面向智能制造的焊接工艺模型设计
2018-10-11王素清马彦军
王素清,马彦军
(沪东中华造船(集团)有限公司,上海 200129)
0 引言
随着制造业智能制造技术的发展,人工智能逐步走入制造领域,很多工厂甚至实现了无人工厂,制造业迎来了新一轮生产管理和制造模式的变革。推进制造过程智能化是《中国制造 2025》提出推进信息化与工业化深度融合的一项重要指标[1],两化融合在引领企业管理组织变革、培育新型能力等方面的作用初步显现[2]。焊接技术在制造业领域扮演着不可或缺的角色,在智能制造技术的冲击下也将迎来新一轮革新[3]。船舶行业的生产管理,以中间产品为导向,采取集中粗放式、劳动密集型生产模式,现在也逐步向精细化管理、智能生产制造转变。焊接作业作为船舶建造的主要施工方式,智能焊机管控(焊接设备智能管理控制)技术和焊接机器人的引入,使焊接智能化作业模式逐步取代原有的作业模式,为船舶的焊接质量和焊接效率提供了保证。焊接作业的智能化管控和施工需要全方位船体焊接建模设计数据作为理论依据。
面向智能制造的焊接工艺设计有广阔的应用前景,目前国内外许多船厂小组、中组阶段等部分实现了焊接机器人焊接,为焊接机器人提供焊接接口数据也成为各船舶制造软件亟需解决的一项技术需求。在焊接派工管理方面,由于焊缝的多样性和复杂性,导致焊缝统计困难,也是困绕焊接派工和核算工作的一项技术问题。在焊接施工方面,由于船舶焊接质量跟踪需求,需要对某些关键焊缝进行质量跟踪,以前手工处理焊缝跟踪数据,效率低,并且无法形成有效统一的数据源。在焊接生产管理方面,焊机管控的智能化也对焊接建模提出了应用需求。在国内,SPD船体设计软件的发展为焊接工艺模型的建立提供了基础。SPD船体设计软件提供了船体结构设计和建模,可以三维动态观察设计结果,并与许多软件之间有数据传输通道,与许多生产管理软件有数据接口,为实现统一数据源和集成平台提供保障。SPD船体设计软件是由东欣软件工程有限公司自主研发,在国内有很广泛的应用。
综上所述,面向智能制造的焊接工艺模型的建立成为焊接设计工作的必然趋势,本文基于SPD软件平台研究焊接工艺模型的数据结构和存储架构,提出面向智能制造的焊接工艺模型的构建方案。
1 焊接工艺模型设计
为实现智能制造焊接工艺模型的实时交互设计,需要提供焊接设计实时交互对象,即焊接几何信息模型。在焊接几何模型的基础上,增加焊接工艺信息的设计,使焊接工艺信息设计可视化。
图1描述了焊接模型的构建过程,以焊接设计对象为构建基础,建立智能焊接模型。利用船体结构设计数据作为焊接设计基础数据,形成船体结构设计和船体焊接设计基础数据的统一。通过分析船体结构定义数据和船体结构模型数据,制定了焊接模型几何信息模型的构建方案。利用船体结构、装配树、船体分段模型和船体建造树,建立焊接可视化设计索引树,为智能焊接模型设计提供可视化设计索引平台,构建交互基础数据。
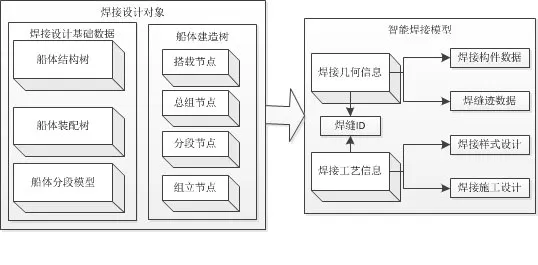
图1 焊接模型构建过程
智能焊接模型通过焊接几何信息和焊接工艺信息数据的联合,达到视化焊接工艺数据的交互管理。二者模型数据统一于SPD船体设计系统的焊接计划模块,统一进行智能焊接工艺模型的设计管理;焊接几何模型和焊接工艺模型统一方式是采用同一模型号来进行统一,在生成焊接模型时,同时生成一个全船唯一焊缝ID编码来进行焊接模型的标识。
2 焊接工艺模型设计关键问题
2.1 焊接模型冗余处理
焊缝模型生成过程中,焊接构件设计变更引起焊接构件模型变更,不可避免地会出现焊缝模型冗余。算法的不断完善只能使所生成的焊缝更精确,尽量避免焊缝冗余,但不能完全消除焊缝冗余。
图2描述了冗余数据的产生来源、冗余数据判定方法及解决方案,具体实现过程如下所示,为了实现对焊接模型的冗余处理,首先需要对其冗余信息进行判定,具体的判定方法如下:
