介质密度的技术[4],并于2010年开发出一种DMC半理论模型(改进的悬浮分配模型)[5]。这些技术可以在线监测和控制DMC的分选密度,但不能确定其最佳分选密度,原因是缺乏原料煤可选性的在线信息。这些技术为开发基于模型的估算器奠定了基础,其可通过在线预测的产品分配曲线和产品产率预测原料煤的可选性,进而为确定给定灰分产品对应的最佳分选密度提供技术支持。
1 智能化技术与方法
1.1 介质密度监测技术
实现DMC的入料、溢流和底流的介质密度同时监测,不但对在线确定产品分配曲线很重要,而且对及时检测介质质量和DMC运行状态也很重要。目前,采用的γ射线密度仪仅能监测DMC入料的介质密度,且采购价格昂贵,使用时还存在职业健康问题和安全问题。基于差压的密度仪在现场也有应用,但其需要安装在垂直的上流管段,应用场所受限较大。
1.1.1 EIS的归一化处理
在以磁铁矿粉作为致密固体的重介质中,磁铁矿粉颗粒的电学和电介质特性与其他固体存在很大差异,这就为采用EIS技术测量磁铁矿粉颗粒的体积含量提供了机会,也为测量介质密度创造了条件。在EIS技术中,具有适当幅度和限定频率的正弦电压或电流的激励信号被施加到填充有重介质的电极之间,在测量电极之间电流或跨越两者电压的基础上,根据测量的电压和电流信号之间的幅度和相位差,就能计算出重介质的电阻抗(Z)。
2007年Hu等[4]发现,磁铁矿粉颗粒的体积分数(VMag)或磁铁矿粉-水悬浮液的介质密度(RD,相对于水的密度)与100 kHz频率下的电阻抗对应于log(f)(频率的对数)的斜率成比例,这就为通过斜率确定介质密度奠定了基础。为了大大弱化甚至消除温度和水的电导率对斜率的影响,采用相应频谱中100 kHz频率下的电阻抗(Z100 kHz),对不同密度的磁铁矿粉-水悬浮液的EIS进行归一化处理,得到的归一化EIS实例如图1所示。
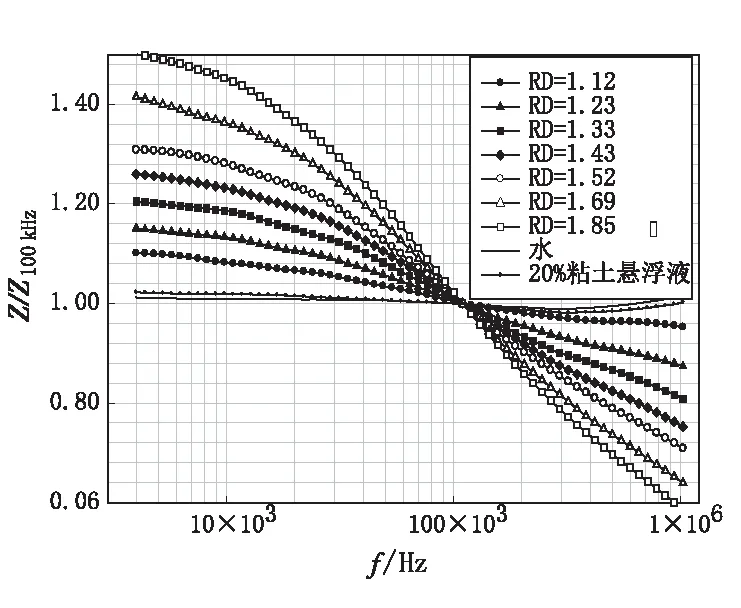
图1 不同密度的磁铁矿粉-水悬浮液的EIS归一化结果
1.1.2VMag或RD与Z54 kHz/Z100 kHz的线性关系
Z54 kHz为54 kHz频率下的电阻抗,在各种测试条件下,VMag或RD与Z54 kHz/Z100 kHz的线性关系如图2所示。
这种线性关系可用式(1)、(2)描述,
VMag=-0.744+4.364Sr,
(1)
RD=0.932+0.145Sr,
(2)
式中:Sr为10×(Z54 kHz/Z100 kHz-1)/0.271 6。
