导电游丝自动化焊接系统控制软件设计
2018-10-24董清宇
董清宇,魏 容,段 荣
(北京航天控制仪器研究所,北京100039)
当前,数字化、信息化、智能化制造正在催生世界工业制造又一次新的革命。精密超精密制造零件是国防武器装备不可缺少的核心支撑技术,是国防尖端制造领域可持续发展的重要保障,实现智能化是其发展的必由之路[1]。
陀螺仪表是惯性导航与制导系统的核心器件,其精度性能直接决定了导航与制导的精度。导电游丝是惯性仪表中连接活动部件(浮子)和固定部件(壳体等)的输电装置,为仪表活动部件中的诸项电器部件(如马达、力矩器等)提供电能输入和电信号输出[2]。导电游丝干扰力矩是影响仪表零次项误差的主要因素,直接关系到仪表的精度,因此控制导电游丝的焊装干扰力矩是提高仪表精度的关键[3]。
导电游丝自动化焊接系统采用激光软钎焊代替传统手工电烙铁焊接,采用机器视觉技术实现导电游丝非接触精密检测和精确定位,从初始阶段对导电游丝进行质量控制,极大地提高了焊接质量和生产效率。利用导电游丝自动化焊接系统控制软件,实现对各子设备的通信和控制,其中融入了包括机器视觉技术在内的先进技术手段,根据焊接流程控制系统联动,实现导电游丝自动化焊接。
1 总体设计
1.1 硬件组成
系统硬件组成主要包括工控机、点胶机、激光器、电动位移台、工业相机和电磁开关等。其中,工控机是系统的主控设备,控制软件的载体,通过各种通信接口与各个设备进行连接,实现系统整体控制;点胶机用于焊接过程中点锡膏,通过压力和时间的调节控制出锡量;激光器用于激光焊接,通过激光功率和出光时间的调节控制激光能量;电动位移台用于焊接过程中的位置移动控制,包括1个三轴直线运动位移台和2个旋转位移台;工业相机用于机器视觉检测和焊接过程监测,包括导电游丝形状检测相机、定位检测相机以及激光焊接过程监测相机;电磁开关用于气路开关和拾取机构的控制,通过高低电平输出控制电磁阀的开关以及电磁铁的吸合,实现系统功能。导电游丝自动化焊接系统框图如图1所示。
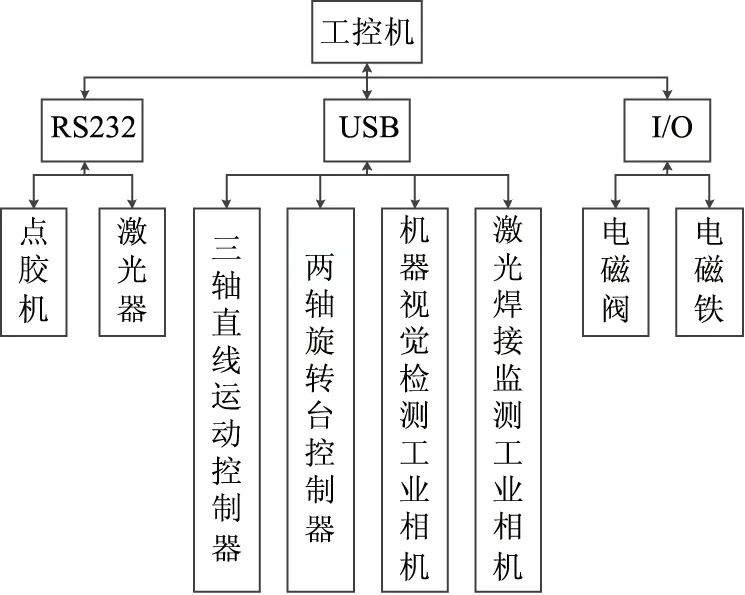
图1 导电游丝自动化焊接系统框图
1.2 通信接口
导电游丝自动化焊接系统中的通信接口主要包括RS232串口、USB总线接口以及I/O控制接口。其中,RS232串口通信用于控制激光器和点胶机,上位机通过发送串口指令控制设备实现相应功能;USB总线接口用于控制工业相机和位移台,利用工业相机和位移台控制软件的API接口,通过控制软件的二次开发,实现设备相应功能;I/O控制接口用于气路和拾取机构的控制,通过I/O口输出电平的高低来控制电磁阀、电磁铁的开关,实现设备相应功能。