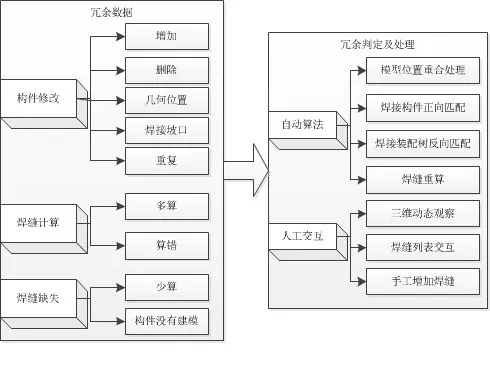
图2 焊接模型冗余问题处理
1)焊接模型标注点位置重合法
在人们的预期中,在同一位置不可能出现多条焊缝,所以,采用该种方法可以找到重合计算的焊缝数据,这种焊缝用人工难以判别。
2)焊接构件查询法
在自动搜索计算的焊缝模型中,焊接模型与船体构件间是有对应关系的,如果某条焊缝没有找到相关联的构件,则说明相关的构件已经不存在,则该焊缝是属于多余焊缝。
3)船体结构焊接树重构法
原理类似于焊接构件查询法,但以船体结构树对象,反向搜索,如果找到相关焊缝,则为非冗余即正常焊缝,如果没有找到,则为冗余焊缝,需要删除。
4)三维视图焊缝模型人工观察法
即将焊缝模型展现在三维视图中,通过视图显示手段,观察各焊缝的模型状态,可以找到过长的焊缝和没有生成焊缝模型的焊缝。
5)焊缝长度规则法
即通过对焊缝长度进行排序,找到过短的、过长的、没有正常焊缝长度数据的不正确焊缝。
针对不同的焊接模型冗余原因,需要应用不同的方法和手段,使获取的焊接模型最终符合人们的预期,具体的处理方法如下:
1)焊接模型标注点位置重合处理法
遍历焊缝,两两比较,如果焊缝模型标注点重合,则处理;这种情况需要进行人工干预处理,系统提出重合焊缝列表集,人工交互解决这些矛盾。对于构件重合时,需要人工干预;对于计算引起的重合,可以通过改进焊缝运算方法来解决。
2)焊接构件查询处理法
遍历焊缝模型数据,查找焊缝的两个构件是否存在,如果不存在,则认为该焊缝数据为冗余数据。该种方法仅适用于自动算法。
3)船体结构焊接树反向查询处理法
遍历结构焊接树各焊缝,反向查找焊缝构件相关焊缝,如果存在重复数据,则需要交互处理相关焊缝。
4)深层处理即焊接构件重算处理法
如果遇到构件大批量修改的情况,而且件号也大批量修改,则需要进行重算,即先前所处理的焊缝只能用于焊接物量的预估,不能用于焊接生产的指导。
5)人工观察处理法
在焊接工艺建模过程中,如果出现焊缝长度或焊缝模型不正常的情况,则需要针对该种情况进行干预。更改焊缝数据过长的焊缝,删除焊缝数据过短的数据,修正焊缝数据不正确的情况。
除了焊缝模型冗余问题,还有焊缝模型缺失问题。在焊缝模型的建立过程中,还有一些焊缝相关的构件没有建模,如一些铸件等;还有一些焊缝没有计算出来,构件间建模间隙过大或其他原因;这些焊缝需要人工交互添加生成焊缝模型,以便后期与其它生产管理系统数据相接,形成统一数据源,为智能生产制造提供完整有效的焊接物量和焊接建造数据。
2.2 焊接工艺信息建模
通过研究船体焊接工艺智能化实施规范和需求,确定了焊接工艺模型信息内容。研究了船体结构模型(SPD船体结构模型)、船体建造阶段、船体焊接工艺标准、船体焊接施工规范、船体焊接工时规范、船体焊接验收规范等与船体焊接设计建造相关的设计流程和规范标准,收集了焊接设计标准信息。调研了焊接实船施工过程,收集了焊接作业相关信息,如焊缝跟踪图、焊接工作图、焊接材料定额管理、焊接工时管理等信息。调研了第三方软件的焊接应用需求,如焊接机器人接口数据、焊机管控数据源、MES系统、ERP系统、焊接派工管理、焊接质量控制管理等。并对智能制造管理流程所需的焊接三维作业指导书进行了研究。
智能焊接模型是用于指导生产管理的理论数据来源依据,焊接建造与焊接工艺密切相关。焊接设计过程中,需要满足焊接设计规范;焊接建造过程中,需要满足焊接建造规范,焊接质量验收规范;焊接生产管理过程中,需要进行焊接工时管理,焊接派工管理。为满足这些规范和管理条件,需要在焊接建模设计阶段给出完整的焊接工艺数据信息和焊接模型数据信息。
图3描述了焊接工艺模型的构建分类属性信息,焊接工艺信息按不同生产设计阶段的要求分成以下3类。
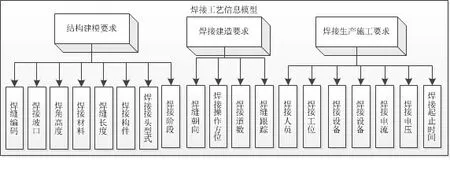
图3 焊接工艺模型的构成