式(1)、(2)中的系数取决于电极设计,可以通过两个不同介质密度下的电阻抗测量进行现场校准。式(1)适用于含有磁铁矿粉和其他固体的重介质,因为EIS技术测量的是重介质中磁铁矿粉的体积分数,而不是介质密度。式(2)中的斜率不受非磁铁矿粉含量的影响,但如果重介质中含有超过5%(质量分数)的非磁铁矿粉细粒,则其截距发生变化。
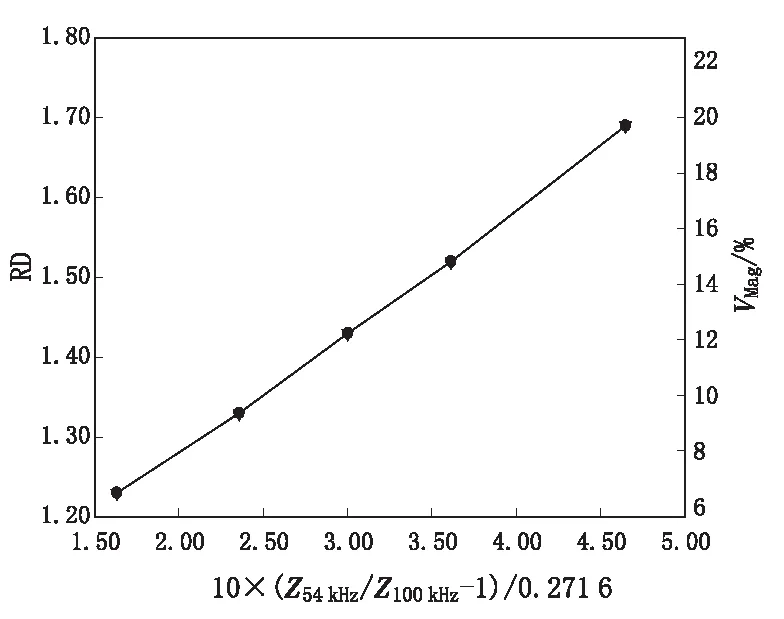
图2 VMag或RD与Z54 kHz/Z100 kHz的线性关系
1.1.3 计算式的校正
如果非磁铁矿粉细粒的质量分数较高(大于5%),可以通过量筒密度测量仪现场校正DMC物料流的介质密度,从而获得能够用于不同DMC物料流的介质密度的线性校准方程。如果非磁铁矿粉细粒的质量分数波动大于5%,则必须采用合适的方法提高介质密度的测量精度。具体步骤为:先结合式(1),通过EIS技术确定重介质中的VMag,再通过麦克斯韦方程(式(3))求出包括磁铁矿粉和非磁铁矿粉在内的总固体体积分数VTotal,最后依据式(4)计算出介质密度。
(3)
RD=(1-VTotal)+(VTotal-VMag)ρs+VMagρMag,
(4)
式中:Z4 kHz为重介质的电阻抗频谱在4 kHz频率下的电阻抗;Zf为4 kHz频率处的重介质所带水的电阻抗;ρMag和ρs分别为磁铁矿粉和非磁铁矿粉颗粒的相对密度。
1.2 产品分配曲线的预测
DMC的操作性能可以采用分选密度(RD50)和分选效率(Ep)表征,这两个性能参数一般通过可选性分析或密度示踪颗粒测试获得的产品分配曲线计算得到。由于这两种测试技术的成本相对较高,所需时间也较多,因此不宜在常规测试中使用。由于缺乏合适的在线监测仪器,目前DMC是在缺乏RD50和Ep在线监测的情况下操作的。因此,在实际生产过程中,当通过密度示踪颗粒测试或其他费时的分配曲线测试技术发现RD50和Ep的非期望值时,大量产品已经丢失。
1.2.1 给定粒度产品的分配曲线
2010年Hu等[5]开发出一种DMC半理论模型,能够通过在线监测DMC的入料、溢流和底流的介质密度,预测任何粒级产品的分配曲线。在开发该模型过程中,假设入料在溢流和底流之间分配,且总横截面没有任何变化;还假设DMC内的颗粒运动由两个主要因素决定,即均匀离心力场下的沉降和均匀湍流场中湍流扩散引起的悬浮。基于这些假设条件,粒径为dp且密度为ρ的粒子群的体积分数,可以采用下列数学模型描述,
(5)
