镀锌生产线带尾定位的控制与计算
2018-08-29佟明飞
佟明飞
摘 要:本文介绍了卷取机的控制结构,分析在卷取机在飞剪剪切完成后,带尾定位控制的工作原理,以及定位计算的过程。
关键词:卷取机;带尾控制;速度设定;定位计算
中图分类号:TG385.9 文献标识码:A 文章编号:1671-2064(2018)12-0048-02
唐钢高强汽车板二期5#连续热镀锌线是一条高生产效率和质量的高水平生产线,年产量25万吨,产品以镀锌家电板为主。工艺流程是,冷轧钢带经过开卷机开卷,清洗段进行碱洗表面清洁,炉区将带钢加热后进入锌锅,在冷轧板的表面镀以锌层,然后经过光整机和拉矫机对板带表面进行光整,并经过防腐、钝化、涂油等流程处理,在出口飞剪剪切分卷,通过出口两个卷取机轮流卷曲成为镀锌板成品卷,成品卷从卷取机上卸下后进入包装生产线。镀锌产线为高的生产效率的产线,往往要求在带钢带尾定位的控制功能方面实现高精度的自动控制功能。当定位准确时,可以减轻操作人员的人工干预次数,自动执行下流程顺控,保证生产节奏,从而提高生产能力。
1 卷取机的机构
卷取机包括主抱臂,小抱臂,皮带助卷器,接轴支撑,卷取机芯轴,芯轴涨缩设备,穿带导板台,穿带导板等主要设备。主抱臂和小抱臂、皮带助卷器在穿带准备时抱住卷取机芯轴,为带钢穿入进行导向。接轴支撑在非卸卷时抬起,为芯轴提供支撑作用。卷曲机芯轴为卷取机的核心部件,在带钢穿入后,实现带钢卷曲,并与出口张力辊建张,恒张力卷曲。芯轴涨缩设备,实现芯轴的状态转换。穿带导板台和穿带导板,在穿带阶段为带钢导向,在甩尾阶段保证带尾位置。
2 控制系统硬件配置
唐钢镀锌生产线的控制系统,控制系统采用西门子S7-400 PLC组成的主站集中控制,由ET200M组成的分布式I/O控制,并通过多条Profibus-DP现场总线通讯的方式与S120传动控制系统、增量式编码器、光电开关及单体设备建立控制连接,实现对现场设备进行全方位的实时监控、逻辑控制、带钢跟踪、张力控制、定位控制等功能。控制程序按照功能划分SSF(顺序控制)、LCO(产线协调)、MRG(主斜坡控制)、E-STOP(急停系统)、MTR(带钢跟踪),带尾定位控制程序属于LOC控制程序的一部分。
3 带尾定位控制基本原理简介
在镀锌生产线出口段,为了保证生产的连续性, 当飞剪自动剪切完成或手动甩尾发出停车命令时,需要自动减速停车,使带尾停在合适的位置,一般上卷曲时和下卷曲时为4点钟或8点钟位置,才能满足自动卸卷时不碰撞、剐蹭带钢,顺利执行下一步顺控。为达到自动减速,必须根据减速距离精确控制带钢速度减速曲线。因此可知要实现精确的带尾定位控制,即实现定位点的剩余长度计算,并根据计算长度稳定控制减速设定值及减速时机。
