矿用刮板输送机溜槽失效原因分析与处理
2018-09-11苗志刚
苗志刚
(阳煤集团机电设备管理中心,山西 阳泉 045008)
刮板输送机具有强度高、运输性能好的优点。然而,受煤矿复杂环境及自身设计的局限性等因素的影响,输送机在工作过程中会受到不同程度的磨损,会对输送机的运输能力造成严重影响,进而影响矿井正常生产活动的进行。
1 刮板输送机应用及磨损情况
阳煤集团一矿综采工作面采用放顶煤开采技术,煤矸石含量大,且工作面长,开采时间久(平均每个工作面的回采时间为1年),刮板输送机使用过程中磨损严重。由于刮板输送机在安装前未做耐磨处理,待工作面回采结束后,前、后输送机均磨损严重,达到规定的报废标准。为节约成本,实现节支降耗目的,该煤矿综采车间采用QTS系列焊丝、FW系列耐磨焊条、高铬碳硼系耐磨粉块对溜槽进行补焊修复,修复后的刮板输送机在整个工作面回采结束运输到地面后,加补的耐磨层尚未完全磨损,溜槽中板磨损的平均厚度仅为2mm,耐磨处理效果较好。刮板输送机经简单清洗维修后仍可继续投入使用,有效地延长了设备使用周期。
2 刮板输送机溜槽磨损原因
矿井刮板输送机主要由机头、机尾、中间部及附属设备等4部分组成,组成部分的具体构成如下表1所示。
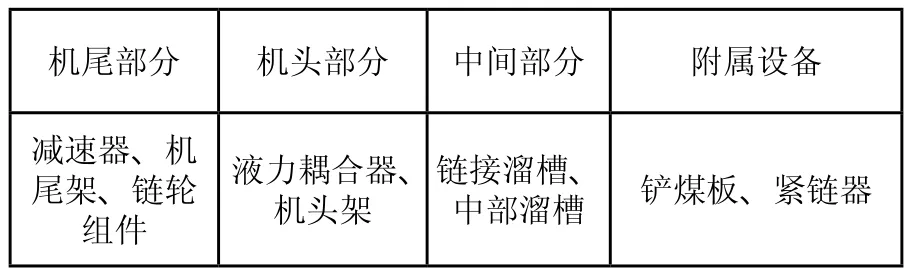
表1 刮板输送机主要部分的具体构件
溜槽是输送机的重要组成部分,主要由中部槽、连接槽、调节槽等组成,其中,中部槽是溜槽的主体,它是在中板与槽帮钢的基础上焊接而成。依照位置角度可将溜槽划分为上槽和下槽两个部分。溜槽的主要作用是承载原煤及作为采煤机运行时的轨道。常见的溜槽磨损原因主要有磨料磨损、黏着磨损、腐蚀磨损、解除疲劳磨损4种。
(1)磨料磨损。刮板链条表面的凸起部分在运行时及矸石、煤的运输对溜槽造成一定的磨损,这是溜槽磨料磨损的主要方式,从微观角度分析,硬度偏高的链环与硬度偏低的溜槽之间的相对滑动时,两者的实际接触部位是凸体接触,且链环与溜槽之间存在原煤、矸石等磨料,这些磨料会对溜槽形成微切剥作用,导致溜槽的磨损。
(2)黏着磨损。在刮板输送机运行期间,设备的各个部分的接触部分存在微凸体,各个微凸体之间有黏着连接点,在滑动及摩擦作用影响下,接点破裂产生磨屑。由于存在承载力,运行过程中,刮板链条与溜槽间的接触部位应力值高,当接触点的应力值大于其屈服极限时,接触点就会发生塑性变形,直到形成新的应力平衡,但在滑动及摩擦作用的影响下,接触点发生剪切破坏,继续形成新的接触点,往复循环产生黏着磨损。
(3)腐蚀磨损。刮板输送机长期暴露在井下的空气中,空气中含有水、氧气、二氧化碳等气体,这些物质与溜槽的磨损面接触,会形成一系列的化学反应,腐蚀溜槽,溜槽表面形成裂纹,裂纹在摩擦力的作用下脱落,导致溜槽磨损。
(4)接触疲劳磨损。在刮板输送机运行过程中,各个部位会进行一定的滚动或滑动,在溜槽与矸石、煤的接触中,接触点产生的应力值高,在此高应力作用下,溜槽会发生一定的磨损。
3 溜槽耐磨处理技术
3.1 主要的耐磨材料
性能优越的耐磨处理材料主要有QTS系列耐磨焊丝、FW系列耐磨焊条、高铬碳硼系耐磨粉块等,以上所述耐磨处理材料的主要成分如表2所示。
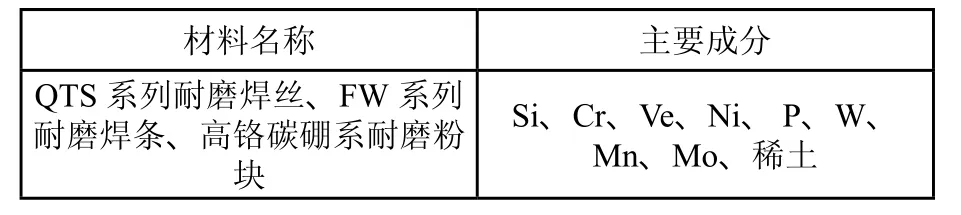
表2 耐磨处理材料的主要成分
3.2 耐磨处理的主要工艺流程及效果分析
3.2.1 除锈、除垢
受井下较差的环境条件影响,刮板输送机在井下使用过程中会生锈,为降低焊接期间杂质的影响,在焊接之前,应对焊接部位进行除锈,对未使用的设备采取涂漆保护。
3.2.2 堆焊
(1)预热。堆焊工艺对温度有要求,因此,在进行堆焊前,为达到一定温度,必须对溜槽的施工部位及焊接材料进行热处理。
(2)打底。由于槽体本身硬度与耐磨材料硬度不同,如不采取打底措施,在应力作用下,槽体与耐磨层容易发生离层、脱落,所以,需对接受耐磨处理的部位采取堆焊过渡层措施。
(3)保温。在进行打底处理时,需要对打底的部位进行保温,保持一定焊接温度。
(4)耐磨处理。利用“自熔合金熔融堆焊法”对链道的磨损部位进行耐磨处理,通过焊接材料将磨损部位补平;利用高耐磨性焊材对易出现磨损问题的溜槽中板及底板刮板处进行堆焊,保证该部位取得耐磨保护层。
(5)打磨。堆焊完成后,利用角磨机对焊接部位的余渣进行打磨,保证刮板的正常运行。
3.2.3 效果分析
经耐磨处理后的刮板输送机再次投入使用,待工作面回采结束后,焊接的耐磨层尚未完全磨损,溜槽中板磨损的平均厚度仅为2mm,耐磨处理效果较好,延长了刮板输送机的使用寿命。
4 结论
通过对工作面所采用的刮板输送机磨损原因进行分析,采用QTS系列耐磨焊丝、FW系列耐磨焊条、高铬碳硼系耐磨粉块以及高铬碳硼系耐磨粉块对其进行耐磨处理,经处理后的刮板输送机使用后,溜槽中板的磨损厚度仅为2mm,取得了较好的处理效果,延长了刮板输送机的使用寿命。