式中:αc为颗粒的体积分数;y为距离壁面的径向距离;ρp为颗粒的相对密度(即相对于水的密度,下同);ρm为介质密度,它是距离壁面(y)径向距离的线性函数;如果ρp-ρm>0,则signpm为正,否则signpm为负;dp为颗粒粒径;CD为颗粒的曳力系数,可以用Shook和Roco提供的方法计算;Kd为模型参数。
通过式(6)计算给定粒度和密度产品的分配系数(PN),
PN=HSαc,S/Htαc,H,
(6)
式中:HS为给定粒度颗粒的分离边界,在此处密度等于该位置处介质密度的颗粒有50%的机会进入溢流或底流;αc,S和αc,H分别为HS和Ht范围内αc的平均值;Ht是分离区的宽度,等于所考虑的重介质旋流器的半径。
采用式(7)计算0.5 ~50 mm粒级颗粒的HS,
(7)
大颗粒的运动主要由惯性力主导,因此根据颗粒随机运动的概率理论可以假设:如果大颗粒(例如dp≥ 32 mm)的密度等于DMC内有效分离区域中间点处的介质密度,则其具有相等的上溢或下沉机会。基于大颗粒的介质密度分布分析和上述假设,推导出大颗粒的分选密度与给出的介质密度之间的理论关系[5],
RD50=ρf+0.26(ρu-ρo),
(8)
式中:ρf为入料的介质密度;ρo为溢流的介质密度;ρu底流的介质密度。
通过在线测量的ρf、ρo、ρu计算粒径32 mm颗粒的RD50,式(5)中的模型参数Kd是通过调整Kd值使PN= 0.50得到的(式(6))。通过式(7)获得给定粒度颗粒的分离边界HS后,从式(5)和式(6)计算出给定粒度产品的分配曲线,再通过分配曲线计算出给定粒度的RD50和Ep。
1.2.2 所有粒度产品的组合分配曲线
在通过单个粒度产品的分配曲线计算所有粒度产品的组合分配曲线时,需要原料煤的粒度分布。粒度分布曲线可以通过采样分析确定,也可用下列方法估算。通常采用输送带质量计监测原料煤的流量,使用振动筛运动分析仪测量脱泥筛的粗料量,这两种仪器的联合应用为估算原料煤的粒度分布提供了机会[6]。由于通过脱泥筛除去了细小颗粒,粗粒煤的流量小于选煤厂的原料煤流量。脱泥筛的粗粒煤流量与选煤厂的原料煤流量的比值,给出了对应于筛孔尺寸的颗粒粒径下累积粒度分布曲线上一个点的估计值。对于未经分级的原料煤,其粒度分布可以采用Gaudin-Schuhmann方程描述[7],
R=100(1-(dp/k)n),
(9)
式中:R为粒径dp以上的物料累积质量百分数;n为分布模量;k为混合物中的理论最大粒径。