3.1 带尾定位长度的计算
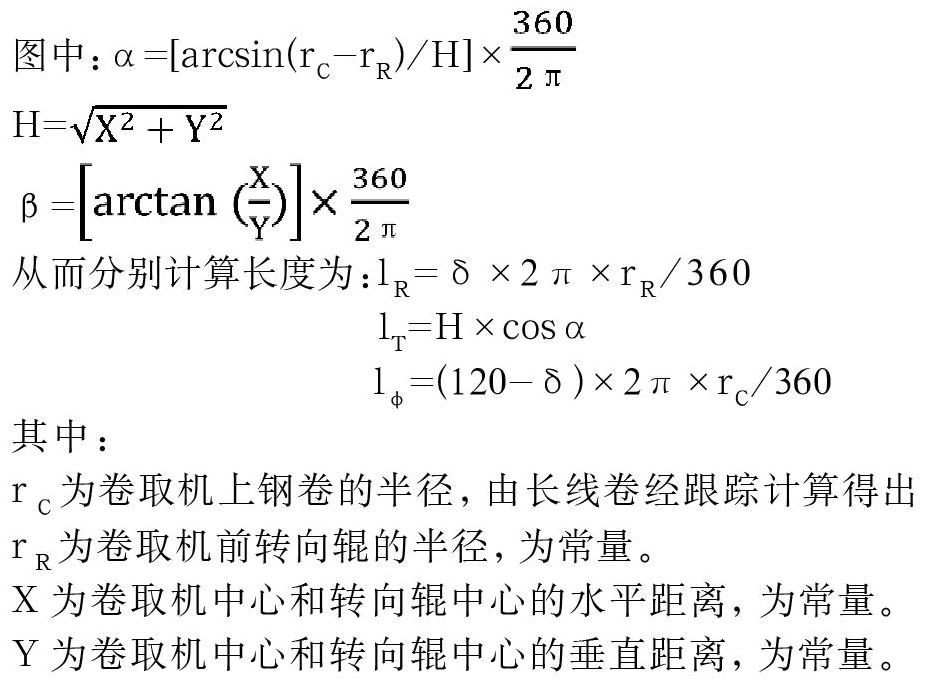
在实际生产中,按照工艺的要求带钢在卷取机上卷取结束后,带尾必须停留在卷取机一个相对固定的位置上(本方案设计为4点或8点钟方向),为下一个生产工序打下良好的基础,如出口小车卸卷自动、打捆机包扎捆带等,定位准确的话可以节约人工干预的时间,使下一步顺控顺利执行,提高生产效率。。定位长度的计算在“剪切完”信号发出后开始,直到定位完成时结束。定位长度依赖于卷径大小。计算示意图见图1。
rC—卷取机半径;rR—卷取机前转向辊半径;β—两圆心连线与水平线的夹角;X—两圆圆心间水平方向间距;Y—两圆圆心间垂直方向间距;l1—期望的定位点偏离垂直中心线的角度,即定位位置。
对于上卷曲来说,带尾定位在4点钟位置,即顺时针方向120°位置,甩尾长度l=l0+lR+lT+lφ,l0为出口飞剪到转向辊之间的水平距离,为常亮,所以只要求出lR,lT和lφ即可。如图中所示:
因而可以分别求出lR,lT和lφ的值,进而计算出整个的带尾定位长度。
3.2 带尾定位速度的设定
当出口飞剪剪切完成时,飞剪将带钢剪切成两部分,带尾部分继续在当前卷取机上进行卷取,下一卷带头部分继续向前穿带,进入另外一个卷取机,执行穿带顺控,此处只对带尾甩尾的速度控制进行分析。带尾剪切完成后,进入定位和减速阶段。根据上一步的计算结果,可计算得出当前带尾的减速长度,利用加速度公式2as=V12-V22,a为减速时的加速度,s为设备需要移动的距離,s实时为变化数,随设备向设定位置移动而减小,V1为当前速度,V2为上一扫描周期的速度,可实现对卷取机电机速度的平滑控制,从而实现精准定位。
3.3 程序内的实现方法
通过一个脉冲进入定位程序,读取定位控制字,定位末速度,定位距离。通过获取定位控制字的定位高电平来进行定位剩余距离计算。当定位结束时,通过又一个脉冲和定位控制字的定位低电平退出定位程序。当启动一个定位后,定位进入执行状态,如果此时再一次启动这个定位,则此定位继续在原定位的基础上继续执行,前面(原定位)取消,从而实现实时带尾定位以及速度设定。
4 结语
文章通过唐钢二冷轧5#镀锌线的出口带尾定位系统的分析,重点讨论了带卷剩余长度的控制算法,定位时带尾减速控制的方法,推导出有效的定位长度计算公式,实现程序最优控制。经过反复实践论证,带尾定位控制十分精确,从投产未出现故障。此方法同样可以其他同行业连续生产线中使用,以资借鉴。
参考文献
[1]刘亮先,等.热镀锌线张力卷取机带尾定位方法应用[A].甘肃冶金,2017.
[2]邹荣,等.武钢CSP生产线卷取机带钢尾部定位控制[B].武钢技术,2011.