1.3 开发平台
导电游丝自动化焊接系统控制软件是基于Windows.NET平台,C#语言开发的人机交互界面程序。.NET Framework是微软公司为开发应用程序而创建的一个平台,C#是微软专门为.NET平台而设计的开发语言,它从C和C++演化而来,是一种简单而强大的开发语言[4-5]。控制软件选用Visual Studio 2015开发工具进行C#编程。
2 软件功能设计
软件采用模块化设计,主要包括点胶机控制模块、激光器控制模块、位移台运动控制模块、工业相机控制模块、机器视觉检测模块、I/O控制模块和焊接流程自动化控制模块。系统控制软件框图如图2所示。
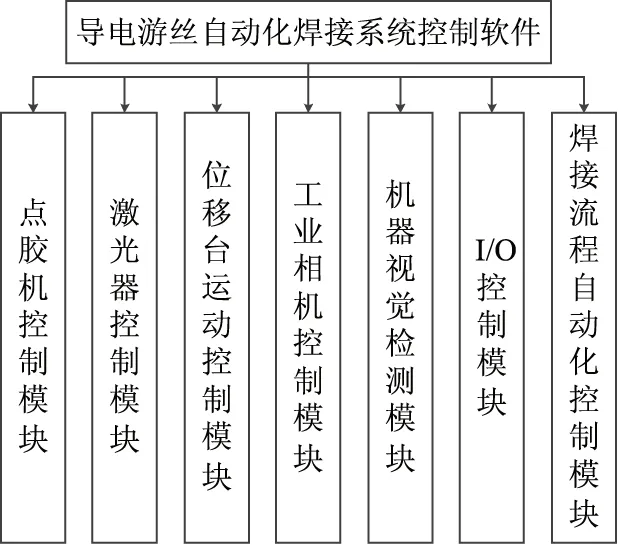
图2 导电游丝自动化焊接系统软件框图
2.1 点胶机控制模块
点胶机控制模块用于点胶机的操作控制,包括通道参数设置、参数读取显示、串口通信设置和吐出锡膏等功能。控制模块与点胶机之间采用RS232串口通信[6],根据通信协议发送和接收相应的通信指令,实现对点胶机的通道、压力和时间等参数的设置,能够读取并显示当前使用通道的参数值,控制锡膏吐出。
2.2 激光器控制模块
激光器控制模块用于激光器的操作控制,包括组段参数设置、参数读取显示、串口通信设置以及其他功能操作。激光器的每组参数分为15段数据,每一段的出光时间和出光功率可单独设置,整组数据构成激光器出光的功率曲线。控制模块与激光器之间采用RS232串口通信,根据通信协议发送和接收相应的通信指令,实现对激光器的组段、功率和时间的设置,读取并显示当前参数组的各段功率和时间、激光器的报警状态,控制指示灯的打开、关闭,激光器出光和停止等。
2.3 位移台运动控制模块
位移台运动控制模块用于电动位移台的运动控制,实现系统工作过程中执行机构的坐标移动,主要包括运动参数设置、运动状态读取、执行运动类型以及其他功能操作。工控机与位移台控制器之间通过USB总线连接,并安装了控制器驱动程序。控制模块通过读取控制器的句柄号,调用位移台控制程序的库函数,实现位移台的运动控制[7]。
2.4 工业相机控制模块