对于DMC的入料,其最大粒径通常在50~60 mm之间。因此,k可以设置为60 mm,且不会引起明显的误差。采用脱泥筛的粗粒煤流量与选煤厂的原料煤流量的比值(R值)和筛孔尺寸的比率,通过式(9)可以计算出n值。在将累积粒度分布曲线转换为选煤厂原料煤的粒度分布后,除去小于筛孔尺寸的颗粒数量,再通过重新调整来获得入料的粒度分布(Mi),然后通过式(10)计算出所有粒度产品的组合分配曲线。
(10)
式中:PNi为第i个粒级产品的分配系数;Mi是第i个粒级的质量百分比。
1.3 产品产率的在线监测
通过安装在选煤厂输送带上的质量计监测DMC产品(PDMC)和矸石(RDMC)的质量,再通过YDMC=PDMC/(PDMC+RDMC)获得DMC的产品产率(YDMC)。在选煤厂其他部位,可以通过安装在输送带上的质量计监测原料煤流量(Fplant)和产品总流量(Pplant)。选煤厂总产品产率(Yplant)可以通过Yplant=Pplant/Fplant获得。由于准确安装的具有两个及以上称重传感器的质量计具有至少±0.50%的精度,故可以实现总产品产率(Yplant) 的高精度、高灵敏度监测。选煤厂的总产品产量是DMC产品产量和细粒煤产量的总和,其表达式为
Fplant·Yplant=FDMC·YDMC+Ffine·Yfine,
(11)
式中:FDMC为DMC的入料质量;Ffine为细粒煤的质量,Ffine=Fplant-FDMC;Yfine为细粒煤的产率。
整理式(11)后可得
YDMC=a·Yplant-b,
(12)
式中:a、b均为系数,其中,a=Fplant/FDMC,b=(Fplant/FDMC-1)×Yfine。a和b可以通过采样和分析得到,一旦获得a值和b值,就可以通过式(12)在线估算DMC的产品产率。
1.4 DMC入料可选性曲线的在线预测
目前没有直接测量选煤厂原料煤可选性曲线的在线技术,但可以采用式(13)结合在线测量的产品分配系数(Pni)和产品产率(Y)进行估算,
(13)
式中:wi为第i密度级的原料煤质量百分比;Pni是第i密度组的分配系数。
由于涉及各种过程动态学或操作参数的小幅度变化,Y和Pni随时间或多或少地波动,而这些波动对估算可选性曲线是有益的。在短时间内反复测量Y和Pni,并假设原料煤的可选性曲线在这段时间内没有发生明显变化,此时可以通过合适的算法采用式(13)拟合一系列时间点处的测量数据,然后估算该时间段内的原料煤可选性曲线。
累积质量百分比(CM)形式的可选性曲线可以采用三次多项式进行数学建模,
CM=a+b·RD+c·RD2+d·RD3,
(14)
式中:a、b、c、d分别为模型参数;RD为颗粒群的相对密度 。