2.2.1 结构建模要求
结构建模过程中,需要针对不同的构件及相关构件在船体上的位置,设置不同的焊缝编码、焊接坡口、焊接方法、焊角高度、焊接材料、焊缝长度、焊接构件(尺寸、规格、材料、类型)、焊接阶段、焊接接头型式等;根据结构建模条件和焊接工时管理的需求,需生成焊接构件类型和焊接接头型式细分。
焊缝编码用于对焊缝的识别。焊接坡口、焊接方法、焊接构件类型和焊接接头型式直接决定了焊接的难易程序和焊接工作量。焊接坡口可根据焊缝定位信息匹配船体结构库中定义数据获取相应的坡口样式。焊接方法需要规则来生成一个初始数据。焊接构件类型需要从船体结构定义数据中获取。焊接接头型式从构件间接头关系可划分为 3大类对接焊、角焊、搭接焊;根据焊接工时规范中的计算规则,焊接接头型式这种分法远远不够,还需要细分,如需要加上焊接的是构件的哪条边等情况。
2.2.2 焊接建造要求
焊接建造过程中,由于针对不同阶段有不同的建造方位,需要设置焊缝朝向,焊接操作方位,焊接道数,焊缝是否跟踪等。
根据船体焊缝的焊接重要性,有些焊缝需要进行焊接质量追踪,使船体建造质量得到保证。需要跟踪的焊缝,需要生成焊缝跟踪图,这些焊缝数据需要发送焊接质量管控系统。
焊接道数据与现场施工情况、焊接人员和焊接质量相关,在有些情况下,也需要提前设计焊接道数。
焊接操作方位根据具体操作方式,分为立焊、平焊、仰焊、横焊等[4];需要根据具体焊接装配结点的姿态和焊缝朝向来决定。一般情况下,焊接施工采取平焊和立焊为宜,所以施工时,装配组立基面尽量与焊接需求相关联。装配基面的指定应该与装配节点对应。焊缝朝向可以在进行焊缝建模计算时,根据构件和焊缝的船体坐标下几何空间关系自动计算得到。通过组立基面和焊缝朝向信息判定焊接操作方位。通常情况下,仰焊可以通过现场调整组立姿态来改变为平焊,所以,在通常焊接工时定额计算过程中,仰焊是按照平焊来计算焊接工时的,但不排除特殊情况。
2.2.3 焊接生产施工要求
焊接生产施工过程中,针对不同的焊缝,需进行焊接人员、焊接工位,焊接设备及焊接材料等信息的匹配,需要设置焊接设备的电流电压、焊接起始时间、焊接结束时间、焊接质量控制等。
一般焊接设计阶段,无法确定焊接生产施工时的要求,但在焊接生产管理和焊接智能制造时,为保证焊接质量和组立装配结点的完工节点,需要提供焊接生产施工时的焊接信息,为智能焊接制造生产管理提供全局把控提供理论数据。
2.3 焊接模型存储
焊接模型是用于进行焊接工艺设计的对象,需要进行实时交互,并具备与通用数据一致的增、删、改的功能。焊接模型分为 2大类:焊接几何模型数据和焊接工艺模型数据。目前存储数据的方式主要是数据库、文本文件、二进制索引文件、XML文件等。在综合考虑保存速度、交互、接口、集成及SPD船体设计系统应用平台情况后,决定采用SQL数据库与二进制索引文件相结合的解决方案。
图4描述了焊接模型的存储形式是通过焊接模型存取接口对焊接模型进行分离存取。
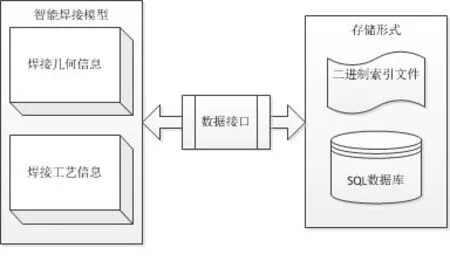
图4 焊接模型存储技术
焊接几何模型数据采用SPD自主研发的二进行制索引文件进行保存,方便交互和实现动态察看。焊接工艺模型采用SQL数据库工程数据表的方式保存,方便二次开发接口数据的读取和管理软件平台的集成。
3 结论
通过对面向智能制造的焊接工艺模型设计的研究,将智能焊接工艺数据模型概念逐步实例化,明晰了工艺模型组成条目,梳理了实体建模的规则和条件,解决了焊接设计过程的技术问题,最终形成焊接模型设计及管理解决方案。按照船舶焊接工艺要求,结合三维建模特点,在SPD船体设计系统应用平台上,以船体焊接设计所涉及的智能焊接模型为研究对象,编写面向智能制造的焊接工艺模型设计运算包和建立焊接工艺模型存储框架,为后续焊接工艺设计整体框架提供核心算法支持,为智能焊接管控平台提供数据接口。