主动铰接盾构机的中前盾体加工变形及纠正工艺措施
2018-10-17张明胜
张明胜
(济南重工股份有限公司,济南 250109)
主动铰接盾构机的中前盾体,直径6.6m,高度2m,由于盾体的刚性较差,很容易引起铰接部分变形,导致铰接部分的盾体厚度30+2.5-0.5mm加工后厚度不均,无法保证图纸要求,如图1和图2所示。
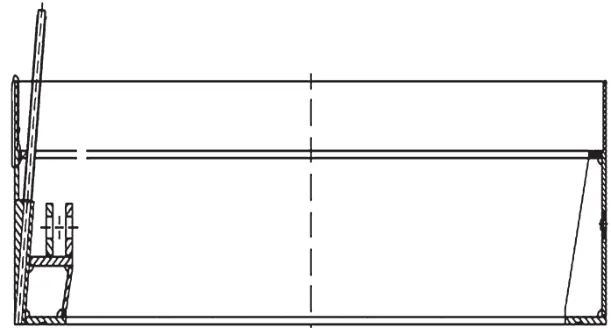
图1 中前盾体结构示意图
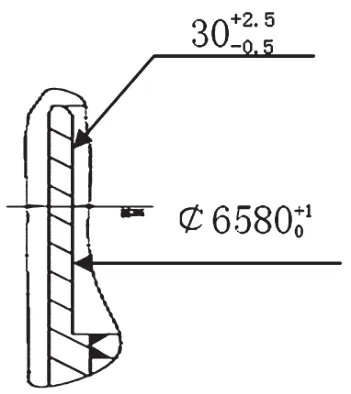
图2 铰接部分盾体示意图
按照示意图3所示,对中前盾体的毛坯的上部、中部、下部的圆度进行反复检测,铰接部位的毛坯外圆椭圆度为5mm,造成后续加工壁厚30+2.5-0.5mm不均匀,加工后的厚度在26~31mm不等,无法保证图纸要求。对中前盾体的铰接部位进行毛坯调圆处理后,转机械加工工序。
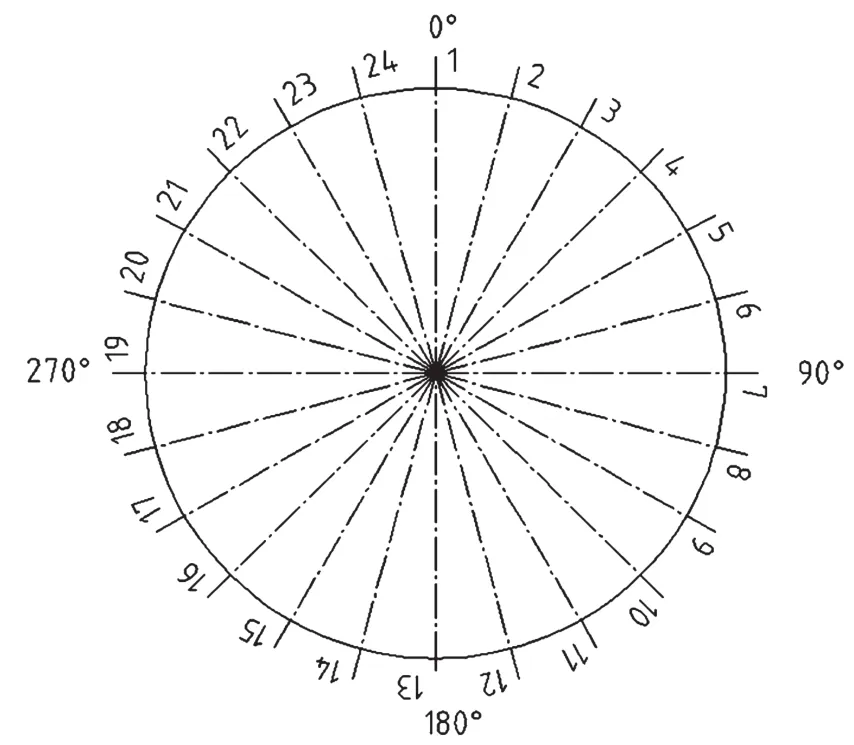
图3 中前盾体毛坯测量示意图
立车加工卸活后,对平置在地面上的中前盾体的铰接部位的内孔进行测量,如表1所示,发现已加工内孔椭圆度为3mm左右,将中前盾体转180°,仍然测量内孔同一位置点,尺寸发生了变化,但椭圆度仍然为3mm左右。
1 原因分析
(1)受焊接车间和机械加工车间的行车结构的限制,在毛坯、立车工序、钳工工序的过程中,盾体平移和翻个,钢丝绳斜吊盾体的吊耳,造成盾体的铰接端受挤压变形。

表1 中前盾体的铰接部位内孔测量数据表