采用式(14) 计算出第i密度级(方程式(13)中的wi)的原料煤质量百分比,
(15)
或
wi=b·k1i+c·k2i+d·k3i,
(16)
式中:RDiU和RDiL分别为第i个密度组的粒度上限和粒度下限;k1i、k2i、k3i分别为根据RDiU和RDiL计算出的系数。
将式(16)代入式(13),可以得到式(17),
(17)
式(17)中Y是b、c、d的线性函数。因此,可以通过线性最小二乘算法在一系列时间点(tj,j= 1,2 ...n)处,将Y和Pni的数据拟合到式(17)中估计模型参数。如果测量到的Y和Pni准确且明显不同,则三个时间点的测量就能计算出参数b、c、d。一旦获得这三个参数,就可使RD = 2.20时CM= 100,再结合式(14)计算出参数a。
三次多项式(式(14))可以用于模拟任何可选性曲线,大致包括良好、恶劣、平均三种可选性曲线。如果原料煤的可选性好或差,则可以采用三参数模型表示;如果原料煤可选性较差,则最好选用两参数模型式(18)表示,
CM=a+b·RD+c·RD2。
(18)
对于具有良好可选性的原料煤,可选性曲线也可采用三参数的Gompertz模型表示,
CM=a·exp(-exp(-(RD-c)/b))。
(19)
对于给定的数据集,三参数模型参数估计中的不确定性小于四参数模型。与四参数的三次多项式模型相比,三参数的二次多项式模型在参数估计时需要的数据点较少。例如:两个准确且明显不同的数据点足以估计出二次多项式中的参数(a通过在RD = 2.20时使CM= 100来确定)。
2 工业性试验结果与分析
此次试验是在澳大利亚昆士兰州的一个选煤厂进行的。用于监测介质密度和产品分配曲线的在线监测系统由电阻抗频谱仪和EIS电极组件(图3)组成,电极组件采用四电极配置,所有电极均由316不锈钢制成。在试验过程中,采用仪器分别测量DMC产品脱介筛排介段的筛下物和尾矿脱介筛排介段的筛下物的电阻抗频谱;对这些介质流取样,并通过量筒密度测量仪测量样品的密度。
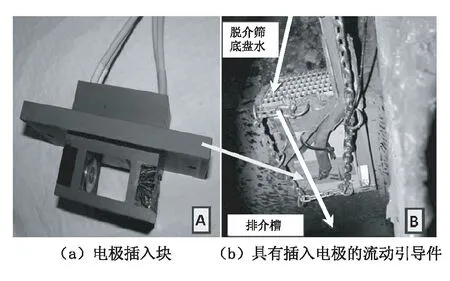
图3 电阻抗频谱电极组件
2.1 EIS技术性能检验
为了检验EIS技术测量介质密度的可靠性,在6 h内同时监测DMC溢流介质、底流介质的EIS,以获得溢流、底流的介质密度;同时,在操作人员的帮助下,人为地改变入料介质密度。采用EIS技术测量的介质密度和通过量筒密度测量仪测量的介质密度如图4所示;此外,基于γ射线密度仪的入料介质密度测量结果也在图4中,以便于对比分析。
