大叶型风力发电叶片主梁真空导注工艺优化研究
2018-10-21尹权
尹权
摘 要:对大叶型梁帽真空导注工艺进行三种不同方案的研究,通过在梁帽采用不同管路、导流网工艺对比,探索更合理的大叶型梁帽注胶方式。研究发现,层数较厚、宽度较宽的大叶型梁帽,采用优化的工艺方式,满足浸润要求下可减少导注时间40min以上。这对预防大叶型梁帽生产过程中容易出现的包围、树脂固化等,有很好的指导作用。
关键词:风力发电;大叶型;梁帽;真空导注
解决叶片重量载荷增加问题,必然要增大叶片主梁帽的载荷承载能力[1]。有两种手段:采取高模量纤维代替一般玻璃纤维,或者增加主梁帽玻璃纤维的铺层厚度与宽度。本文中使用恒温设备对树脂的放热峰进行恒温过程监测、使用差热扫描的方式对样品固化度研究,并使用马弗炉燃烧方式对样品含胶量测试。系统研究和分析样品导注过程及最终导注结果,为合理确定高模量玻纤在增加铺层和宽度的情况下,需采取工艺措施提供一定理论依据。
1 材料及试验方法
该研究使用的玻璃纤维是某知名厂商的高模量玻璃纤维,树脂为灌注环氧树脂。采用BLLON-W-504B型恒温槽,在40℃的情况下,对树脂的固化过程监测。采用NDJ-5S型粘度计对树脂粘稠度进行等温条件下粘稠度进行分析。采用SX2-10-10A马弗炉对样品的含胶量进行测试。产品实验过程使用此高模量玻璃纤维在主梁帽模具上进行铺层,铺层时下部均采用双层导流网、导流网距离铺层边缘(抽气口一侧)50mm。完成铺层以后对三个方案分别采用:方案1上部单层导流网,一个注胶管路;方案2上部双层导流网,注胶口侧一个注胶管路;方案3上部单层导流网,注胶口侧一个注胶管路,同时在距离注胶口侧边缘200mm的铺层上方位置平行增加第二个注胶管路。上部导流网边缘距离抽气口一侧法兰边均为90mm。
2 试验结果与分析
2.1 树脂恒温固化放热过程
灌注树脂混合体系在25℃恒温环境条件下的凝胶放热过程表明,本树脂体系在300min以内放热比较平缓,混合体系温度稳定升高。在树脂温度达到40℃以上后迅速反应放热,并且在40min左右达到其放热峰,之后温度开始下降。这表明此灌注树脂体系在40℃以上环境温度下,会快速发生聚合反应。在25℃环境温度条件下,其可操作时间大约300min,是一种典型的灌注树脂体系。
2.2 树脂粘度分析
不同温度下测试的环氧树脂主剂粘度表明,主剂随着温度升高其粘度会逐渐降低。温度大于40℃,粘度趋于稳定。温度20℃~30℃之间,粘度在3000cps~1000cps之间。表现的特性符合高分子环氧树脂的典型特性。测试灌注树脂混合体系的粘度特性,室温(25±1℃)、环境湿度60%±5条件下,测试混合体系的粘度变化表明树脂混合后的90min时间内,粘度200cps~400cps之間,符合灌注树脂混合体系的最佳粘度范围。
2.3 样品真空导注过程研究
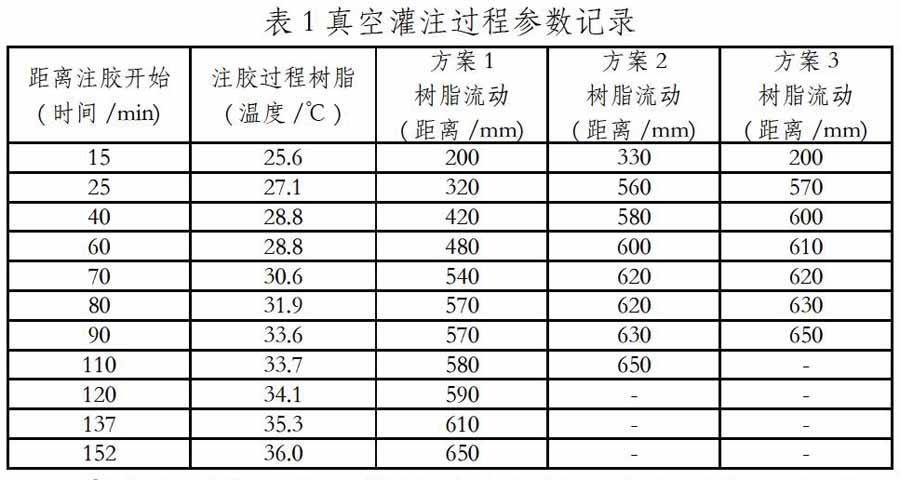
①真空导注方案对比研究:实验过程采取幅宽650mm的高模量玻璃纤维,铺层厚度均为50层。按照前述方案进行铺层,铺层结束后抽真空度≥0.95,使用相同温度(25℃)灌注树脂真空导注,导注部分参数见表1。
②真空导注过程与样品状态分析:真空导注完成后,按照玻璃钢固化要求进行加热固化。经检查固化完成后的三种方案样品,样品灌注效果外观良好,进行剖面查看,其树脂浸润都比较均匀,不存在干丝或可见贫胶现象,但方案3中距离注胶口一侧200mm处增加一条平行注胶管路,导注样品脱模后表面产生一条轴向褶皱,显然不符合玻璃钢成型无褶皱要求,需采取措施进行改善。
2.4 样品含胶量分析
对三种方案取样,测试含胶量。样品1的①、②、③处含胶量分别为53.01、51.37、52.67;样品2对应三处为50.01、51.54、52.08;样品3为:51.86、53.29、53.16。
上述数据看出,三种方案的几处取样位置含胶量都满足灌注玻璃钢含胶量要求范围[2],且含胶量对于取样位置、不同样品,没有明显差别。说明三种方案取得灌注效果基本一致,都满足单轴向玻璃纤维梁帽灌注要求[3]。
得出结论:①三种方案进行的单轴向高模量玻璃纤维真空导注,导注效果都满足玻璃纤维浸润要求,玻璃钢的纤维体积含量也满足相关要求;②在铺层上方增加一条平行的轴向注胶管,增大的压力差有效提高了树脂流动速度,但存在注胶管压痕问题需要解决;③玻纤铺层上部采用双层导流网,或者增加一条注胶管,能够减少注胶时间1/3,有效降低导注过程中环氧树脂出现固化的风险。
参考文献:
[1]冯消冰,黄梅,王伟.大型风机复合材料叶片铺层优化设计[J].玻璃钢/复合材料,2013(3):3-7.
[2] Summerscales J, Searle T J. Low-pressure(Vacuum Infusion) Techniques for Moulding Large Composite Structures[J].Journal of Materials:Design and Applications,2005(17):45-58.
[3]贾智源,关晓方,王战坚,等.风电叶片用单向复合材料单层厚度影响因素研究[J]/玻璃钢/复合材料,2015(4): 80-84.