工业相机控制模块用于工业相机的通信控制,实现机器视觉检测和焊接过程监测的图像采集。机器视觉检测相机用于视觉检测图像的采集和参数控制,相机与工控机之间通过USB3.0总线连接[8]。控制模块主要实现相机的打开、关闭、暂停,显示图像的缩小放大,相机增益控制,灰度/彩色显示切换,平滑处理,图像保存和相机光源调节等功能。焊接过程监测相机用于调整焊接点位置,观测激光焊接过程。相机与工控机之间通过USB总线连接。
2.5 机器视觉检测模块
机器视觉检测模块用于焊接前导电游丝的质量检测、仪表接线柱的间距检测以及焊接过程中导电游丝与接线柱的定位检测。利用机器视觉检测相机采集导电游丝图像和仪表接线柱图像,通过图像处理,获得导电游丝的形状参数信息和接线柱间距信息。获得导电游丝参数信息和接线柱间距信息后,即可从检测完的导电游丝中筛选出与接线柱间距相匹配的导线。同样,利用机器视觉检测相机采集导电游丝与仪表接线柱的图像,通过图像处理获得导电游丝与接线柱之间的相对位置参数,为放置导电游丝提供位置信息[9]。
2.6 I/O控制模块
I/O控制模块用于控制电磁阀和电磁铁,实现对系统气路开关和拾取机构的控制。系统气路控制主要实现导电游丝支承垫块和锡饼的吸取和放置。吸取支承垫块时电磁阀B打开,放置时电磁阀B关闭。吸取锡饼时电磁阀A1、A2、A3打开,将锡饼吹落时电磁阀A1、A3关闭、A2打开,气路关闭时A1、A2、A3关闭。拾取机构主要实现对导电游丝的抓取,抓取导电游丝时电磁铁松开,拾取机构能够抓取导电游丝;导电游丝放置完成后,电磁铁吸合,使拾取机构能够从仪表中退出,退出后电磁铁松开,恢复正常状态。
2.7 焊接流程自动化控制模块
焊接流程自动化控制模块根据焊接工艺流程控制各设备按照相应步骤运转,实现导电游丝自动化焊接[10]。自动化焊接流程主要包括接线柱间距检测、垫块放置、导电游丝形状检测和抓取、导电游丝定位检测和放置、点锡膏、激光器焊接和垫块移取等。系统自动化焊接流程如图3所示。
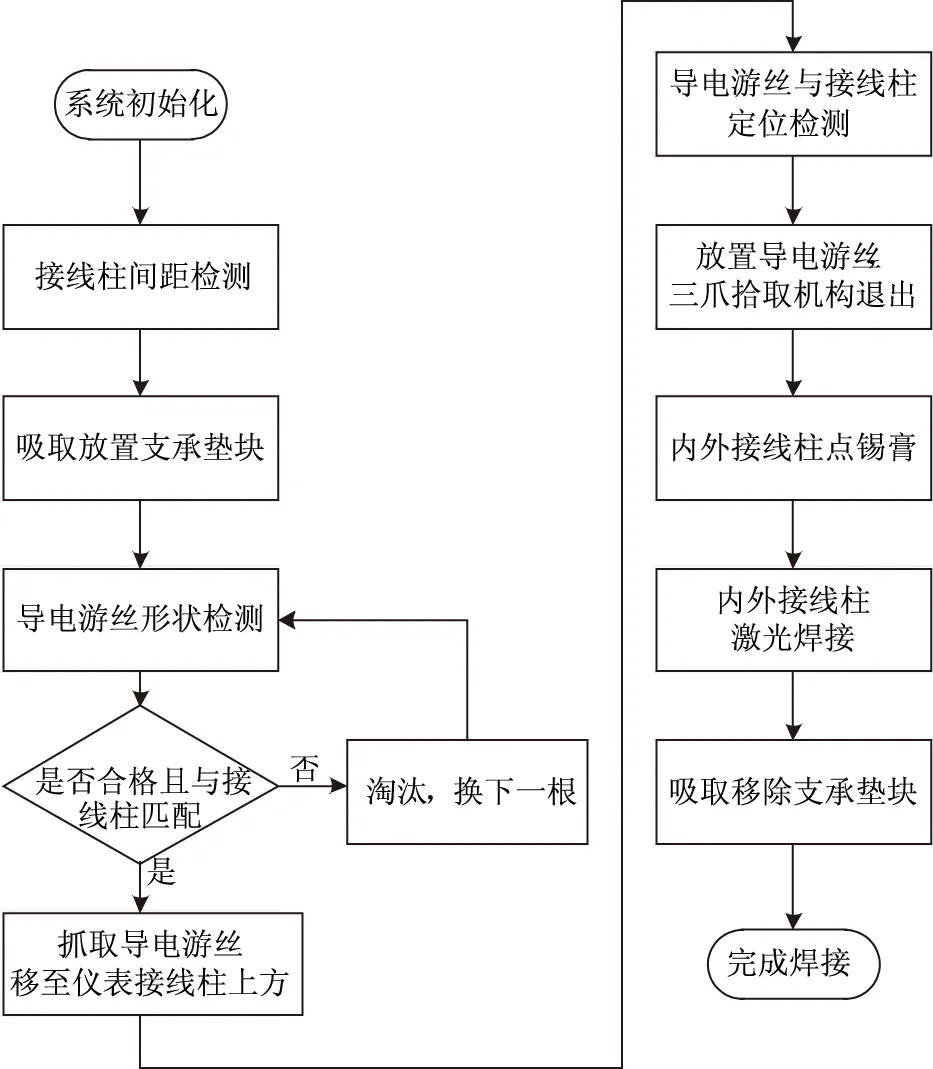
图3 导电游丝自动化焊接流程图
3 结语
采用导电游丝自动化焊接系统能够大幅度提高导电游丝焊接质量和可靠性,并从根本上解决以往导电游丝焊接工艺上的不可控问题,打通仪表研制关键瓶颈,缩短生产周期。本文从工程化角度介绍了该系统控制软件的设计和实现。该软件包含了多种设备的二次开发和系统集成,并根据项目特点和需求自定义了各设备的功能操作界面。系统设备的通信接口复杂多样,控制软件通过多种通信接口与各硬件设备进行通信连接,实现了对各设备的单独控制以及系统的整体控制,并根据自动化焊接流程,控制设备协调运转,实现了导电游丝自动化焊接。