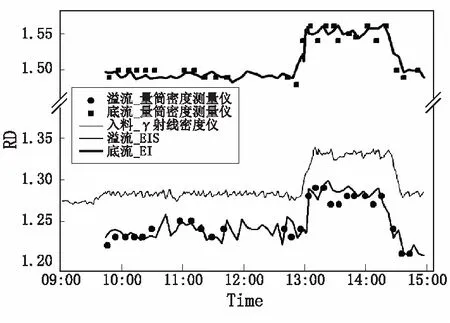
图4 基于不同技术的介质密度测量结果
由图4可知:基于EIS技术测量的介质密度是动态变化的,采用两种方法测量的介质密度之差为0.02 RD,在预期的误差范围内,故两种方法测量的介质密度相当。基于EIS技术测量的底流介质密度变化似乎小于基于量筒密度仪测量的底流介质密度变化,基于EIS技术测量的溢流介质密度变化大于底流介质密度变化,这可能是因为溢流介质密度波动较大。
从连续六天的DMC入料、溢流、底流的介质密度变化(图5)可以看出:在这个相对较长的时间内,基于EIS技术测量的溢流介质密度变化与入料介质密度变化非常相似,入料介质与溢流介质的密度之差始终在0.07~0.10 RD之间。在实际生产过程中,DMC内的介质被分成溢流介质和底流介质两部分,大部分磁铁矿粉和水进入溢流,这可能是溢流介质密度变化与入料介质密度非常相似的原因。
此外,底流介质密度变化并不总遵循溢流介质和入料介质的变化模式,即使在入料介质密度恒定的情况下,底流介质密度仍随时间发生变化。底流介质和溢流介质之间的密度差异在最后一天的某个时间大于0.50 RD,说明DMC可能存在“涌动”问题。
基于EIS技术测量的介质密度并不总随基于γ射线密度仪测量的入料介质密度发生阶跃性变化,但EIS技术仍然可以捕获到一些已经通过介煤混合桶、管道及DMC衰减到一定程度的阶跃性变化。由于EIS技术的传感器位于入料介质槽入口处,而γ射线密度仪安装在出口处,因此采用两种方法测量的介质密度并不总是相同。
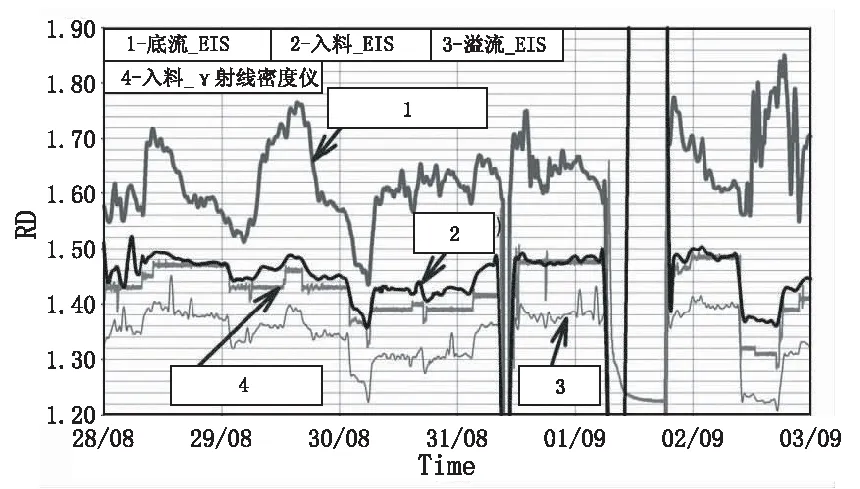
图5 基于EIS技术和γ射线密度仪测量的入料、溢流、底流介质密度
基于EIS技术测量的DMC溢流、底流介质密度,既可用于预测产品分配曲线,又可用于监测因介质不稳定引起的“涌动”现象。如果底流介质与溢流介质之间的密度差异大于0.50 RD,则DMC出现“涌动” 现象的概率很大。在合格介质中添加适量煤泥,可将两者的密度差异压缩到小于0.40 RD,进而避免DMC的 “涌动” 现象。
2.2 预测产品分配曲线的验证
采用32 mm立方密度示踪颗粒测试产品分配曲线,同时测试对应的DMC入料、溢流、底流介质密度,用于验证预测产品分配曲线方法的可靠性。通过模型预测的32 mm分配曲线和密度示踪颗粒测试的分配曲线(图6)可以看出:模型预测的分配曲线和密度示踪颗粒测试的分配曲线吻合度非常高。
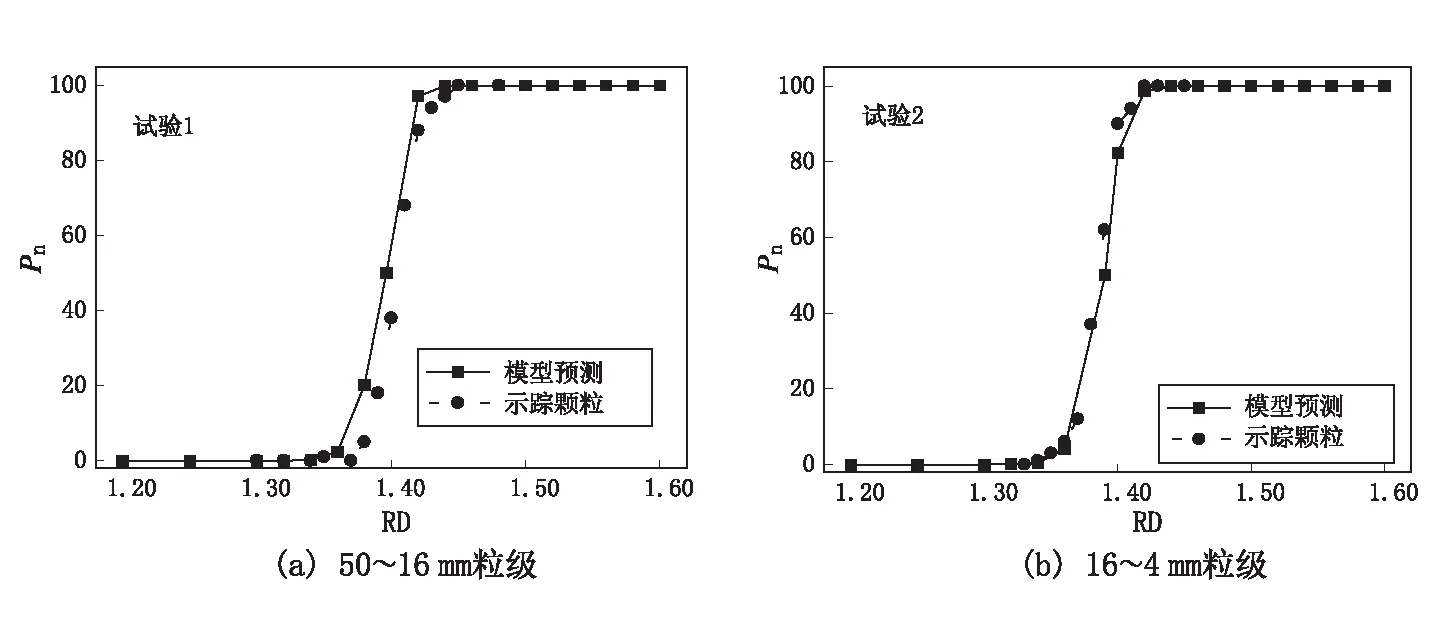
