板材矫直机相关技术研究
2018-10-24戴慧鹏李建金依飞
戴慧鹏 李建金 依飞


摘 要:本文首先对矫直技术的发展进行了概况,接着从工艺控制系统、强力矫直机、变辊距技术以及弯辊技术四个方面介绍了新式矫直机技术特点,最后对21辊矫直机原理及操作原则进行分析,通过此次研究使我们对新式的矫直机工作原理以及有关技术有了进一步的认识。
关键词:矫直机;原理;操作原则
引言
矫直是确保中厚板生产合乎平直度标准要求的一道必不可缺的重要工序。近几年来,由于控轧控冷工艺的积极采纳 ,用户自动化加工对钢板平直度提出更加严格的要求,国内外许多中厚板厂现有矫直机设备已满足不了要求,能力偏小,结构薄弱,亟需更新改造[1]。至今,中厚板热矫直工艺仍然保持着辊式矫直机这一基本型式 ,但是,矫直机结构却发生很大的变化 ,并出现了几种新机型,自动化程度也有了明显的提高[2]。
1 矫直技术的发展
目前, 我国正处于从钢铁大国到钢铁强国的过渡中, 钢铁工业也处于深层次的结构调整之中。 中厚板具有较高的附加值, 成为发展的重点。 面对激烈的市场竞争, 中厚板的发展重点正在从追求产量转移到追求质量上来[3]。 中厚钢板矫直机作为中厚板质量保证的一个重要环节, 决定着产品的交货质量。为适应高质量钢板生产的需求, 矫直机制造厂家如西马克( SMS)、奥钢联(VAl)、日本的三菱重工( MHT) 及国内的太原重型机械集团有限公司(TZ) 等纷纷推出具有先进技术的矫直机, 其中SMS设计制造的中厚板冷矫直机 HPL (High PerformanceLeveler)型为目前先进矫直机技术的集中代表。当今世界上先进矫直机技术快速发展, 中厚板矫直机正向重型化、全液压、自动化过渡[4]。
2 新式矫直机技术特点
2.1 工艺控制系统
在中厚板生产各个工序的理论中, 矫直理论发展相对薄弱。 其原因有两个: 一是以前矫直机作为生产辅助设备没有受到重视; 二是矫直过程相对比较复杂,理论研究困难。当前, 先进矫直机已开始采用过程计算机与轧机过程机通讯, 并采用计算机模型控制。计算机模型具有可根据矫直钢板厚度、宽度、平直度状况及温度来设定辊缝, 自动咬钢送料, 并具有过载保护和 AGC 弹跳补偿等功能。这些技术的采用需要完善的矫直理论作为其技术支持。 在这个方面, 国内矫直机制造商已联合研究机构做了研究工作, 并取得了一定进展。
2.2 强力矫直机
由于中厚板生产普遍采用控冷、控轧, 热矫直机矫直温度逐步降低, 中厚板在热处理后的冷矫直已成为提高产品质量的重要手段, 热处理线上冷矫直机已成为必要设备。 为了提高生产效率及产品质量,矫直机矫直厚度范围逐步扩大。 为了适应市场, 宽板和特宽板生产线逐步投产。 由于上述原因, 重型强力矫直机已成为新建中厚板生产线的必要设备。这种形式矫直机矫直力一般在 30 MN~40 MN, 大約为普通中厚板矫直机的2倍。
2.3 变辊距技术
有些中厚板生产厂家, 采用变辊距的矫直机, 以扩大矫直厚度范围和生产高强度钢板需要。这种形式的矫直机生产的厚度范围相当于中板矫直机和厚板矫直机两台矫直机的范围, 充分发挥了矫直机的矫直能力。变辊距矫直机由于具有高的性价比, 应用前景广泛。同时, 变辊距技术在现有中厚板矫直机改造中具有强的实用性。 它可根据矫直工艺的需要对现有矫直机辊系改造, 使机架受力减少, 从而扩大了矫直机的矫直厚度范围或强度范围, 提高矫直质量和矫直效率。