(2)在立车工序的加工过程中,装夹力不均匀,导致盾体铰接端变形。
(3)水平放置过程中,底部垫铁不平,盾体刚性较差,导致盾体铰接端变形。
2 采取的工艺措施
(1)在焊接车间和机械加工车间现有的行车条件下,盾体的平置平移的起吊,必须采用横担起吊,如图4所示。
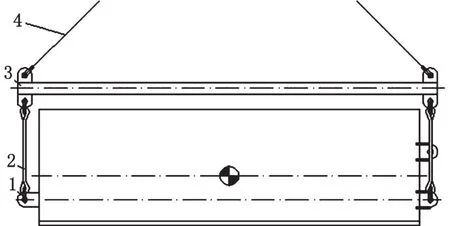
图4 盾体横担起吊示意图
(2)盾体的翻个,必须用行车进行空中翻个,如图5所示。

图5 盾体空中翻个示意图
(3)立车加工
立车8个卡爪上活找正。
立车加工盾体铰接端口内孔尺寸,要按三步工序执行:第一,粗加工,留余量;第二,半精加工:松卡爪,借偏调整壁厚均匀性,轻夹紧,车加工留余量;第三,精加工:再次松压板,轻夹紧,精车达图要求。
(4)中前盾体平放,须用6件等高垫铁垫平后,方能测量盾体铰接端口的加工尺寸,如图6所示。
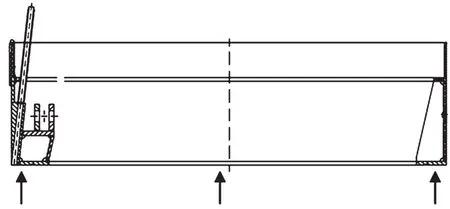
图6 中前盾体垫平示意图
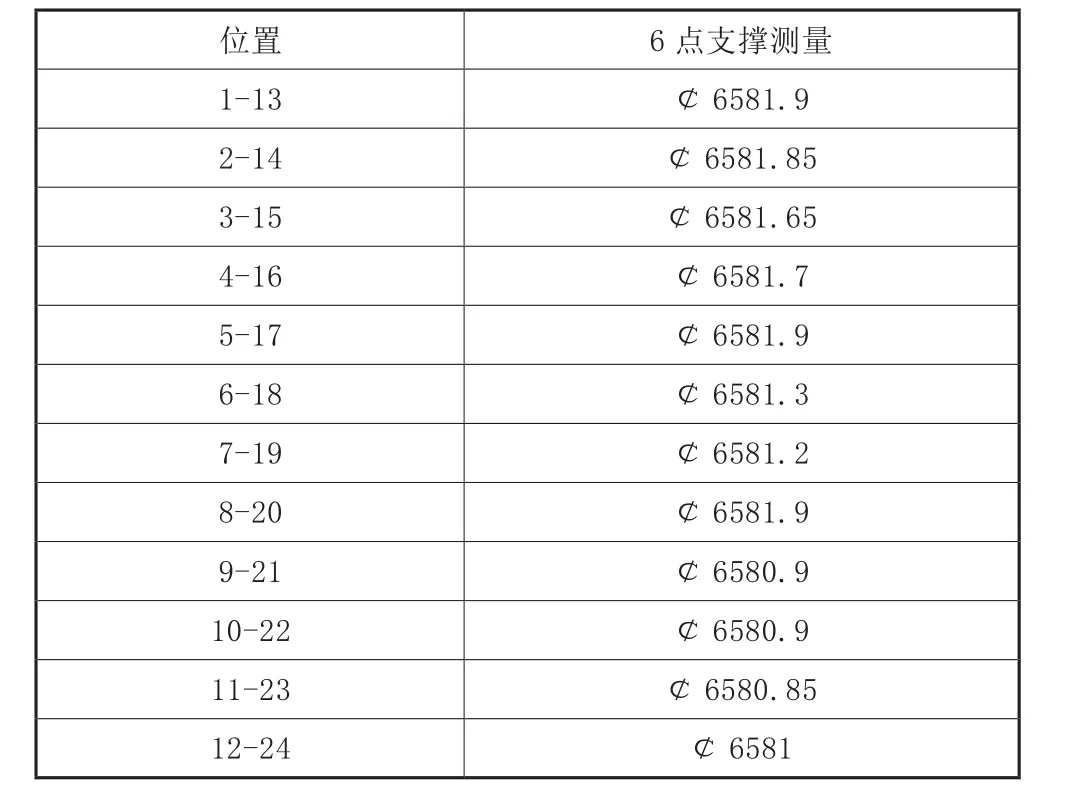
表2 平置上盾体后测量数据表
经现场分析,4个支撑点虽然已经打平,但4个点的位置没有均布在圆周上,其中有2个点距离偏大,约在三分之一圆弧上,盾体的自重下垂导致上部变形。将6个支撑点打平,平置上盾体后再次测量(见表2),椭圆度在1mm以内。
3 结语
按照上述工艺措施,经过加工后检验,主动铰接盾构机的中前盾铰接部分的尺寸加工精度,达到了盾构机设计性能要求。