图6 模型预测的分配曲线和密度示踪颗粒测试的分配曲线Fig.6 Comparison of model-predicted partition curve and that measured using tracer particles
由这些产品分配曲线计算出的RD50和Ep见表1,其几乎与密度示踪颗粒测试结果相同。

表1 基于两种方法所得分配曲线的计算结果
此外,还对四个粒级(50~ 16、16~ 4、4~2、2~ 0.5 mm)的分配曲线进行了预测,并与工厂对应样品的浮沉分析结果进行比较。模型预测和浮沉分析的分配曲线如图7所示。
由图7可知:采用两种方法获得的分配曲线存在差异,但考虑到粒级和浮沉分析中存在误差和DMC磨损的影响,这种预测精度是可以接受的。浮沉分析得到的分配曲线显示少量高密度物料错配到产品中,这种错配可能是由溢流管磨损引起的。溢流管磨损为高密度物料错配提供了“短路”,而模型中很难考虑这种错配现象。
Hu等[4-5]开发的预测分配曲线的方法已被30多个重介质旋流器的测试数据证实有效,只要介质密度测量准确,且旋流器内壁没有显著的磨损或台阶,预测的RD 50与密度示踪颗粒测试的绝对差距不大于0.02 RD。通过DMC入料、溢流、底流的介质密度能够准确预测产品分配曲线的根本原因是,这些介质密度及其相对差距,包括离心力的大小、介质的稳定性、湍流扩散等,而这些因素决定重介质旋流器的性能。
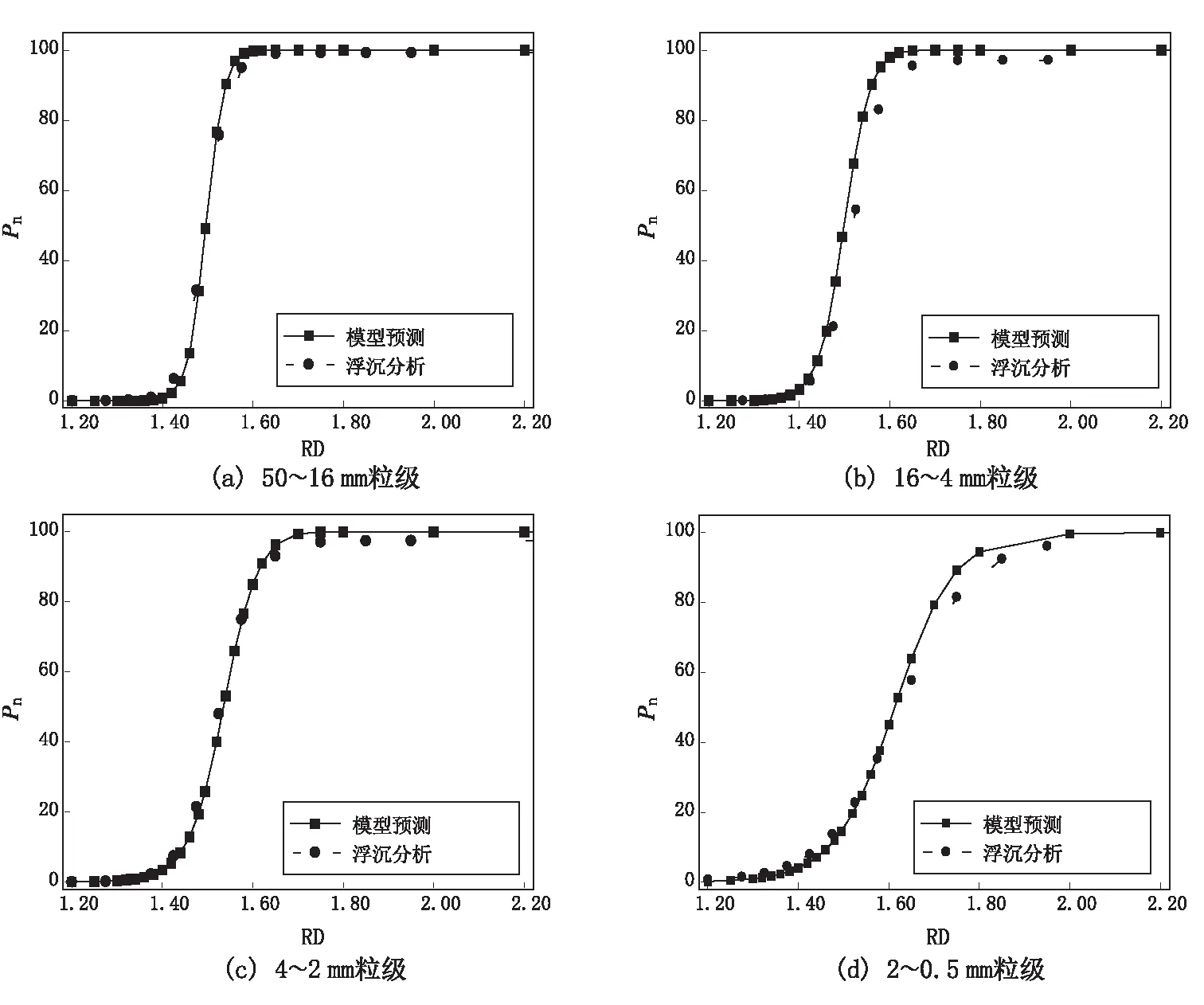
图7 模型预测和浮沉分析的四个粒级的分配曲线
2.3 DMC入料可选性曲线分析
为此,通过选煤厂综合试验预测DMC入料可选性曲线,该选煤厂当时的原料煤具有平均可选性。在试验开始后,在10 min内收集200 L煤样,用于浮沉分析。在线监测的DMC入料、溢流、底流的介质密度和试验中获得的产品产率如图8所示。采用具有二次回归和采样数据点为10的LOESS平滑算法对采用EIS技术测得的介质密度和产品产率进行平滑处理。
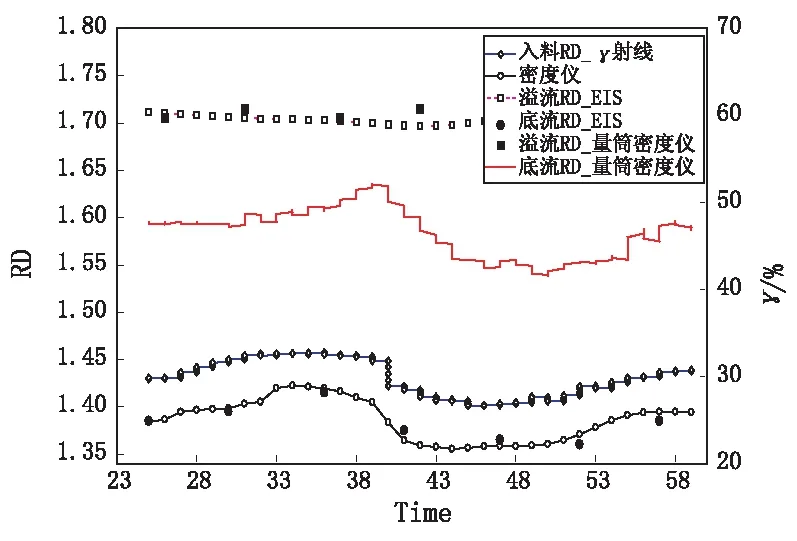
图8 在线监测的DMC入料、溢流、底流介质密度和对应的产品产率
在试验过程中,入料介质密度从1.43 RD增加到1.46 RD,再降到1.40 RD,最后增加到1.43 RD。在介质密度变化结束后进行32 mm立方密度示踪颗粒测试。密度示踪颗粒测试的分配曲线和预测的分配曲线如图9所示。