2.4 弯辊技术
在宽板和特宽中厚板生产线, 具有弯辊能力的矫直机已成为必选。这种矫直机可以产生一定量曲率的矫直工作辊, 可消除机架的弹跳, 同时由于弯辊的存在, 可有效地改善板材的横向板形。
3 21辊矫直机原理及操作原则
3.1板带材的板型缺陷
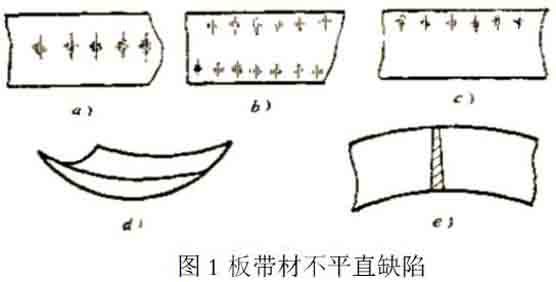
在板带材的轧制生产中,由于温度不均、变形不均、扎后冷却及各种加工因素,温度的变化及内力消长而发生弯曲或扭曲变形。在长度远大于宽度或厚度的条件上,纵向纤维的变形十分明显;板材常常出现波浪弯和瓢曲等缺陷。如图1所示。
其中,a指的是中部波浪弯;b指的是双边波浪弯;c指的是单边波浪弯;d指的是飘曲;e指的是镰刀弯。
3.2 矫直原理
矫直机的矫直过程是使在旋转的矫直辊之间运动的板带材经受多次弯曲以消除原始曲率。其原理是使带材在矫直辊压下力的作用下,进行纯弯曲、发生弹塑性弯曲变形,当矫直力消除、板带材弹性回复后,消除了一部分原始曲率。剩余的曲率则为下一个矫直辊的原始曲率。经过多个矫直辊的作用,剩余曲率逐步减小、板材趋于平直。
3.3使用方法
(1)如来料只存在单一的纵向波浪弯是,只需将上辊系垂直压下,并纵向倾斜,在纵向形成递减压弯量。如图2所示。
(2)若来料板型较差,为了有效消除瓢曲等复杂缺陷,在工作辊的背面装有5排支承辊,如图3所示。
可以通过使用操作台上的旋钮对工作辊造成人为的压弯,使辊面形成凸起,我们把凸起的程度称为凸度。辊子带有凸度之后其轴向辊缝变成大小不同。若使大辊缝处于板面瓢曲部位,小辊缝则对着较平坦部位。在板材通过辊缝时,平坦部位被压成大的反复弯曲变形并形成拉伸状态,瓢曲部位被压平,形成压缩状态,其结果可是短纤维变长,长纤维变短。如此反复弯曲之后。凸度位置调节需根据来料缺陷的波浪位置而定。
根据来料具体波浪位置调整凸度位置。a表示下辊中间凹下,两侧支承辊抬起,用于矫直板材中部波浪弯;b表示下辊中间凸起,中间的支承辊将下辊压弯用于矫直两侧波浪弯;c表示下辊一侧凸起,一侧的支承辊抬起用于矫直另一侧的波浪弯;d表示下辊凸凹混合调整法,用于矫直板材出现三道波浪弯等复杂缺陷。
结束语
当前,国内有着先进生产技术的板材矫直机已经逐渐投入的实际生产过程中,对现金的矫直机技术理论进行深入的研究。矫直机在生产过程中发挥的重要性越来越被人们所认可。矫直机技术正在持续健康的发展下去。
参考文献:
[1] 王建强. 宝钢宽厚板全液压冷矫直机的选取[ J] .宝钢技术,2013( 5) : 17- 21.
[ 2] 杨固川. 我国中厚板轧机主要设各技术分析[ J] . 重 型 机 械 ,2013( 4) : 36- 40.
[3] 陈健就等.现代宽厚板矫直机[ J] .宝钢技术,2013( 4) : 10- 14.
[4] 胡坚. 第三代中厚板热矫直机辊系新特点的探索[ J] . 重庆工业高等专科学校学报,2011( 4) : 145- 148.