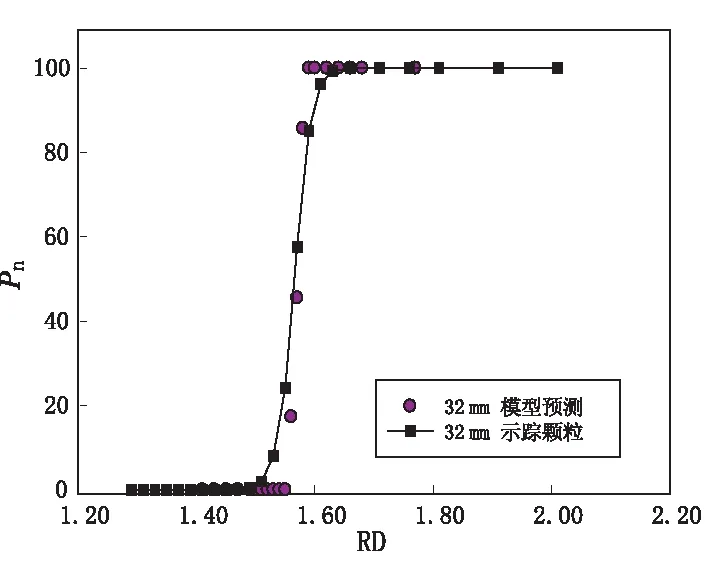
图9 基于密度示踪颗粒和浮沉分析的分配曲线
由图9可知:密度示踪颗粒测试的分配曲线和浮沉分析的分配曲线吻合度非常高,说明式(8)中系数的校准能够有效解决DMC磨损的影响。
通过基于浮沉分析和在线监测数据获得的入料可选性曲线(图10)可以看出:两条可选性曲线存在较小差异。现场采样和浮沉分析经验表明:同一煤层不同时间点的煤炭可选性曲线总是存在差异。两者的差异可能是由这种因素引起的,也可能是由产品产率的测量误差引起的。
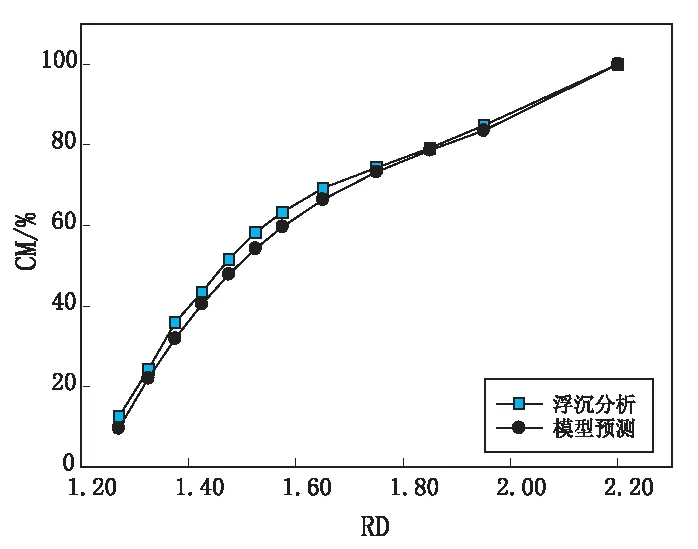
图10 基于浮沉分析和在线监测数据的可选性曲线
2.4 DMC最佳分选密度的确定
如果己知入料煤的瞬间灰分曲线,结合获得的在线产品分配曲线和原料煤可选性曲线,就可以采用式(20)在线预测产品灰分,
ashp=∑i(wi·ashi·Pni)/∑i(wi·Pni),
(20)
式中:ashp为产品灰分;ashi为入料灰分。

(21)
一般情况下,同一煤层煤炭的瞬间灰分曲线变化不大,因此可以通过采样分析确定,再用于在线预测产品灰分。在给定产品灰分条件下,预测的产品灰分或增量灰分与要求一致时的分选密度就是DMC的最佳分选密度。
3 结论
(1)基于EIS技术测量的介质密度与基于γ射线密度仪和量筒密度仪测量的介质密度吻合度很高,基于EIS技术测量的介质密度与基于量筒密度仪测量的介质密度之差为0.02 RD,与手动采样过程带入的误差和采用量筒密度仪测量的误差相当,说明采用EIS技术在线监测介质密度足够准确。
(2)简化的悬浮分配模型能够通过DMC的入料、溢流、底流的介质密度预测DMC的分选密度和分选效率,该模型可以预测任何粒度产品的分配曲线。由于其计算简单,特别适用于在线预测。
(3)从产品产率和DMC分配数在线估计入料可选性曲线的方法在工业性试验中得到了成功应用,三次多项式可用于产品可选性曲线建模,当测量数据可靠且RD50的变化范围足够时,估计的原料煤可选性曲线和浮沉分选的原料煤可选性曲线非常吻合。
(4)在己知入料煤的瞬间灰分曲线时,结合在线产品分配曲线和原料煤可选性曲线,就可在线预测产品灰分;在给定产品灰分条件下,预测的产品灰分或增量灰分与要求一致时的分选密度就是DMC的最佳分选密度。
致谢
本研究工作得到Australian Coal Association Research Program的财政支持(ACARP Projects C9045、C13058、C17037),在此深表谢意。
